1.本实用新型涉及动力电池技术领域,尤其是涉及一种集流体、极片和动力电池。
背景技术:
2.现有的复合集流体通常包括括绝缘支撑层和设置在绝缘支撑层两个表面的金属层,从而提高极片的导流效率以及电池的能量密度。但往往焊接极耳时,极易导致复合集流体的金属箔材收缩,内部夹层气化,使得焊接效果差,而粘贴极耳,则容易导致导流能力差,内阻较大。
3.相关技术中,通过在绝缘层的表面设置高分子导电层,并在远离绝缘层一侧的高分子层表的表面设置金属层,以提高复合集流体的导流能力,但会增加集流体的厚度,使其不容易卷绕,并且在高温条件下容易出现热损伤,进而影响电池的制备过程。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出了一种集流体,在绝缘层中嵌入导流层以及导流件相对绝缘层露出,可以导通金属层的上下两侧,增强导流效果,并且方便焊接极耳和卷绕集流体。
5.本实用新型还提出了一种极片以及动力电池。
6.根据本实用新型第一方面实施例的集流体,所述集流体包括:绝缘层;金属层,所述金属层设置于所述绝缘层的至少一侧;导流层,所述导流层设置于所述绝缘层内,所述导流层包括至少一个导流件,所述导流件至少相对所述绝缘层露出的一侧。
7.根据本实用新型实施例的集流体,通过在绝缘层嵌入导流层,并且导流件相对绝缘层露出,可以将金属层的上下两侧进行导通,从而可以起到增强集流体的结构强度和加大导流能力的效果,而且导流件可以作为极耳,省去了焊接极耳的工序,又或者将导流件与极耳进行焊接,使得焊接更加便捷高效,有效提高生产效率。
8.根据本实用新型的一些实施例,所述导流件为多个,多个所述导流件设置于所述绝缘层内且间隔设置。
9.根据本实用新型的一些实施例,所述导流件为金属导流丝、金属导流片和金属导流棒中的一种。
10.根据本实用新型的一些实施例,所述导流件长度延伸方向与所述绝缘层的长度方向相同;和/或,所述导流件长度延伸方向与所述绝缘层的宽度方向相同。
11.根据本实用新型的一些实施例,所述导流层和所述绝缘层为一体成型结构。
12.根据本实用新型的一些实施例,所述导流件的一部分构成极耳。
13.根据本实用新型第二方面实施例的极片,包括:上述实施例的集流体;活性物质层,所述活性物质层设置于所述金属层背离所述绝缘层的一侧且包裹所述金属层。
14.根据本实用新型的一些实施例,极片还包括:极耳,所述极耳和所述导流件焊接连接。
15.根据本实用新型第三方面实施例的动力电池,包括:上述实施例的极片。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
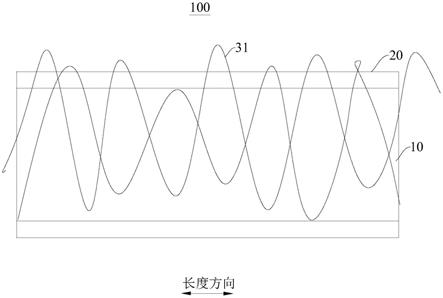
18.图1是根据本实用新型实施例的一种集流体的结构示意图;
19.图2是根据本实用新型实施例的另一种集流体的结构示意图;
20.图3是根据本实用新型实施例的极片的结构示意图。
21.附图标记:
22.s、极片;100、集流体;
23.10、绝缘层;20、金属层;30、导流层;31、导流件;40、活性物质层。
具体实施方式
24.下面详细描述本实用新型的实施例,参考附图描述的实施例是示例性的,下面详细描述本实用新型的实施例。
25.下面参考图1-图3描述根据本实用新型第一方面实施例的集流体。集流体包括:绝缘层10、金属层20以及导流层30。
26.其中,金属层20设置于绝缘层10的至少一侧。如此,金属层20为导电层,可以起到传导电流的作用。其中,金属层20一般选用铜箔作为负极集流体100,铝箔作为正极集流体100。以及,绝缘层10可以为基膜,质量较轻且拉伸性能好,可以与金属层20进行很好地粘接。
27.以及,导流层30设置于绝缘层10内,导流层30包括至少一个导流件31,导流件31至少相对绝缘层10的一侧露出。也就是说,至少一个导流件31嵌入绝缘层10内,并且导流件31相对绝缘层10的一侧露出,如此设置,可以将金属层20的上下两侧进行导通,从而增强集流体100的导流能力,同时还可以提高集流体100的抗弯能力,避免在碾压或烘烤过程中集流体100出现一侧弯曲的问题。以及,导流件31相对绝缘层10露出的部分可以与极耳焊接结合,以使金属层20的电流汇集并通过导流件31进行传导,进而很好地取代了金属层20与极耳焊接的传统方式,有效避免了金属层20与极耳焊接而导致集流体100箔材收缩,内部夹层气化,焊接效果差等问题,并且可以提高集流体100的导流能力,以及方便焊接极耳。此外,导流件31相对绝缘层20露出的部分还可以作为极耳,既能增强导流效果,还可以省去焊接极耳的工序,节省了人力物力和能源消耗,极大地提高生产效率。
28.由此,通过在绝缘层10中设置导流层30,并且导流件31相对绝缘层10露出,可以将金属层20的上下两侧进行导通,从而可以起到增强集流体100的结构强度和加大导流能力的效果,而且导流件31可以作为极耳,省去了焊接极耳的工序,又或者将导流件31与极耳进行焊接,使得焊接更加便捷高效,有效提高生产效率。
29.如图1和图2所示,导流件31可以为多个,多个导流件31设置于绝缘层10内,并且间隔设置。如此设置,将多个导流件31间隔设置在绝缘层10内,可以使集流体100的电流通过
多个导流件31进行高效且稳定的传导。此外,绝缘层10内的多个导流件31之间可以相互连接,这样可以进一步增强集流体100的导流效果和结构强度。当然,导流件31可以均匀分布或者非均匀分布,这样都可以提高集流体100的导流能力,并且不会对集流体100的卷绕造成影响。
30.进一步地,导流件31可以为金属导流丝、金属导流片和金属导流棒中的一种。如此设置,可根据不同的导流要求选择不同形状的导流件31,以及设置相应的数量。相比其它结构,金属导流丝、金属导流片和金属导流棒的结构简单,方便大量生产。当然,导流件31的结构并不局限于此,可根据实际情况进行合理设置。此外,导流件31可以选择各种适当的导电材料,例如,铜、铝、铜合金、铝合金等金属。
31.其中,当集流体100对导流效果要求较高时,导流件31的数量可以相对多一些,以及可以选用金属导流片和金属导流棒等电阻相对较小的导流件31。
32.并且,参照图1所示,导流件31长度延伸方向与绝缘层10的长度方向相同和导流件31长度延伸方向与绝缘层10的宽度方向相同。也就是说,导流件31的长度可以沿着绝缘层10的长度方向以及宽度方向进行延伸,如同大波浪状,并且满足导流件31相对绝缘层10露出的要求,这样使得多个导流件31之间可以交错连接,极大地提高集流体100的导流能力,降低内阻,并且还可以增强集流体的结构强度,使其具有较强的抗弯性和粘接性。
33.又或者,导流件31长度延伸方向与绝缘层10的长度方向相同或导流件31长度延伸方向与绝缘层10的宽度方向相同。如此设置,导流件31的长度方向是从单一方向进行延伸的,具体参照图2和图3所示,多个导流件31的长度方向沿着绝缘层10的宽度方向进行延伸,这样的结构简单,在绝缘层10内铺设导流件31时更加方便,从而可以提高生产效率。当然,导流件31的形状并不局限于此,还可以为网状等形状,满足能够导通金属层20上下两侧以及相对绝缘层10露出的要求即可。
34.此外,导流层30和绝缘层10可以为一体成型结构。如此设置,当制备绝缘层10时,可以放入多个导流件31,并通过传统的制膜工艺一体成型,工艺较为简单,生产的成本较低,并且导流件31不易脱离绝缘层10,从而很好地保证集流体100的导流能力和抗弯能力。其中,绝缘层10可以由pp材质构成,pp材质的绝缘性能较好,即可以完全绝缘,从而提升集流体100的使用性能和安全性。
35.而且,如图3所示,金属层20可以为两层,两层金属层20分别设置于绝缘层10的两侧。如此设置,即构成复合型的集流体100,从而提高动力电池的能量密度和安全性。
36.根据一种可选的实施例,导流件31的一部分构成极耳。也就是说,导流件31相对绝缘层10露出的部分可作为极耳,以汇集金属层20的电流并进行传导。如此设置,可以省去焊接极耳的工序,节省了人力物力和能源消耗,并且避免了因虚焊或焊不上导致集流体100内阻不稳定的问题,从而可以提高集流体100的导流能力,减少内阻。以及,将导流件31的一部分作为极耳,并且间隔设置,这样在卷绕之后可以形成堆叠极耳,进一步提高导流件31与转接片之间的焊接效果。
37.根据本实用新型第二方面实施例的极片s,如图3所示,极片s包括:集流体100和活性物质层40,活性物质层40设置于金属层20背离绝缘层10的一侧,并且包裹金属层20。如此设置,通过涂布工艺,可以将活性物质层40牢牢地粘接在金属层20上,从而可以与注入的电解液发生电化学反应以产生电流,并且还可以对金属层20可以起到很好的保护作用,即防
止电解液对金属层20的腐蚀。具体地,在集流体100箔材涂覆活性物质的过程中,可以采用干法(或湿法)涂覆,将活性物质与集流体100箔材贴合在一起,从而起到良好的导流作用以及固定作用。此外,根据涂覆的活性物质不同可以分别制得正极集流体和负极集流体,并且正极集流体和负极集流体之间通过隔膜进行隔开,然后通过激光切割或剪裁的方式制成多个极片。其中,隔膜为绝缘材料,可以与绝缘层10的材质相同,均为pp材质,以起到良好的绝缘保护作用。
38.并且,极片s还包括:极耳,极耳和导流件31焊接连接。如此设置,导流件31相对绝缘层10露出的部分可以与极耳进行焊接,取代了金属层20与极耳焊接的复杂方式,有效降低内阻且简化焊接工艺,同时还不会影响金属层20箔材的延展性,从而有效保证动力电池的注液效率以及提高动力电池的能量密度。并且,焊接方式可以为多种,可以是多个导流件31相对绝缘层10露出的部分进行集中焊接,然后与极耳焊接,或者多个导流件31分别与极耳焊接,又或者每相邻的几个导流件31与极耳焊接,这样均可以实现极耳与导流件31的有效连接,从而降低内阻,提高集流体100的导流能力。其中,根据焊接方式的不同可以设置相应尺寸的导流件31以及极耳,以提高焊接效果以及导流能力。
39.此外,焊接方式可以是超声波焊接、激光焊接、摩擦焊接等,均可以实现焊接牢固,以保证集流体100的导流能力。
40.根据本实用新型第三方面实施例的动力电池,动力电池包括:上述实施例的极片s。如此,通过在绝缘层中设置导流件31可以降低集流体100的内阻以及增强集流体100的结构强度,从而有效提高动力电池的导流能力与能量密度。
41.因此,通过在绝缘层10中设置导流层30,并且导流件31相对绝缘层10露出,不仅可以将金属层20的上下两侧进行导通,起到增强集流体100的结构强度和加大导流能力的效果,而且导流件31还可以作为极耳,省去了焊接极耳的工序,又或者将导流件31与极耳进行焊接,使得焊接更加便捷高效,有效提高生产效率。
42.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
43.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
44.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。