1.本实用新型涉及螺母预埋装配领域,尤其涉及一种工字型螺母套取装置。
背景技术:
2.在装配加工工作领域,许多产品都是通过螺栓和螺母固定连接在一起的。一些特殊的产品,为了保证产品美观性,用于连接螺栓的螺母都预置在产品上预设的螺母型腔中,装配后的产品其具有螺母的一端不会裸露在外,保证了产品外部美观的同时又能够很好的对螺母起到保护作用。
3.现有产品装配过程中对于螺栓和螺母的安装连接多是人工进行的;对于无需预埋的螺母,正常都是人工将螺栓穿过产品上预置的连接孔,然后将螺栓旋接在螺杆上;而对于预埋式的螺母,需要人工一个一个先将螺母放置在产品上预设的螺母型腔中,螺母的预埋摆放耗费时间,从而影响了生产效率,并且,为了方便后期螺栓与螺母配合时的顺畅性,螺母预埋时不能歪斜,摆放要求比较高,人工预埋螺母很容易造成螺母不正的情况,影响装配使用。
技术实现要素:
4.本实用新型所要解决的技术问题是,提供一种能够提高螺母预埋效率且螺母预埋后位置工整的工字型螺母套取装置。
5.为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种工字型螺母套取装置,具有底座,所述底座顶部固定设置有活塞杆竖向向下的气缸,所述活塞杆下端连接有与其同轴的推杆,所述推杆外部靠近下端的部位套接有与其上下活动配合的套筒,所述套筒的中心设置有用于套接工字型螺母且上下连通的螺母套孔,外侧靠近底部的位置以其轴心为中心对称设置有两个与所述螺母套孔相互连通的珠腔,每个所述珠腔内设置有一个钢珠,所述钢珠通过套接在套筒外部的弹性套管限位。
6.进一步地,所述活塞杆与推杆之间通过接头固定连接,所述接头与所述活塞杆之间螺纹连接,其底部设置有开口向下的t型槽,所述t型槽与所述接头的外侧相互连通,所述推杆的顶部设置有与所述t型槽嵌入式配合的卡头,所述卡头与所述推杆一体成型,呈“t”字形结构。
7.进一步地,所述螺母套孔的孔径比工字型螺母的外径大0.05mm。
8.进一步地,所述推杆与所述螺母套孔间隙配合,其外侧设置有用于防止套筒滑脱的外凸起,螺母套孔靠近顶部的位置设置有能够与所述外凸起上下配合的内凸起。
9.进一步地,所述钢珠与所述珠腔间隙配合,珠腔上对应套筒外侧的一端孔径大于钢珠的直径,对应螺母套孔的一端孔径小于钢珠的直径。
10.进一步地,所述推杆的底部设置有避空孔,所述避空孔的直径等于工字型螺母的m值。
11.进一步地,所述套筒底部设置有与其同轴的导向头,所述导向头的外部直径小于
套筒的外部直径,其内部设置有与螺母套孔上下连通且直径与所述螺母套孔直径相同的通孔。
12.进一步地,所述套筒上对应钢珠的两侧设置有导向限位面,所述导向限位面为平面,所述弹性套管与套筒上设置有导向限位面(51的部位套接配合。
13.与现有技术相比,本实用新型的有益之处是:这种工字型螺母套取装置结构简单,工字型螺母可以自动被套取并被安装在产品上预设的螺母型腔中,操作简单,节省了劳动力,降低了生产成本,且螺母装配精度高,产品合格率高,提高了生产效率及产品品质。
附图说明
14.下面结合附图对本实用新型进一步说明。
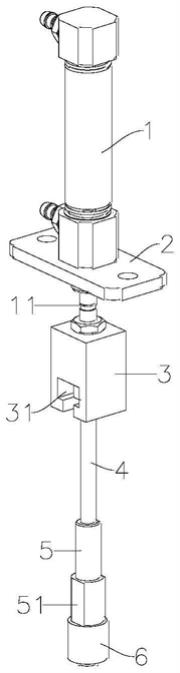
15.图1是本实用新型工字型螺母套取装置外部立体结构示意图;
16.图2是本实用新型工字型螺母套取装置俯视结构示意图;
17.图3是图2中a-a的结构剖视图;
18.图4是本实用新型工字型螺母套取装置中套筒结构示意图;
19.图5是螺母定位柱结构示意图。
20.图中:1、气缸;11、活塞杆;2、底座;3、接头;31、t型槽;4、推杆;41、卡头;42、避空孔;5、套筒;51、导向限位面;52、螺母套孔;53、珠腔;54、导向头;6、弹性套管;7、钢珠;8、工字型螺母;9、螺母定位柱;91、套接柱。
具体实施方式
21.下面结合附图及具体实施方式对本实用新型进行详细描述:
22.图1-3所示一种工字型螺母套取装置,具有底座2,所述底座2顶部固定设置有活塞杆11竖向向下的气缸1,所述活塞杆11下端连接有与其同轴的推杆4,所述推杆4外部靠近下端的部位套接有与其上下活动配合的套筒5,所述套筒5的中心设置有用于套接工字型螺母8且上下连通的螺母套孔52,外侧靠近底部的位置以其轴心为中心对称设置有两个与所述螺母套孔52相互连通的珠腔53,每个所述珠腔53内设置有一个钢珠7,所述钢珠7通过套接在套筒5外部的弹性套管6限位。
23.为了方便活塞杆11与推杆4之间的连接及拆分,所述活塞杆11与推杆4之间通过接头3固定连接,所述接头3与所述活塞杆11之间螺纹连接,其底部设置有开口向下的t型槽31,所述t型槽31与所述接头3的外侧相互连通,所述推杆4的顶部设置有与所述t型槽31嵌入式配合的卡头41,所述卡头41与所述推杆4一体成型,呈“t”字形结构。
24.为了便于套接工字型螺母8,防止工字型螺母8卡在螺母套孔52内,所述螺母套孔52的孔径比工字型螺母8的外径大0.05mm。
25.为了便于套筒5与所述推杆4上下活动配合,且不易滑脱,所述推杆4与所述螺母套孔52间隙配合,其外侧设置有用于防止套筒5滑脱的外凸起,螺母套孔52靠近顶部的位置设置有能够与所述外凸起上下配合的内凸起,所述外凸起与所述推杆4螺纹配合在一起,方便拆卸。
26.如图4所示,为了方便钢珠7安装在珠腔53内且灵活活动,同时防止钢珠7进入螺母套孔52内,所述钢珠7与所述珠腔53间隙配合,珠腔53上对应套筒5外侧的一端孔径大于钢
珠7的直径,对应螺母套孔52的一端孔径小于钢珠7的直径。
27.为了方便推杆4套取工字型螺母8时其底部产生干涉,所述推杆4的底部设置有避空孔42,所述避空孔的直径等于工字型螺母8的m值。
28.为了方便套筒5在产品上预埋工字型螺母8,所述套筒5底部设置有与其同轴的导向头54,所述导向头54的外部直径小于套筒5的外部直径,其内部设置有与螺母套孔52上下连通且直径与所述螺母套孔52直径相同的通孔。
29.为了限定弹性套管6在套筒5上的周向位置,防止转动,所述套筒5上对应钢珠7的两侧设置有导向限位面51,所述导向限位面51为平面,所述弹性套管6与套筒5上设置有导向限位面51的部位套接配合。
30.其具体工作原理如下:待装配的工字型螺母8预先通过螺孔套置安装在如图5所示的螺母定位柱9上,方便工字型螺母8的套取使用,螺母定位柱9的顶部固定设置有与其一体成型的套接柱91,所述工字型螺母8套置在套接柱91的外部,工字型螺母8的螺孔与套接柱91间隙配合。套接螺母时,套筒5上螺母套孔52的顶部与螺母定位柱9的顶部上下对应,气缸1通过活塞杆11带动套筒5同步向下,套筒5上的螺母套孔52套置在工字型螺母8的外部并通过推杆4向下带动套筒5向下使对称设置的两个钢珠7卡接在工字型螺母8侧面的凹槽内,通过弹性套管6限定钢珠7的位置从而使钢珠7夹取住工字型螺母8,同时推杆4底部的避空孔42与套接柱91套接配合,可以避免推杆4干涉工字型螺母8的套接,接着气缸1驱动活塞杆11向上,并带动套筒5同步向上,使工字型螺母8被套筒5带离螺母定位柱9;工字型螺母8预埋时套筒5顶部的导向头54上下对准产品上的螺母预埋腔,然后气缸1驱动推杆4向下并带动套筒5同步向下,待导向头54与产品上的螺母预埋腔对接后,套筒5受限不能继续下降,推杆4继续向下,并推送其底部的工字型螺母8沿着螺母套孔52向下,最后将所述工字型螺母8压入螺母预埋腔中,实现工字型螺母8的预埋工作。
31.这种工字型螺母套取装置结构简单,工字型螺母可以自动被套取并被安装在产品上预设的螺母型腔中,操作简单,节省了劳动力,降低了生产成本,且螺母装配精度高,产品合格率高,提高了生产效率及产品品质。
32.需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
