1.本实用新型属于汽车发动机缸体生产领域,更具体的说涉及一种通用机械缸体浇注系统。
背景技术:
2.浇注是把液态金属注入模具,使硬化而具有特殊形状。发动机缸体的浇注生产过程为:先将金属材料在熔炼炉中熔化,然后将金属液体取出并倒入模具的模腔内,倒入时,通过模具上的浇注口进入模腔内,待模腔内的金属溶液完全冷却凝固后后将缸体的浇注毛坯从模具内取出,再进行后续加工。
3.现有的浇注系统中,高温的金属溶液并不是直接通过浇注口进入模腔内,而是在浇注口与模腔之间还设置有一个浇注腔,可对流入的金属液体的流速进行缓冲,使其较为平缓的将模腔填满,减少缸体产生铸造缺陷,现有模具内的浇注腔大多为一条直的通道,只能对金属液体起到有限的缓冲作用,增加缸体内部的铸造缺陷,减低缸体质量。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种通用机械缸体浇注系统,能够在保证浇注效率的同时减少金属液体凝固后铸造缺陷的产生。
5.为实现上述目的,本实用新型提供了如下技术方案:一种通用机械缸体浇注系统,两个相互对称的缸体模具,所述缸体模具的内部设置有模腔和浇注腔,所述浇注腔连通模腔和缸体外界,所述浇注腔包括顶部的直浇通道、中部的分流通道和底部的合流通道,所述分流通道和合流通道之间设置有若干连接通道,所述连接通道的中部设置有“t”型的支流通道,所述支流通道上设置有第一浇注通道和第二浇注通道,第一浇注通道位于第二浇注通道的上方,所述第一浇注通道、第二浇注通道和合流通道均与模腔连通,所述连接通道上设置有第一狭窄部,所述第一狭窄部位于支流通道的下方,所述支流通道上设置有第二狭窄部,所述第二狭窄部靠近第二浇注通道。
6.进一步地,相邻两个连接通道之间设置有辅助通道,所述辅助通道的底部与合流通道连接,所述辅助通道的结构与连接通道相同。
7.进一步地,所述支流通道上靠近第一浇注通道的端部上设置有第一集屑腔,支流通道上靠近第二浇注通道的端部上设置有第二集屑腔。
8.进一步地,所述合流通道的底部设置有对应连接通道的第三集屑槽。
9.进一步地,所述合流通道长度大于分流通道,且合流通道的长度与模腔的宽度相同。
10.与现有技术相比,本实用新型的有益效果是:将金属液体从直浇通道上的浇注口进图浇注腔后,先通过分流通道上的第一缓冲槽进行缓冲,并将金属分流至每个连接通道内,先通过连接通道进入合流通道内,并在经过连接通道时通过第一狭窄部再次对金属液体缓冲,最后通过合流通道进图模腔内,并先后再通过第二浇注通道和第一浇注通道进入
模腔,通过第二狭窄部再进行缓冲,从而在保证浇注效率的同时减少金属液体凝固后铸造缺陷的产生。
附图说明
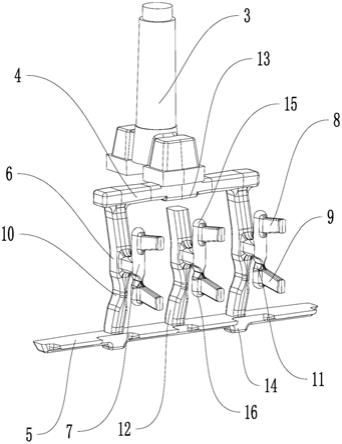
11.图1为本实用新型缸体浇注系统的结构示意图;
12.图2为模腔的内部结构示意图;
13.图3为浇注腔的结构示意图;
14.图4为连接通道的结构示意图。
15.附图标记:1.模腔;2.浇注腔;3.直浇通道;4.分流通道;5.合流通道;6.连接通道;7.支流通道;8.第一浇注通道;9.第二浇注通道;10.第一狭窄部;11.第二狭窄部;12.辅助通道;13.第一缓冲槽;14.第二缓冲槽;15.第一集屑槽;16.第二集屑槽。
具体实施方式
16.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
17.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本实用新型描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
18.参照图1至图4对本实用新型进一步说明。
19.需要特别说明的是,附图1至4是以金属液体在模腔和浇注腔内冷却凝固后形成的结构来显示和代替模腔和浇注腔的结构。
20.一种通用机械缸体浇注系统,两个相互对称的缸体模具,所述缸体模具的内部设置有模腔1和浇注腔2,所述浇注腔2连通模腔1和缸体外界,所述浇注腔2包括顶部的直浇通道3、中部的分流通道4和底部的合流通道5,所述分流通道4和合流通道5之间设置有若干连接通道6,所述连接通道6的中部设置有“t”型的支流通道7,所述支流通道7上设置有第一浇注通道8和第二浇注通道9,第一浇注通道8位于第二浇注通道9的上方,所述第一浇注通道8、第二浇注通道9和合流通道5均与模腔1连通,所述连接通道6上设置有第一狭窄部10,所述第一狭窄部10位于支流通道7的下方,所述支流通道7上设置有第二狭窄部11,所述第二狭窄部11靠近第二浇注通道9。
21.如图1所示,支流通道7中间的通道与连接通道6连接,上、下两端则分别连接第一浇注通道8和第二浇注通道9。
22.具体的,相邻两个连接通道6之间设置有辅助通道12,所述辅助通道12的底部与合流通道5连接,所述辅助通道12的结构与连接通道6相同,通过辅助通道12可加快模腔1内金属液体的注入速度。
23.具体的,所述支流通道7上靠近第一浇注通道8的端部上设置有第一集屑腔,支流通道7上靠近第二浇注通道9的端部上设置有第二集屑腔。
24.具体的,所述分流通道4的底部设置有对应直浇通道3的第一缓冲槽13。
25.具体的,所述合流通道5的底部设置有对应连接通道6的第二缓冲槽14。
26.如图1至图4所示,浇注缸体时,将缸体模具组合,使其内部形成模腔1和浇注腔2,然后将熔化的金属液体从直浇通道3通道上的浇注口倒入,金属液体先进入分流通道4内,并在向下冲击分流通道4时,会在分流通道4底部的第一缓冲槽13进行缓冲,然后进入分流通道4的金属液体向其两侧流动,并在到达连接通道6时进入连接通道6内,而金属液体在经过连接通道6的上的第一狭窄部10时,可将金属液体的流速和冲击力进一步减小,并在到达合流通道5时,通过第二缓冲槽14使金属液体的冲击力再次减小,最终使金属液体能够以平稳的流速进入合流通道5内,再从合流通道5进入模腔1内,使模腔1内的金属液面能够平稳上升,减少铸造缺陷的产生;而由于模腔1内的是平稳上升,使得连接通道6内的金属液面会以较快地速度先上升至支流通道7,并从支流通道7先流入下方的第二浇注通道9内,并在经过支流通道7时通过第二狭窄部11对金属液体进行缓冲,使其以较为平缓的流速通过第二浇注通道9进入模腔1内,从而通过底部的合流通道5和第二浇注通道9同时对模腔1进行浇注,加快浇注;当模腔1内的金属液面上升至第一浇注通道8处时,即可再通过第一浇注通道8同时向模腔1输入金属液体,加快浇注,直至模腔1内充满金属液体为止,待其冷却凝固后即可形成缸体的铸件毛坯。
27.当金属液体进入支流通道7可先通过第二集屑槽16将金属液体内凝固的金属颗粒进行收集,当金属液面上升至第一浇注通道8时,可通过第一集屑槽15件贵金属液体中漂浮的杂质进行收集,从而提高铸件的浇注质量。
28.优选的,所述合流通道5长度大于分流通道4,且合流通道5的长度与模腔1的宽度相同,使得先进入模腔1的金属液体能够将模腔1的底部快速填满,避免金属液体与模腔1的底部内壁之间出现空隙。
29.优选的,所述直浇通道3两侧可均设置分流通道4和合流通道5,即通过一个直浇通道3对两个缸体进行同时浇注生产,提高生产效率。
30.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
