1.本发明涉及一种非接触式铺层定位仪定位方法,属于复合材料零件制造技术领域。
背景技术:
2.铺层定位仪是复合材料零件制造领域中,被广泛使用的先进智能制造设备之一,主要用于复合材料铺设、工件定位、焊接等工作中。工作时,首先将被测工件模型导入仪器的控制系统中,控制系统在被加工工件表面投射激光,辅助其他设备或人员完成相关加工工作。对于其模型与现实工件的耦合,需先对现实被加工工件进行空间定位,进而在仪器控制系统中将工件与模型坐标进行对齐,从而获得准确的激光投射位置。因此,被测工件的空间定位精度是影响铺层定位仪准确程度的重要因素。
3.现有的被测工件定位技术主要依赖于特殊光学材料工装,工装放置于被测工件边缘,通过铺层定位仪寻找工装以定位被测工件。但此方法不能适用于所有形状工件,且不耐高温,需在工件进行热加工前取走,放置重复性较低。因此,为铺层定位仪提供准确的非接触式工件定位方法是亟待解决的问题。
技术实现要素:
4.针对现有工件空间定位技术依赖工装的问题,本发明公开一种非接触式铺层定位仪定位方法,目的是满足所有在铺层定位仪测量范围内的不同形貌被测工件的空间定位需求。
5.本发明的目的是通过以下技术方案实现的:
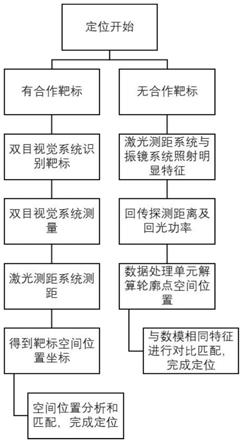
6.本发明公开一种非接触式铺层定位仪定位方法,采用双目视觉系统和激光测距系统两种定位方式。首先根据工件类型判断工件是否有合作靶标标志点,如有合作靶标即采用双目视觉系统对标志点进行识别,结合激光测距系统将靶标换算出的坐标点输入至铺层定位仪控制计算机中完成对被测工件的空间定位。如无合作靶标,则采用激光测距模块与振镜扫描机构进行激光投射,寻找被测工件特征点并与导入的工件模型匹配,从而获得定位信息。
7.本发明公开一种非接触式铺层定位仪定位方法,包括以下步骤:
8.步骤一:判定工件是否有合作靶标标志点;
9.步骤二:基于双目视觉系统或激光测距系统的工件精确定位;
10.工件有合作靶标标志点,则采用双目视觉系统对标志点进行识别:
11.由相机获得靶标点图像坐标,再由双目视觉系统对靶标点坐标进行测量,同时根据需要采用激光测距模块对靶标点进行测距,将距离信息代入解算,为铺层定位仪提供靶标点的位置信息,从而确定被加工工件的位置;
12.工件无合作靶标标志点,则采用激光测距系统进行定位:
13.将激光经过铺层定位仪所带有的振镜出射,对工件边缘特征点进行慢速扫描,在
扫描的同时进行激光测距和回光功率记录,通过数据分析与导入的工件模型进行匹配比对,获得工件明显特征点所在空间位置的信息,从而确定被加工工件的位置。
14.步骤三:系统解算得到靶标空间位置或轮廓空间位置;
15.通过定位系统对工件多个靶标点或特征点的三维坐标进行精确测量,结合靶标点或特征点在工件中的位置坐标,经过坐标系配准,从而获取铺层定位仪坐标系与工件坐标系之间的位姿关系,完成三维激光投射系统在工件上投射激光图样准备工作。
16.步骤四:基于高速振镜的三维激光投射;
17.将步骤三获取的定位信息传输至铺层定位仪的控制计算机中,铺层定位仪对齐现实工件和模型坐标:将工件三维模型导入铺层定位仪控制计算机,在计算机中明确待投影位置和图样,计算机软件中生成图样在工件坐标系下三维点云,并通过铺层定位仪坐标系与工件坐标系之间的位姿关系,将三维点云转换为铺层定位仪坐标系下的三维坐标,由计算机软件规划路径,生成与三维点云信息对应的振镜转动角度信息,由计算机向振镜控制器发送角度信息指令,控制器控制振镜转动,形成激光图样,准确将激光投影至需要加工处,完成铺层定位三维激光投射工作。
18.有益效果:
19.1、本发明公开一种非接触式铺层定位仪定位方法,无需与被加工工件接触,避免造成被加工工件磕碰及划伤。
20.2、本发明公开一种非接触式铺层定位仪定位方法,利用双目视觉系统和激光测距系统进行工件定位,工件有无合作靶标均可准确定位,适用范围广,智能化程度高。
附图说明
21.图1是一种非接触式铺层定位仪定位方法的流程图;
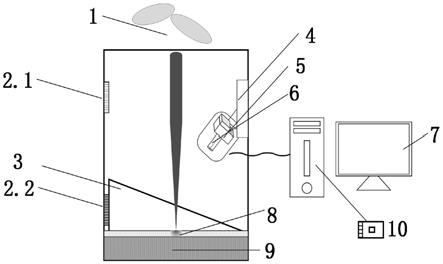
22.图2是本发明方法的双目视觉系统定位工作原理图;
23.图3是本发明方法的激光测距系统定位工作原理图;
24.其中附图标记:
25.1-相机、2-窗口玻璃、3-合作靶标标志点、4-有靶标工件、5-图像处理卡、6-数据处理单元、7-激光测距模块、8-数控单元、9-振镜系统、10-无靶标工件。
具体实施方式
26.下面将结合附图和实施例对本发明加以详细说明。同时也叙述了本发明技术方案解决的技术问题及有益效果,需要指出的是,所描述的实施例仅旨在便于对本发明的理解,而对其不起任何限定作用。
27.实施例1,在工件定位时,首先根据工件类型判断工件是否有合作靶标标志点,如有合作靶标采用视觉系统对标志点进行识别,获得靶标点图像坐标,由双目视觉系统进行测量,同时根据需要采用激光测距模块对靶标点进行测距,将距离信息代入解算,为铺层定位仪提供靶标点的位置信息,从而确定被加工工件的位置;标志点图像识别方法为通过获取编码标志点图像,鉴于靶标标志点设计为已知的编码形式,因此在图像识别算法中采用边缘轮廓提取,基于图形形状和轮廓进行匹配,获得当前标志点编号,并结合靶标标志点实际位置关系,计算出标志点中心图像坐标,进而由双目视觉系统计算出空间三维坐标。通过
多个标志点三维坐标作为公共点,实现工件坐标系与定位系统坐标的配准。
28.有合作靶标则系统按照图2方法运行,即测量范围内的有靶标工件4含有合作靶标标志点3。首先,将双目视觉系统和激光测距系统的电源开启,利用两部相机1通过窗口玻璃2,对合作靶标标志点进行拍摄,通过图像处理卡5将靶标标志的图像坐标换算出标志相对于铺层定位仪系统坐标系的方位,利用铺层定位仪内部的振镜系统9带动激光测距模块7照射靶标标志点,从而获得靶标标志点的距离信息。由以上信息,可解算出该靶标标志点的三维坐标信息,并输入至铺层定位仪中。
29.实施例2,对于无靶标标志点的工件,则采用激光测距仪,将激光经过铺层定位仪所带有的振镜出射,对工件边缘特征点进行慢速扫描,例如工件边缘、圆孔、方孔等,在扫描的同时进行激光测距和回光功率记录,通过数据分析与导入的工件模型进行匹配比对,获得工件明显特征所在空间位置的信息,从而获得被加工件整体的定位信息。无合作目标标志点图像识别方法为通过激光测距扫描获取工件边缘或特殊特征的轮廓,获得特征的点云数据,与实现工件三维模型中的特征进行比对,从而实现特征的匹配,再由点云数据结合工件中特征的设计数据,获取特征上特定点的三维坐标,通过多个特定点三维坐标作为公共点,实现工件坐标系与定位系统坐标的配准。
30.若无靶标标志点时,系统按照图3方法进行。首先,需寻找无靶标工件10的边缘特征点,例如图3所示10的六面体边缘或圆环拐点等特征,利用数控单元8控制激光测距模块7,经过振镜系统9照射至被加工无靶标工件10的明显特征处并进行慢速扫描。扫描的同时,激光测距模块7所探测的距离以及振镜系统所测得的回光功率两参数会传输至数据处理单元6进行数据分析,获得轮廓后与铺层定位仪中导入的数模进行轮廓对比,以确定被测工件的现实空间位置。
31.这两种系统的定位信息均被传输至铺层定位仪的控制计算机中,以帮助铺层定位仪对齐现实工件和模型坐标,准确将激光投影至需要加工处,完成铺层定位工作。
32.将工件三维模型导入铺层定位仪控制计算机,在计算机中明确待投影位置和图样,计算机软件中生成图样在工件坐标系下三维点云,并通过铺层定位仪坐标系与工件坐标系之间的位姿关系,将三维点云转换为铺层定位仪坐标系下的三维坐标,由计算机软件规划路径,生成与三维点云信息对应的振镜转动角度信息,由计算机向振镜控制器发送角度信息指令,控制器控制振镜转动,形成激光图样,准确将激光投影至需要加工处,完成铺层定位三维激光投射工作。
33.以上所述的具体描述,对发明的目的、技术方案和有益效果进行进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。