1.本发明涉及刨花板表面缺陷采集的技术领域,更具体地,涉及一种刨花板表面缺陷采集系统。
背景技术:
2.人造板是以木材或其他非木材植物为原料,经一定机械加工分离成各种单元材料后,施加或不施加胶粘剂和其他添加剂胶合而成的板材或模压制品。主要包括胶合板、刨花板和纤维板等三大类产品,其延伸产品和深加工产品达上百种。
3.刨花板为人造板的其中一类产品,主要用于一些基础的家具生产木材。在刨花板的生长过程中,工人们需要检测出刨花板在加工工程中存在的缺陷,常见缺陷主要有:油污、划痕、凹坑、杂物、大刨花、胶斑等。为了找出刨花板加工中存在的缺陷,传统的质检方案为安排质检人员在刨花板生产的末尾环节进行肉眼观察或肢体触摸,出现可能存在的缺陷则停止流水线,使用粉笔进行标记,并按下现场刨花板分级按钮,将板材划分为不合格品。而传统的人工质检存在生产线工作不连续、生产效率低下的问题,随着工作时间的推移,质检员出现视觉疲累,容易出现缺检、误检、漏检等问题。
4.为了解决人工质检刨花板可能出现的问题,本文发明了一种自动采集生产线中的刨花板表面图像,并进行刨花板缺陷分级的系统方案。通过在刨花板生产现场增加传感器、相机、光源、服务器等硬件设备,采集生产过程中刨花板的图片,通过机器视觉识别,判断当前刨花板是否存在缺陷,并将没有缺陷的刨花板、有一些缺陷的刨花板和存在严重缺陷的刨花板分别划为三个等级:优等品、合格品、不合格品。
技术实现要素:
5.本发明针对现有技术不足,提供一种刨花板表面缺陷采集系统,通过在刨花板生产现场增加传感器、相机、光源、服务器等硬件设备,采集生产过程中刨花板的图片,通过机器视觉识别,判断当前刨花板是否存在缺陷,并将刨花板进行缺陷分级后自动运送至所需位置。
6.一种刨花板表面缺陷采集系统,包括间隔设置于传输刨花板的传送带附近的若干组采集单元、光源控制器、采集卡、板材分级控制器、服务器和现场plc;所述采集装置包括相机、光源、光电开关、编码器、编码器信号发生器;相机,用于接收采集卡的摄像信号,用于按照采集卡发送的拍摄型号采集指定拍摄区域的刨花板的表面图像信息,还用于将表面图像信息发送至采集卡;光源,传输刨花板的传送带的上部且能够照射在刨花板的拍摄区域上;光电开关,有两个且设于相机两旁;所述光电开关用于感应刨花板的到来与离开,并生成到来信号或离开信号发送至编码信号发生器和光源控制器;编码器,有前后两个且设于两个光电开关之间;所述编码器用于测量刨花板经过编码器的位移并产生位移信号后将位移信号发送至编码器信号发生器;
编码器信号发生器,用于接收到来信号、离开信号、位移信号,还用于将上述信号进行处理后给到采集卡;光源控制器,用于接收光电开关的到来信号或离开信号,控制光源并向采集卡发送代表光源状态的光源信号;采集卡,用于接收表面图像信息、到来信号、离开信号、位移信号和光源信号,用于根据位移信号向相机发送摄像信号;所述采集卡用于将表面图像信息传送至服务器并接收服务器发送的板材分级信号;所述采集卡还用于根据板材分级信号向板材分级控制器发射分级控制信号;服务器,用于接收表面图像信息,判断表面图像信息是否存在缺陷,并将表面图像信息进行缺陷分级转化为板材分级信号后传送回采集卡;板材分级控制器,用于接收分级控制信号,并将分级控制信号转换为现场plc能够分辨的plc控制信号;现场plc,用于接收plc控制信号并根据plc控制信号控制传送带将刨花板输送至所需位置。
7.特别的,所述编码器包括编码器滚轮和弹簧支架;所述弹簧支架安装编码滚轮,使刨花板经过编码器滚轮上方时,编码器滚轮被轻轻下压,滚轮受弹簧的作用力与刨花板的下表面紧贴。
8.特别的,所述编码器滚轮的周长设为d,编码器每转一圈产生的脉冲设为p,相机分辨率为s,则d/p=s。
9.特别的,所述板材分级控制器连接有led信号灯。
10.特别的,所述相机为16384线的工业线性相机。
11.特别的,所述采集卡选用xtium-cl mx4_um,8路gpio输入和8路gpio输出,一路为编码器信号的输入口,两路为相机接口camera link connectot;所述采集卡的输出口与板材分级控制器输入口连接,采集卡的输入口与光源控制器的光源启停信号连接;所述编码器信号输入口与编码器信号发生器相连;所述相机接口camera link connectot与相机相连。
12.特别的,所述光电开关采用npn型光电开关,并采用igbt进行通断控制。
13.特别的,所述服务器选择windows服务器,cpu使用intel xeon 4210 ,显卡使用nvidia rtx2080 ti,所述采集卡安装在服务器的pcie卡槽中。
14.一种使用上述系统进行刨花板表面缺陷采集的方法,包括以下步骤:(1)当刨花板进入一个光电开关上时,光电开关生成到来信号发送至编码信号发生器和光源控制器;(2)编码信号发生器将接收到来信号进行处理后给到采集卡;光源控制器控制光源开启并向采集卡发送代表光源状态的光源信号;采集卡接收到光源信号的同时,打开相机;(3)刨花板进入编码器的位置,使编码器测量刨花板经过编码器的位移并产生位移信号后将位移信号发送至编码器信号发生器;(4)编码器信号发生器接收位移信号进行处理后给到采集卡;(5)采集卡根据位移信号向相机发送摄像信号;
(6)相机按照采集卡发送的拍摄型号采集指定拍摄区域的刨花板的表面图像信息;(7)采集卡将表面图像信息传送至服务器;(8)服务器接收表面图像信息,判断表面图像信息是否存在缺陷,并将表面图像信息进行缺陷分级转化为板材分级信号后传送回采集卡;(9)采集卡接收服务器发送的板材分级信号,并根据板材分级信号向板材分级控制器发射分级控制信号;(10)板材分级控制器接收分级控制信号,并将分级控制信号转换为现场plc能够分辨的plc控制信号;(11)当刨花板进入一个光电开关上时,则光电开关生成离开信号发送至编码信号发生器和光源控制器;光源控制器控制光源关闭;编码信号发生器将离开信号进行处理后给到采集卡;采集卡控制相机关闭;(12)现场plc接收plc控制信号并根据plc控制信号控制传送带将刨花板输送至所需位置。
15.与现有技术相比,本发明所具有的有益效果为:本发明将传感器节点、控制节点、采集节点结合在一起,设计出一款可自动采集生产线中的刨花板表面图片,并结合相关识别算法,将存在缺陷的刨花板进行分类处理。将原来需要人工检测的环节升级为机器处理,减少了人工劳动,降低了用人成本,提升了刨花板生产线的生产效率,减少人为停机的概率,进一步实现了工业生产自动化。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
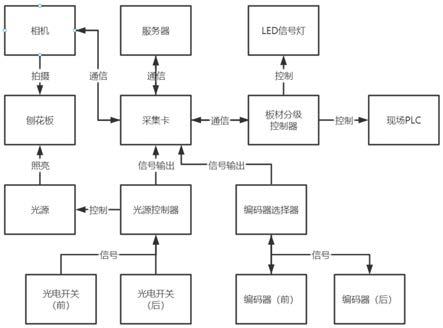
17.图1为发明实施例的硬件原理框架图。
18.图2为发明实施例的刨花板检测模拟现场安装示意图。
19.图3为发明实施例的拍照出的刨花板缺陷效果图。
具体实施方式
20.下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
21.需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
22.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而
是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
23.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.如图1、图2所示,本实施例的一种刨花板表面缺陷采集系统,包括间隔设置于传输刨花板的传送带附近的若干组采集单元、光源控制器、采集卡、板材分级控制器、服务器和现场plc。采集装置包括相机、光源、光电开关、编码器、编码器信号发生器。
25.相机,用于接收采集卡的摄像信号,用于按照采集卡发送的拍摄型号采集指定拍摄区域的刨花板的表面图像信息,还用于将表面图像信息发送至采集卡。相机使用16384线的工业线性相机,本实施例的相机有两个,可拍摄刨花板正面和背面的表面图像信息。通过编码器信号发生器产生的位移信号进行拍照,编码器的脉冲数、安装滚轮的周长和相机拍照的分辨率需要严格地配合,否则不能拍出完整清晰的图像。
26.光源,传输刨花板的传送带的上部且能够照射在刨花板的拍摄区域上。光源的总功率达到了400w,为了延长光源使用寿命和节约能耗,需要对光源进行控制。
27.光电开关,有两个且设于相机两旁。光电开关用于感应刨花板的到来与离开,并生成到来信号或离开信号发送至编码信号发生器和光源控制器。光电开关采用npn型光电开关,并采用igbt进行通断控制。igbt响应速度快,使用寿命长、非常适用于这种大功率场合。通过光源控制器控制光源的开启和关闭,从而同步光源和相机的启停信号。光源控制器的启动信号与服务器进行连接,当光源开启时,服务器也同步开启相机,等待编码器信号进行拍照。
28.编码器,有前后两个且设于两个光电开关之间;所述编码器用于测量刨花板经过编码器的位移并产生位移信号后将位移信号发送至编码器信号发生器。编码器包括编码器滚轮和弹簧支架。弹簧支架安装编码滚轮,使刨花板经过编码器滚轮上方时,编码器滚轮被轻轻下压,滚轮受弹簧的作用力与刨花板的下表面紧贴。滚轮受弹簧的作用力与刨花板的下表面紧贴时刨花板行进的路程与滚轮圆周滚动的距离是相等的。通过线性相机线扫的分辨率为0.1mm,若需要拍摄出清晰的图片,则需要编码器在刨花板每行进0.1mm时,便产生一个拍照信号,确保拍照信号和刨花板的前进速度是一致的。以p为表示编码器每转一圈产生的脉冲,以d表示滚轮的周长,相机分辨率为s,由于滚轮和编码器是同轴的,所以滚轮和编码器的角速度是一致的,则可以算出p与d的关系为d/p=s。为了方便安装,选择的滚轮周长为300mm,则对应编码器选择输出频率为3000p/r。编码器的输出信号连接到服务器的采集卡上,从而转换为相机需要的拍照信号。
29.编码器信号发生器用于接收到来信号、离开信号、位移信号,还用于将上述信号进行处理后给到采集卡。编码器信号发生器将相机前后的两个编码器输出经过滤波处理后融合为一个输出信号,输出信号与采集卡的信号输入端连接,解决生产线中不同皮带由于转速不一致,造成拍出来的图片存在丢包的问题。
30.光源控制器用于接收光电开关的到来信号或离开信号,控制光源并向采集卡发送
代表光源状态的光源信号;采集卡,用于接收表面图像信息、到来信号、离开信号、位移信号和光源信号,用于根据位移信号向相机发送摄像信号。采集卡用于将表面图像信息传送至服务器并接收服务器发送的板材分级信号。采集卡还用于根据板材分级信号向板材分级控制器发射分级控制信号。采集卡选用xtium-cl mx4_um,8路gpio输入和8路gpio输出,一路为编码器信号的输入口,两路为相机接口camera link connectot。采集卡的输出口与板材分级控制器输入口连接,可输出分级信号通过板材分级器控制刨花板分级。采集卡的输入口与光源控制器的光源启停信号连接,从而获取到相机开始拍照与结束拍照时间点。编码器信号输入口与编码器信号发生器相连,得到相机拍照的同步帧信号。相机接口camera link connectot与相机相连,得到相机图像输出。
31.服务器,用于接收表面图像信息,如图3所示,判断表面图像信息是否存在缺陷,并将表面图像信息进行缺陷分级转化为板材分级信号后传送回采集卡。服务器选择windows服务器,cpu使用intel xeon 4210 ,显卡使用nvidia rtx2080 ti,采集卡安装在服务器的pcie卡槽中。由于生产流水线上刨花板每隔4至5秒便会到来一张新板,所以服务器的图片采集、传输、识别、信号输出等流程需要在3s以内完成,通过高性能的配置尽可能的缩短处理时间,才能保证流水线的正常运行。
32.板材分级控制器,用于接收分级控制信号,并将分级控制信号转换为现场plc能够分辨的plc控制信号。板材分级控制器连接有led信号灯。板材分级控制器对接生产现场的刨花板降级信号,当服务器识别出有缺陷的刨花板时,模拟现场按钮降级信号,输出同步的刨花板降级信号,将刨花板降为合格品或不合格品,同时输出led信号进行提示。
33.现场plc,用于接收plc控制信号并根据plc控制信号控制传送带将刨花板输送至所需位置。
34.一种使用上述系统进行刨花板表面缺陷采集的方法,包括以下步骤:(1)当刨花板进入一个光电开关上时,光电开关生成到来信号发送至编码信号发生器和光源控制器;(2)编码信号发生器将接收到来信号进行处理后给到采集卡;光源控制器控制光源开启并向采集卡发送代表光源状态的光源信号;采集卡接收到光源信号的同时,打开相机;(3)刨花板进入编码器的位置,使编码器测量刨花板经过编码器的位移并产生位移信号后将位移信号发送至编码器信号发生器;(4)编码器信号发生器接收位移信号进行处理后给到采集卡;(5)采集卡根据位移信号向相机发送摄像信号;(6)相机按照采集卡发送的拍摄型号采集指定拍摄区域的刨花板的表面图像信息;(7)采集卡将表面图像信息传送至服务器;(8)服务器接收表面图像信息,判断表面图像信息是否存在缺陷,并将表面图像信息进行缺陷分级转化为板材分级信号后传送回采集卡;(9)采集卡接收服务器发送的板材分级信号,并根据板材分级信号向板材分级控制器发射分级控制信号;
(10)板材分级控制器接收分级控制信号,并将分级控制信号转换为现场plc能够分辨的plc控制信号;(11)当刨花板进入一个光电开关上时,则光电开关生成离开信号发送至编码信号发生器和光源控制器;光源控制器控制光源关闭;编码信号发生器将离开信号进行处理后给到采集卡;采集卡控制相机关闭;(12)现场plc接收plc控制信号并根据plc控制信号控制传送带将刨花板输送至所需位置。
35.虽然结合附图描述了本发明的实施方式,但是专利所有者可以在所附权利要求的范围之内做出各种变形或修改,只要不超过本发明的权利要求所描述的保护范围,都应当在本发明的保护范围之内。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。