1.本实用新型属于铸件造型技术领域,具体涉及一种座架铸造用木白模复合模具。
背景技术:
2.铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的零件。一般根据生产实际情况选择不同的模具及铸造成型工艺,如单件生产常用消失模实型铸造;小批量生产适合于木模铸造;大批量生产宜使用金属模铸造。木模及金属模铸造是分别造型出外模和泥芯,再组合配模合箱浇注成型的铸造方法;实型铸造是采用造型后不取出模样就直接浇注金属液,模样燃烧、气化、消失,金属液取代原来模样所占据的空间位置,冷却凝固后获得所需铸件的铸造方法。消失模实型铸造由于模型强度低,造型容易变形,浇注温度高,内腔容易粘砂,另外铸件表面积碳严重,厚大部位容易产生渣孔和气孔。
3.船用座架的铸造属于小批量生产,对铸件质量要求高,其铸造一般采用木模分别做出外模和内腔芯盒,分别造型出外模和泥芯,再组合配模合箱浇注成型。但船用座架的规格型号繁多,有些仅是某个尺寸发生变化,就需要重新制作一套木模,制作成本太高,还影响了制造工期。
技术实现要素:
4.本实用新型为了解决上述技术问题,提供一种座架铸造用木白模复合模具,采用木模与白模相结合的复合模具,方便灵活,适用于不同型号尺寸的船用座架模具制造,缩短了制作工期,节省了铸造成本。
5.本实用新型所采用的技术方案是:一种座架铸造用木白模复合模具,包括上箱体和下箱体,上箱体和下箱体之间中部共同构成有模腔,上箱体上部左侧设置有浇口,上箱体上部沿座架壳模中心圆周上均布设置有冒口,下箱体内设置有芯体和左右对称分布的座架壳模,芯体由两半对称结构的芯盒组合造型,座架壳模和芯盒均为木模与白模相结合的复合结构。
6.所述座架壳模为与座架零件的形状相一致的实体结构,座架壳模的外层为实体木模结构,座架壳模靠近芯体的内层贴合设置为白模,形成木模与白模相结合的复合结构。
7.所述芯盒由左右对称的两部分组成,芯盒的外层及外框设置为木模结构,芯盒靠近内腔一侧的内层贴合设置为白模,形成木模与白模相结合的复合结构。
8.所述浇口和冒口的主体为圆柱形空腔,浇口的上部开口为与其同心的喇叭形空腔,浇口下部连接有浇道,浇道的另一端与座架壳模下部侧壁相连;冒口的下部与座架壳模空腔的顶壁相连;
9.所述白模为聚苯乙烯泡沫塑料。
10.这种座架铸造用木白模复合模具使用如下:利用型砂对船用座架进行造型,首先
制作芯盒,芯盒由左右对称的半圆柱形两部分组成,芯盒的外层及外框为木模结构,芯盒靠近内腔一侧的内层为聚苯乙烯泡沫塑料白模结构,二者贴合紧密,利用两部分的芯盒组合造型后制成内腔的芯体;座架壳模加工成与座架零件的形状相一致的实体结构,座架壳模的外层为实体木模结构,座架壳模靠近芯体的内层贴合设置为白模,形成木模与白模相结合的复合结构。将座架壳模放置在下箱体内,埋入型砂,利用人工进行造型,造型完成后将下箱体翻转,由分型面处将利用特制工具将下箱体内部的木白模组合的复合结构座架壳模取出后,铸型完成之后将涂料涂抹完成;将制作好的座架壳模和芯体配模组合好,上箱体内按设计在合适位置设置浇口和冒口,合箱浇注完成铸件成型。
11.所述座架壳模和芯盒均为木模与白模相结合的复合结构;座架壳模与座架零件的形状相一致的实体结构,座架壳模的外层为实体木模结构,座架壳模靠近芯体的内层贴合设置为白模,形成木模与白模相结合的复合结构;芯盒由左右对称的两部分组成,芯盒的外层及外框设置为木模结构,芯盒靠近内腔一侧的内层贴合设置为白模,形成木模与白模相结合的复合结构;这样设置的目的是:座架壳模和芯盒均为木模与白模相结合的复合结构,以木模结构的模具为基础,在木模上紧密贴合白模组成新的铸造模具,这种复合结构既利用了木模的基础造型结构稳定,又利用了白模制作周期短的优点,适用于快速改造不同规格型号船用座架的铸造模具制作;造型后,包括白模的模具全部取出,白模的脱模性好,没有留在砂型里,避免了消失模浇注后的铸件缺陷,保证铸件充型良好,能顺利成形与脱模。
12.所述上箱体上部左侧设置有浇口,上箱体上部沿座架壳模中心圆周上均布设置有冒口;这样设置的目的是:座架壳模上部适合浇筑的位置设置浇口,使金属液不但流程短而且折弯也少,金属液导入分配均匀,金属液流动能损失较少、模具结构紧凑、外形较小,热平衡均匀,同时随着金属液流入型腔的废气也同时到达分型面排出;分型面的选择满足分型面设置于金属液流动的末端,有利于深腔部位的气体有畅通的排气槽通道。
13.本实用新型的有益效果:本实用新型座架的铸造模具采用木模与聚苯乙烯白模相结合的复合模具,既利用了木模的基础造型结构稳定,又利用了白模制作周期短的优点,方便灵活,适用于快速制作不同规格型号船用座架的铸造模具;造型后,包括白模的复合结构模具全部取出,白模的脱模性好,没有留在砂型里,避免了消失模浇注后的铸件缺陷,保证铸件充型良好,能顺利成形与脱模。既能保证铸件质量,又缩短了制作工期,节约铸造成本,满足了质量要求高的单件铸件生产的需求。
附图说明
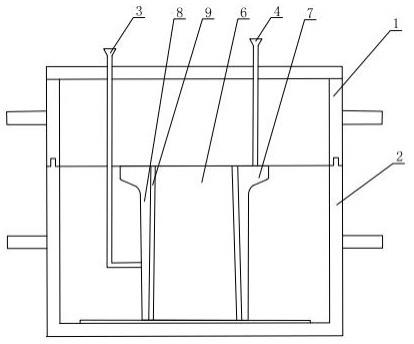
14.图1为本实用新型座架模具的组合结构示意图;
15.图2为本实用新型座架模具芯盒的结构示意图。
16.图中标记: 1、上箱体;2、下箱体;3、浇口;4、冒口;5、芯盒;6、芯体;7、座架壳模;8、木模;9、白模。
具体实施方式
17.以下结合附图对本实用新型的具体实施方式做进一步的详细说明。
18.如图所示,一种座架铸造用木白模复合模具,包括上箱体1和下箱体2,上箱体1和下箱体2之间中部共同构成有模腔,上箱体1上部左侧设置有浇口3,上箱体1上部沿座架壳
模6中心圆周上均布设置有冒口4,下箱体2内设置有芯体6和左右对称分布的座架壳模7,芯体6由两半对称结构的芯盒5组合造型,座架壳模7和芯盒5均为木模8与白模9相结合的复合结构。
19.所述座架壳模7为与座架零件的形状相一致的实体结构,座架壳模7的外层为实体木模8结构,座架壳模7靠近芯体6的内层贴合设置为白模9,形成木模8与白模9相结合的复合结构。
20.所述芯盒5由左右对称的两部分组成,芯盒5的外层及外框设置为木模8结构,芯盒5靠近内腔一侧的内层贴合设置为白模9,形成木模8与白模9相结合的复合结构。
21.所述浇3口和冒口4的主体为圆柱形空腔,浇口3的上部开口为与其同心的喇叭形空腔,浇口3下部连接有浇道,浇道的另一端与座架壳模下部侧壁相连;冒口4的下部与座架壳模7空腔的顶壁相连;
22.所述白模9为聚苯乙烯泡沫塑料。
23.这种座架铸造用木白模复合模具使用如下:利用型砂对船用座架进行造型,首先制作芯盒5,芯盒5由左右对称的半圆柱形两部分组成,芯盒5的外层及外框为木模8结构,芯盒5靠近内腔一侧的内层为聚苯乙烯泡沫塑料白模9结构,二者贴合紧密,利用两部分的芯盒5组合造型后制成内腔的芯体6;座架壳模7加工成与座架零件的形状相一致的实体结构,座架壳模7的外层为实体木模8结构,座架壳模7靠近芯体6的内层贴合设置为白模9,形成木模8与白模9相结合的复合结构。将座架壳模7放置在下箱体2内,埋入型砂,利用人工进行造型,造型完成后将下箱体2翻转,由分型面处将利用特制工具将下箱体8内部的木白模组合的复合结构座架壳模7取出后,铸型完成之后将涂料涂抹完成;将制作好的座架壳模7和芯体6配模组合好,上箱体1内按设计在合适位置设置浇口2和冒口4,合箱浇注完成座架铸件成型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。