1.本实用新型涉及水密装置技术领域,具体为一种聚氨酯防水尾套的注塑件。
背景技术:
2.目前水密连接器尾部密封工艺主要采用聚氨酯冷流化注塑、而冷硫化注塑固化时间长,常用的聚氨酯双组份胶完全固化需要较长时间,整套工序大部分采用人工操作,因此随着需求的增大,很难在规定时间内完成需求,因此,针对上述问题提出一种聚氨酯防水尾套的注塑件。
3.现有的水密连接器尾部密封技术存在以下缺陷:其主要采用聚氨酯冷流化注塑,导致固化时间长,且大部分采用人工操作,导致加工效率较低,同时注塑准确性较低,进而存在一定的使用缺陷,因此,我们提出一种聚氨酯防水尾套的注塑件,以便于解决上述中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种聚氨酯防水尾套的注塑件,以解决上述背景技术中提出的现有的水密连接器尾部密封技术主要采用聚氨酯冷流化注塑,导致固化时间长,且大部分采用人工操作,导致加工效率较低,同时注塑准确性较低的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种聚氨酯防水尾套的注塑件,包括:
6.水密连接器本体,所述水密连接器本体的右端外侧设置有防水尾套本体,且水密连接器本体的内部右端连接有电缆本体,所述水密连接器本体的右端外表面设置有第一涂层组件,且电缆本体的左侧外表面连接有设置在防水尾套本体内侧面的第二涂层组件;
7.限位组件,其连接在水密连接器本体的外表面并设置在防水尾套本体的左侧。
8.优选的,所述第一涂层组件由丙酮层、第一底涂和第二底涂构成;
9.丙酮层,其连接在水密连接器本体的外表面;
10.第一底涂,其连接在丙酮层的外表面;
11.第二底涂,其连接在第一底涂的外表面。
12.优选的,所述第二涂层组件包括第一粘接层和第二粘接层,第一粘接层的外表面连接有第二粘接层。
13.优选的,所述限位组件由第一限位套、第二限位套、第一连接块、第二连接块、弹簧和凸块构成;
14.第一限位套,其设置在水密连接器本体的外侧上方位置;
15.第二限位套,其设置在水密连接器本体的外侧下方位置并转动连接在第一限位套的下端;
16.第一连接块,其一体化固定连接在第一限位套的前端;
17.第二连接块,其一体化固定连接在第二限位套的前端;
18.弹簧,其设置在第一连接块的后端内部;
19.凸块,其连接在弹簧的后端。
20.优选的,所述第一连接块的纵截面呈“l”字型设置,且第一连接块通过凸块与第二连接块构成卡合连接。
21.优选的,所述防水尾套本体通过注塑机注塑成型,且电缆本体的左端经过表面处理提高连接密合性。
22.与现有技术相比,本实用新型的有益效果是:该聚氨酯防水尾套的注塑,通过注塑机优化防水尾套本体的成型工艺,缩短了固化时间,提高加工效率,通过注塑机与人工配合,节约了人工成本,且提高了注塑准确性,解决了现有的水密连接器尾部密封效果差,防水可靠性低的问题;
23.1、设有防水尾套本体、第一涂层组件和水密连接器本体,通过在水密连接器本体的外表面与防水尾套本体连接位置擦拭丙酮层,去除水密连接器本体表面油脂等脏污,在硫化部位刷涂一层第一底涂,室温静置一定时间,再刷涂一层第二底涂,室温再静置一定时间,注塑前于烤箱预固化一定时间,预固化后马上进行注塑,通过注塑机优化防水尾套本体的成型工艺,缩短了固化时间,提高了加工成型效率,使实用性更佳;
24.2、设有限位组件、水密连接器本体和防水尾套本体,通过捏住凸块并转动第一限位套和第二限位套使第一限位套和第二限位套连接在水密连接器本体外表面,由于第一连接块的纵截面呈“l”字型设置,松开凸块,弹簧回弹顶出凸块,使第一连接块通过凸块与第二连接块构成卡合连接,进而使第一限位套和第二限位套套合在水密连接器本体外表面,便于在注塑时对防水尾套本体进行限位,通过注塑机与人工配合,节约了人工成本,且提高了注塑准确性,操作更加便捷;
25.3、设有第一涂层组件、第二涂层组件和防水尾套本体,通过在防水尾套本体的内侧设置有第一涂层组件与水密连接器本体面接触连接,提高了密封效果,同时防水尾套本体的内侧通过第二涂层组件与电缆本体面接触连接进行密封,实现水密要求,解决了现有的水密连接器尾部密封效果差,防水可靠性低的问题。
附图说明
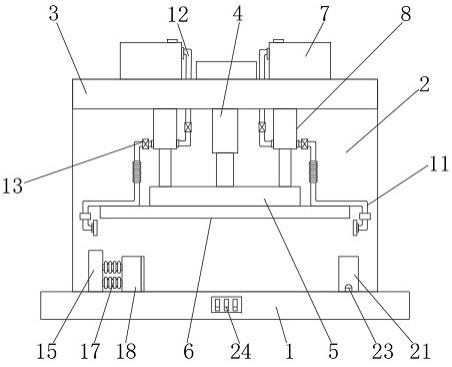
26.图1为本实用新型正视剖面结构示意图;
27.图2为本实用新型限位组件的侧视局部剖面结构示意图;
28.图3为本实用新型第一连接块的整体结构示意图;
29.图4为本实用新型第一涂层组件和第二连接块连接整体结构示意图;
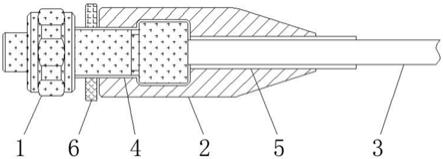
30.图5为本实用新型电缆本体与第二涂层组件连接整体结构示意图。
31.图中:1、水密连接器本体;2、防水尾套本体;3、电缆本体;4、第一涂层组件;401、丙酮层;402、第一底涂;403、第二底涂;5、第二涂层组件;501、第一粘接层;502、第二粘接层;6、限位组件;601、第一限位套;602、第二限位套;603、第一连接块;604、第二连接块;605、弹簧;606、凸块。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.请参阅图1-5,本实用新型提供一种技术方案:一种聚氨酯防水尾套的注塑件,包括:水密连接器本体1的右端外侧设置有防水尾套本体2,且水密连接器本体1的内部右端连接有电缆本体3,水密连接器本体1的右端外表面设置有第一涂层组件4,且电缆本体3的左侧外表面连接有设置在防水尾套本体2内侧面的第二涂层组件5,由于防水尾套本体2的内侧通过第一涂层组件4与水密连接器本体1面接触连接,提高了密封效果,防水尾套本体2的内侧通过第二涂层组件5与电缆本体3面接触连接进行密封,实现水密要求,限位组件6连接在水密连接器本体1的外表面并设置在防水尾套本体2的左侧,通过限位组件6对注塑位置进行限位。
34.在使用该聚氨酯防水尾套的注塑时,首先对电缆本体3进行加工制备,通过电缆本体3的左端经过表面处理提高连接密合性,具体的如图1和图5中所示,在电缆本体3的外表面刷涂设置有第一粘接层501,且第一粘接层501的外表面刷涂有第二粘接层502,对电缆本体3起到保护作用,且提高电缆本体3与防水尾套本体2的连接密合性,结合图1与图4中所示,在水密连接器本体1的外表面与防水尾套本体2连接位置擦拭丙酮层401,去除水密连接器本体1表面油脂等脏污,在硫化部位刷涂一层第一底涂402,室温静置一定时间,再刷涂一层第二底涂403,室温静置一定时间,注塑前于烤箱预固化一定时间,预固化后马上进行注塑,防水尾套本体2通过注塑机注塑成型;
35.具体的如图1、图2和图3中所示,在注塑前通过人工快速将限位组件6连接在水密连接器本体1外表面,由于第一限位套601与第二限位套602转动连接在第一限位套601的下端,且第一连接块603一体化固定连接在第一限位套601的前端,并且第二连接块604一体化固定连接在第二限位套602的前端,捏住凸块606并转动第一限位套601和第二限位套602使第一限位套601和第二限位套602连接在水密连接器本体1外表面,由于第一连接块603的纵截面呈“l”字型设置,松开凸块606,弹簧605回弹顶出凸块606,使第一连接块603通过凸块606与第二连接块604构成卡合连接,进而使第一限位套601和第二限位套602套合在水密连接器本体1外表面,便于在注塑时对防水尾套本体2进行限位,这就是该聚氨酯防水尾套的注塑的使用方法。
36.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
37.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。