1.本实用新型属于塑料生产技术领域,具体涉及自动称重混料装置。
背景技术:
2.我国改革开放以来,国民经济快速增长,科技创新,自主创新已成为国内工业发展的主流。我国工业正逐步地向集约型、节能减排、低碳的方向发展。随着社会生产力的发展和经济水平的显著提高,越来越多的pvc造粒机被投入到塑业制造的生产线上。pvc是粉体造粒,所以在造粒前需要将各种粉体投至进行预混合。传统的混合工作都是人工操作,人工称重、人工倒料、人工放料;这样很容易导致员工漏加料、称重不准确、未到温度加料或放料;同时容易造成产品有质量缺陷。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提供了自动称重混料装置,目的是为了解决pvc造粒过程中人工混合操作造成漏加料、称重不准确、未到温度加料或放料,严重影响产品品质的技术问题。
4.本实用新型提供的自动称重混料装置,具体技术方案如下:
5.自动称重混料装置,包括控制器、多个粉料加料器、粉料计量桶、油助剂计量桶和高速混合机,所述控制器电连接所述多个粉料加料器、所述粉料计量桶、所述油助剂计量桶和所述高速混合机,
6.所述多个粉料加料器的出料口均对准所述粉料计量桶的进料口,所述粉料计量桶设于所述高速混合机的上方,且所述粉料计量桶的出料口和所述油助剂计量桶的出料口均连通所述高速混合机。
7.在某些实施方式中,所述粉料加料器包括到料仓,所述料仓的底部连接有螺旋加料机,所述螺旋加料机的出料口延伸至所述粉料计量桶进料口的上方,所述螺旋加料机电连接所述控制器。
8.在某些实施方式中,所述粉料计量桶的底端依次连接有第一粉体放料阀和第二粉体放料阀,所述第一粉体放料阀与所述第二粉体放料阀之间为软连接,所述第一粉体放料阀和所述第二粉体放料阀均与所述控制器电连接。
9.在某些实施方式中,所述粉料计量桶两侧分别连接有第一计量感应器,所述第一计量感应器与所述控制器电连接。
10.在某些实施方式中,所述油助剂计量桶的出料口设有角向阀,所述角向阀的出料端通过管道与所述速混合机连通,所述角向阀与所述控制器电连接。
11.在某些实施方式中,所述油助剂计量桶连接有第二计量感应器,所述第二计量感应器与所述控制器电连接。
12.在某些实施方式中,所述高速混合机内设有温控表,所述温控表与所述控制器电连接。
13.在某些实施方式中,所述高速混合机的底部设有出料阀,所述出料阀与所述控制器电连接。
14.本实用新型具有以下有益效果:本实用新型提供的自动称重混料装置,通过控制器实现粉料加料器对各种粉料的质量控制,粉料计量桶对混合粉料的总质量控制,油助剂计量桶对混合油助剂的质量控制,高速混合机对加料温度的控制,满足自动上料、自动精确称重、到达温度自动放料的需求,保障了产品的品质。
附图说明
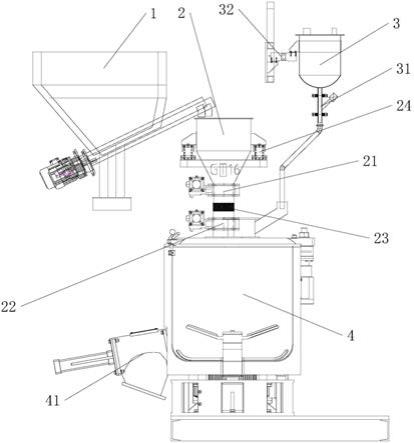
15.图1是本实用新型提供的自动称重混料装置的平面结构示意图;
16.图2是本实用新型提供的自动称重混料装置的平面结构示意图。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图1-2,对本实用新型进一步详细说明。
18.实施例
19.本实施例提供的自动称重混料装置,具体技术方案如下:
20.自动称重混料装置,包括控制器、多个粉料加料器1、粉料计量桶2、油助剂计量桶3和高速混合机4,控制器电连接多个粉料加料器1、粉料计量桶2、油助剂计量桶3和高速混合机4,多个粉料加料器1的出料口均对准粉料计量桶2的进料口,粉料计量桶2设于高速混合机4的上方,且粉料计量桶2的出料口和油助剂计量桶3的出料口均连通高速混合机4。本实施例中粉料加料器1设有两个,一个为a粉体的粉料加料器1,一个为b粉体的粉料加料器1,两个加料器同时将定量的a粉体和b粉体排放至粉料计量桶2中,油助剂计量桶3存放定量的混合油助剂,粉料计量桶2中的混合粉料和油助剂计量桶3存放的混合油助剂在高速混合机4中进行混合。控制器(控制器可采用现有任一型号的单片机)对粉料加料器1、粉料计量桶2、油助剂计量桶3和高速混合机4进行控制。
21.具体地,粉料加料器1包括到料仓11,料仓11的底部连接有螺旋加料机12,螺旋加料机12的出料口延伸至粉料计量桶2进料口的上方,螺旋加料机12电连接控制器。粉料经料仓11由螺旋加料机12排出。控制器对螺旋加料机12进行控制实现粉料排放至粉料计量桶2中的质量,也实现了不同粉料的质量配比。
22.具体地,粉料计量桶2的底端依次连接有第一粉体放料阀21和第二粉体放料阀22,第一粉体放料阀21和第二粉体放料阀22之间为软连接,第一粉体放料阀21和第二粉体放料阀22均与控制器电连接。控制器控制第一粉体放料阀21和第二粉体放料阀22的开闭对粉料计量桶2内排放至高速混合机4中的混合粉料的质量进行控制。同时设置有第一粉体放料阀21和第二粉体放料阀22,在于高速混合机4内会有热气和湿气上,会将飞扬的粉体粘附在与粉料计量桶2的连接管的管壁上,时间越长,粘附越多,会影响粉料计量桶2计量。第一粉体放料阀21和第二粉体放料阀22之间为软连接亦是避免第一粉体放料阀21和第二粉体放料阀22之间连接管路自身的重量对粉料计量桶2的计量产生影响。
23.具体地,粉料计量桶2两侧分别连接有第一计量感应器24,第一计量感应器24与控制器电连接。控制器接受第一计量感应器24传递出的信号,实现对粉料计量桶2排放量的控
制。
24.具体地,油助剂计量桶3的出料口设有角向阀31,角向阀31的出料端通过管道与速混合机连通,角向阀31与控制器电连接。控制器控制角向阀31的开闭,对混合油助剂排放至高速混合机4中的量进行控制。
25.具体地,油助剂计量桶3连接有第二计量感应器32,第二计量感应器32与控制器电连接。控制器接受第二计量感应器32传递出的信号,实现对油助剂计量桶3排放量的控制。
26.具体地,高速混合机4内设有温控表,温控表与控制器电连接。控制器通过温控表实现对高速混合机4的温度控制调节。
27.具体地,高速混合机4的底部设有出料阀41,出料阀41与控制器电连接。控制器通过控制出料阀41的开闭对高速混合机4的放料进行控制。
28.综上所述,本实施例提供的自动称重混料装置,大体实施过程如下:
29.预先设定油助剂重量、设定a粉体重量、设定b粉体重量。
30.混合工作开始:向高速混合机4内卸下预先自动计量称重好的pvc树脂粉,当控制器采集到第一粉体放料阀21和第二粉体放料阀22关闭的信号后,油泵启动将设置好重量的油助剂打到油助剂计量桶3内备用,同时有a粉体的粉料加料器1启动上料,将a粉体设置好重量的加入到粉料计量桶2内备用,当温控表显示高速混合机4内温度已达到45度时则角向阀31打开,放入油助剂,放完以后再次打油计量做下次混合备用,当温控表显示高速混合机4内温度已达到65度时,第一粉体放料阀21和第二粉体放料阀22同时打开,放入a粉体;放空后依序自动启动有b粉体的粉料加料器1上料,将设置好重量的b粉体加入到粉料计量桶2内备用,当温控表显示高速混合机4内温度已达到93度时,第一粉体放料阀21和第二粉体放料阀22时打开,放入b粉体,放空后依序自动启动a粉体的上料称重。当温控表显示高速混合机4内温度已达到95度时,高速混合机4的出料阀41自动打开。
31.上述仅本实用新型较佳可行实施例,并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的技术人员,在本实用新型的实质范围内,所作出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
