1.本发明涉及一种医用物品的包装机械,具体涉及一种泡罩装盒一体机以及其同步变距输送装置。
背景技术:
2.在制药包装生产,包装工艺技术流程方面,特别是针对液体制剂(预灌封注射器、西林瓶、安瓿瓶)的泡罩包装至装盒包装的联动包装过程中。如何在相对紧凑的制药包装车间内,将分别位于前道的泡罩包装机(完成泡罩成型与封装)与后道的装盒机(完成泡罩装盒)高速一体化联动运行,日益成为了制药包装行业目前的核心工艺技术难题。在原有的解决方案中,通过输送带的方式将被泡罩包装机封装好的泡罩塑托,输送至装盒机料库中,或者通过用输送链的方式将塑托输送至装盒机加料工位区域。在前者输送带与料库的组合方式中,由于输送带产生摩擦力让泡罩塑托向前输送,这种方式在输送过程中,泡罩塑托会在输送带上产生打滑现象,特别是高速输送过程中,由于摩擦力与惯性打滑,泡罩塑托并不能准确的进入装盒机中的料库加料区域,所以难以匹配大规模同步联动一体化包装生产。在后者的输送链的方式中,输送链中一般采用同步带作为输送基材,同步带表面等距安装挡块,并以此组成一条环形的输送链。又由于前道泡罩包装会出现更换规格的情况,那么通常在前道的泡罩包装中,更换生产批次和包装规格后,泡罩包装机包装的泡罩塑托之间间隔距离并不是每次都是相等的,且泡罩塑托冲切出来的数量会根据药品的实际大小而发生改变 ,那么由此将会出现需要更换整个输送链的情况,而传统的同步带输送链,更换困难,且需要重新进行原点基准校对,这将给制药包装大规模同步一体化联动生产带来极大不便,难以适应整个制药行业,一体化联动包装工艺流程。
技术实现要素:
3.鉴于现有技术存在的不足,本发明提供了一种能实现变距输送的同步变距输送装置及应用该装置的泡罩装盒一体机。
4.这种同步变距输送装置包括有机座,其特征在于:所述机座上并排设置有第一滑轨与第二滑轨,所述第一滑轨上滑动设有多个第一滑座,所述第一滑座上安装有第一托盘,所述第二滑轨上滑动设有多个第二滑座,所述第二滑座上安装有第二托盘;所述第一滑座上连接有铰接轴,所述铰接轴上铰接有交叉设置的两个交叉连杆,所述第二滑座上连接有铰接轴,所述铰接轴上铰接有交叉设置的两个交叉连杆,相邻两个第一滑座与第二滑座上的交叉连杆一对一交叉铰接;其中一个第一滑座与第一传动带连接,所述第一传动带与第一动力源传动连接,其中一个第二滑座与第二传动带连接,所述第二传动带与第二动力源传动连接。
5.所述第一滑座上设有第一支撑座,所述第一托盘安装座在第一支撑座上,所述第一支撑座上设有第一定位销,所述第一托盘上设有让第一定位销销入的第一定位孔;所述第二滑座上设有第二支撑座,所述第二托盘安装座在第二支撑座上,所述第二支撑座上设
有第二定位销,所述第二托盘上设有让第二定位销销入的第二定位孔。
6.所述第一支撑座上设有第一定位卡块,所述第一托盘的底部具有让第一定位卡块进入的第一定位槽;所述第二支撑座上设有第二定位卡块,所述第二托盘的底部具有让第二定位卡块进入的第二定位槽。
7.一种泡罩装盒一体机包括有泡罩包装机与装盒机,所述泡罩包装机包括有出料格栅输送装置,所述装盒机包括有进料格栅输送装置,所述出料格栅输送装置)的前方设有同步变距输送装置,所述同步变距输送装置与进料格栅输送装置并排设置,所述出料格栅输送装置的上方设有将出料格栅输送装置上的泡罩移送到同步变距输送装置上的泡罩出料移送机械手,所述泡罩出料移送机械手包括有出料真空吸嘴,所述进料格栅输送装置的上方设有将同步变距输送装置上的泡罩移送到进料格栅输送装置上的泡罩进料移送机械手,所述泡罩进料移送机械手包括有进料真空吸嘴。
8.所述进料格栅输送装置包括有输送架、格栅板、第一推料板、第一推料板传动机构以及推料动力源,所述格栅板具有送料通道,所述第一推料板具有可处于送料通道内的推料部,所述第一推料板传动机构包括有第一传送带,所述第一推料板连接在第一传送带上,所述第一传送带与推料动力源传动连接。
9.所述进料格栅输送装置包括有第二推料板与第二推料板传动机构,所述第二推料板与第一推料板间隔排列,所述第二推料板具有可处于送料通道内的推料部,所述第二推料板传动机构包括有第二传送带,所述第二传送带与第一传送带并排设置,所述第二推料板连接在第二传送带上,所述第二传送带与推料动力源传动连接。
10.所述第二推料板与第一推料板的端部都连接有滚轮,所述输送架上具有让滚轮行走的滚轮走道。
11.所述泡罩出料移送机械手的出料真空吸嘴安装在旋转动力源上。
12.所述泡罩进料移送机械手可实现跟踪吸料与跟踪放料。
13.按照本发明提供的同步变距输送装置能实现变距输送,从而使及应用该装置的泡罩装盒一体机更方便地实现联动。
附图说明
14.图1为本发明的泡罩装盒一体机的局部示意图;图2为本发明的泡罩装盒一体机的局部主视图;图3为同步变距输送装置的立体图;图4为同步变距输送装置的主视图;图5为同步变距输送装置的爆炸图;图6为同步变距输送装置的变距过程图(俯视);图7为同步变距输送装置的变距过程图(内部结构);图8为物料从泡罩包装机到同步变距输送装置再到装盒机的过程图;图9为出料格栅输送装置的立体图;图10为图9中a处的局部放大图。
具体实施方式
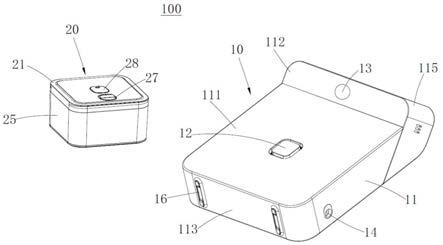
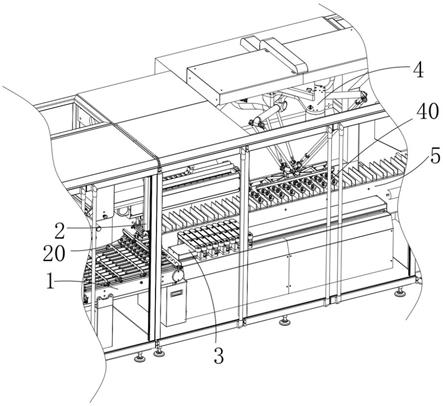
15.如图1与图2所示,这种泡罩装盒一体机包括有泡罩包装机与装盒机,泡罩包装机包括有出料格栅输送装置1,泡罩包装机将物品(比如预灌封注射器、西林瓶、安瓿瓶等)包装在泡罩内后,然后就通过出料格栅输送装置1输送出来。
16.装盒机包括有进料格栅输送装置5,包装好的泡罩被放入到进料格栅输送装置5上,由进料格栅输送装置5将泡罩送至装盒机的装盒工位进行装盒(装入纸盒中)。由于出料格栅输送装置1的格栅间距与进料格栅输送装置的格栅间距要求不同,为了能将两者匹配起来,本发明在出料格栅输送装置1的前方设有同步变距输送装置3,同步变距输送装置3与进料格栅输送装置5并排设置,出料格栅输送装置1的上方设有将出料格栅输送装置1上的泡罩移送到同步变距输送装置3上的泡罩出料移送机械手2,泡罩出料移送机械手2包括有出料真空吸嘴20,进料格栅输送装置5的上方设有将同步变距输送装置3上的泡罩移送到进料格栅输送装置5上的泡罩进料移送机械手4,泡罩进料移送机械手4包括有进料真空吸嘴40。
17.这种泡罩装盒一体机的工作原理如下:物料首先从泡罩包装机的出料格栅输送装置输1出来,泡罩出料移送机械手2通过出料真空吸嘴20吸住出料格栅输送装置1上的泡罩,然后移送到同步变距输送装置3,同步变距输送装置3在向前移动的同时使泡罩之间的间距发生变化(如图6所示),最终达到与进料格栅输送装置5相同的间距,然后泡罩进料移送机械手4通过进料真空吸嘴40吸住同步变距输送装置3上的泡罩,然后移送到进料格栅输送装置5上,最后由进料格栅输送装置5将泡罩送到装盒机的装盒工位进行装盒。通过设置同步变距输送装置3,可以大幅度提高泡罩包装机与装盒机之间的联动生产效率,同时也解决了泡罩包装与装盒包装规格变换时的匹配难问题。
18.其中泡罩包装机与装盒机均为现有技术(可参见专利号为201520906465.3的发明专利),泡罩出料移送机械手也为现有技术(可参见专利号为201910076327.x的发明专利,结构相同,只是吸的物料不同 ),泡罩进料移送机械手(可参见专利号为202120863286.1的发明专利 )也为现有技术。对于本发明的这种泡罩装盒一体机而言,其创新点在于同步变距输送装置以及采用这种同步变距输送装置的联动布局。
19.下面具体介绍同步变距输送装置3的结构以及工作原理。
20.如图3所示,这种同步变距输送装置3包括有机座30,如图5所示,在机座30上并排设置有第一滑轨301与第二滑轨302,第一滑轨301上滑动设有多个第一滑座311,第一滑座311上安装有第一托盘321(第一托盘321具有放料槽,泡罩可以放到放料槽内),第二滑轨302上滑动设有多个第二滑座312,第二滑座312上安装有第二托盘322(第二托盘321具有放料槽,泡罩可以放到放料槽内);第一滑座311上连接有铰接轴,该铰接轴上铰接有交叉设置的两个交叉连杆31,第二滑座312上也连接有铰接轴,铰接轴上铰接有交叉设置的两个交叉连杆31,相邻两个第一滑座311与第二滑座312上的交叉连杆31一对一交叉铰接(形成剪叉式结构);其中一个第一滑座311与第一传动带351连接,而第一传动带351与第一动力源361传动连接,其中一个第二滑座312与第二传动带352连接,如图4所示,第二传动带352与第二动力源362传动连接。
21.这种同步变距输送装置3的工作原理如下:如图6与图7所示,当泡罩放置到第一托盘321上与第二托盘322上后,第一动力源361传动第一传动带351转动,由于其中一个第一
滑座311与第一传动带351连接,这样第一滑座311就在第一滑轨301移动起来;同理,第二动力源362传动第二传动带352转动,由于其中一个第二滑座312与第二传动带351连接,这样第二滑座312就在第二滑轨302移动起来;由于第一滑座311与第二滑座312之间通过交叉连杆31实现连接,这样全部的第一滑座311与全部的第二滑座312都移动起来;与此同时,通过调节动力源的输出,让第一传动带351的移送速度与第二传动带351的移送速度保持一定的速度差,这样相邻两个第一滑座311与第二滑座312的距离就会发生等距变化,如图8所示,变化后的泡罩间距就与后道进料格栅输送装置5的间距要求相符;当托盘上的物料被取走之后,传动带反向移动,让滑座快速回位,等待下次接料,如此循环。通过这种同步变距输送装置3,无论前道泡罩包装机的出料格栅输送装置1的规格如何变化,都能使之与后道装盒机的进料格栅输送装置5匹配起来。
22.由于泡罩的规格有所不同,不同规格的泡罩就需要不同的托盘,为了方便更换托盘,以满足不用规格泡罩的放置,如图5所示,本发明在第一滑座311上设有第一支撑座331,第一托盘321安装座在第一支撑座311上,在第一支撑座331上设有第一定位销371,第一托盘321上设有让第一定位销371销入的第一定位孔。当需要更换第一托盘321时,只要拔出第一定位销371,取下第一托盘321即可,十分方便快捷;同样,在第二滑座312上设有第二支撑座,第二托盘安装座在第二支撑座上,第二支撑座上设有第二定位销,第二托盘上设有让第二定位销销入的第二定位孔。当需要更换第二托盘时,只要拔出第二定位销,取下第二托盘即可,十分方便快捷。
23.为了防止托盘转动,本发明在第一支撑座321上设有第一定位卡块341,第一托盘321的底部具有让第一定位卡块341进入的第一定位槽,第一托盘321通过第一定位槽卡在第一定位卡块341上,这样就能防止第一托盘321转动;同样,第二支撑座上连接有第二定位卡块,第二托盘322的底部具有让第二定位卡块进入的第二定位槽,第二托盘322通过第二定位槽卡在第二定位卡块上,这样就能防止第二托盘322转动。
24.泡罩包装机的出料格栅输送装置1可以采用普通的格栅输送装置,而本发明提供了一种新的格栅输送装置,如图9与图10所示,这种出料格栅输送装置1包括有输送架10、格栅板15、第一推料板11、第一推料板传动机构以及推料动力源19,格栅板15具有送料通道150,第一推料板15具有可处于送料通道150内的推料部110,第一推料板传动机构包括有第一传送带13,第一推料板11连接在第一传送带13上,第一传送带13与推料动力源19传动连接。工作时,被冲切下来的泡罩c就被放到格栅板15的送料通道150内,推料动力源19驱动第一传送带13移动,由于第一推料板11连接在第一传送带13上,这样第一传送带13就带着第一推料板11移动,第一推料板11的推料部110就推着泡罩c向前移动。
25.由于泡罩的规格有所不同,出料格栅输送装置1的格栅间距也要求可以进行调整,以实现最高效输出,本发明的出料格栅输送装置1还包括有第二推料板12与第二推料板传动机构,第二推料板12与第一推料板11间隔排列,第二推料板12具有处于送料通道150内的推料部,第二推料板传动机构包括有第二传送带14,第二传送带14与第一传送带13并排设置,第二推料板12连接在第二传送带14上,第二传送带14与推料动力源19传动连接。第二推料板12的推料原理与第一推料板11的推料原理相同,这里不再重复。当需要调节格栅间距时,只要调节第一传送带13或者第二传送带14或者两者同时调,让第一推料板11与第二推料板12之间的间距发生改变,这样格栅间距就实现调节,从而满足不同规格泡罩的输送。
26.为了能支撑起推料板,本发明的第二推料板12与第一推料板11的端部都连接有滚轮16,输送架10上具有让滚轮16行走的滚轮走道17。推料板移动时就通过滚轮16作用在输送架10上的滚轮走道17上行走,从而支撑起推料板,让推料板行走更加平稳。
27.最后值得一提的是,如图8所示,为了让将泡罩从出料格栅输送装置1到同步变距输送装置3的过程中旋转90
°
,让横向放置的泡罩变成纵向放置,以满足装盒位置要求,本发明泡罩出料移送机械手2的出料真空吸嘴20安装在旋转动力源上。通过旋转动力源的驱动,出料真空吸嘴20在移动的过程中旋转90
°
。这种旋转机械手适合纵向上泡罩数量较多的情况,有些纵向上泡罩数量较小,可以不用实现旋转。另外,泡罩进料移送机械手4可实现跟踪吸料与跟踪放料,从而让同步变距输送装置3与进料格栅输送装置5实现连续输送,提高包装效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。