1.本技术涉及机器视觉在线检测技术领域,特别是涉及一种基于机器视觉的玻璃瓶质量在线检测系统。
背景技术:
2.随着社会发展,玻璃瓶被广泛应用于饮料行业、医药行业等。玻璃瓶在制造生产过程中受生产工艺等不可抗力因素的影响,容易出现不合格产品,为了保证玻璃瓶的生产质量,故在其出厂前需进行质量检测,去除不合格的产品。
3.相关技术中,采用人工检测的方式对玻璃瓶进行质量检测,将检出的不合格产品去除出生产线。然而玻璃瓶是一种需求量高、生产量大的产品,人工检测的方式效率低、成本高,一定程度上制约了生产发展。
4.由此可见,传统的人工检测方式难以满足现在的生产需求,亟待设计一种高效的玻璃瓶质量检测系统。
技术实现要素:
5.为了解决上述技术问题,本技术提供了一种基于机器视觉的玻璃瓶质量在线检测系统,实现玻璃瓶质量的自动化检测,提高了检测效率。
6.本技术实施例公开了如下技术方案:
7.本技术实施例提供了一种基于机器视觉的玻璃瓶质量在线检测系统,所述系统包括多个检测工位和传送装置:
8.在所述传送装置的传送方向上设置第一检测工位、第二检测工位、第三检测工位和第四检测工位;
9.所述传送装置,用于传送待检测玻璃瓶依次经过所述多个检测工位;
10.所述第一检测工位,用于检测所述待检测玻璃瓶的第一侧壁区域;
11.所述第二检测工位,用于检测所述待检测玻璃瓶的杯口区域;
12.所述第三检测工位,用于检测所述待检测玻璃瓶的杯底区域;
13.所述第四检测工位,用于检测所述待检测玻璃瓶的第二侧壁区域;
14.其中,所述第一侧壁区域和所述第二侧壁区域共同标识所述待检测玻璃瓶的侧壁区域。
15.由上述技术方案可以看出,一种包括多个检测工位和传送装置的玻璃瓶质量在线检测系统,在传送装置的传送方向上设置第一检测工位、第二检测工位、第三检测工位和第四检测工位,分别检测待检测玻璃瓶的第一侧壁区域、杯口区域、杯底区域和第二侧壁区域,其中第一侧壁区域和第二侧壁区域共同标识待检测玻璃瓶的侧壁区域。可见,在传送装置的传送方向上设置了多个检测工位,用于检测待检测玻璃瓶的不同检测区域的质量,沿着传送方向完成对待检测玻璃瓶的侧壁区域、杯口区域以及杯底区域的质量检测,实现玻璃瓶质量的自动化检测,提高了检测效率。
附图说明
16.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的系统结构图;
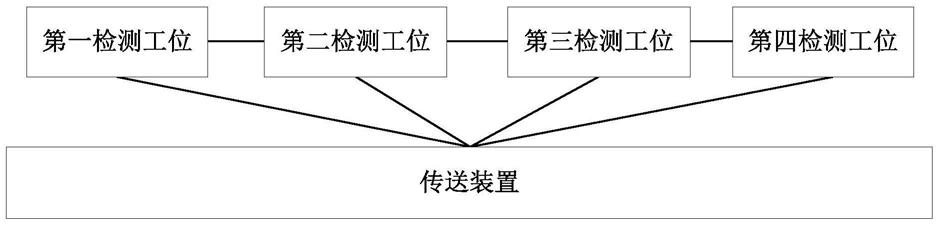
18.图2为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的系统分布图;
19.图3为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的检测流程图。
具体实施方式
20.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.图1为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的系统结构图,所述系统包括多个检测工位和传送装置:
22.在所述传送装置的传送方向上设置第一检测工位、第二检测工位、第三检测工位和第四检测工位;
23.所述传送装置,用于传送待检测玻璃瓶依次经过所述多个检测工位;
24.所述第一检测工位,用于检测所述待检测玻璃瓶的第一侧壁区域;
25.所述第二检测工位,用于检测所述待检测玻璃瓶的杯口区域;
26.所述第三检测工位,用于检测所述待检测玻璃瓶的杯底区域;
27.所述第四检测工位,用于检测所述待检测玻璃瓶的第二侧壁区域;
28.其中,所述第一侧壁区域和所述第二侧壁区域共同标识所述待检测玻璃瓶的侧壁区域。
29.在玻璃瓶的质量检测过程中,待检测玻璃瓶需通过传送装置传送至各个检测工位进行相对应的检测,因此在一种可能的实现方式中,在所述传送装置的起始端设置有安置位,所述安置位用于安置所述待检测玻璃瓶。
30.为了实现对待检测玻璃瓶的整个侧壁区域的完整检测,将待检测玻璃瓶的侧壁区域划分为第一侧壁区域和第二侧壁区域,分别由第一检测工位和第四检测工位负责检测。
31.一般,玻璃瓶为圆柱状,因此在一种可能的实现方式中,可以将待检测玻璃瓶的侧壁区域平均划分成第一侧壁区域和第二侧壁区域,即,第一检测工位和第二检测工位各自负责相对应的180度范围的侧壁区域的检测。
32.为了尽可能地消除待检测玻璃瓶侧壁区域检测过程中的视觉盲区,在一种可能的实现方式中,可以将待检测玻璃瓶的侧壁区域划分为第一侧壁区域和第二侧壁区域,且第一侧壁区域和第二侧壁区域存在共同区域。比如,首先将待检测玻璃瓶的侧壁区域平均划
分为180度的两部分,接着将其中一部分的区域进行扩大获得大于180度范围的侧壁区域。
33.需要说明的是,在一种可能的实现方式中,还可以将待检测玻璃瓶的侧壁区域划分为第一侧壁区域和第二侧壁区域,且第一侧壁区域和第二侧壁区域都是大于180度范围的侧壁区域。第一侧壁区域和第二侧壁区域存在共同区域即可在一定程度上消除待检测玻璃瓶侧壁区域检测过程中的视觉盲区,而对于将待检测玻璃瓶的侧壁区域的划分,除了本技术实施例公开的划分方式以外,还可以根据实际被检测的玻璃瓶的检测需求等选择其他的划分方式,本技术对此不做任何限定。
34.在利用第一检测工位检测第一侧壁区域时,为了避免一次采集成像形成检测视觉盲区,在一种可能的实现方式中,所述第一检测工位的所述传送装置为折转式传送结构,所述折转式传送结构的传送方向上依次设置有第一子检测位、第二子检测位和第三子检测位;
35.所述第一子检测位,用于检测所述第一侧壁区域的第一子区域;
36.所述第二子检测位,用于检测所述第一侧壁区域的第二子区域;
37.所述第三子检测位,用于检测所述第一侧壁区域的第三子区域;
38.其中,各子检测位的成像结构包括平面光源、反射镜面和设置在所述反射镜面正上方的摄像机;所述平面光源和所述反射镜面对称设置在所述传送装置两侧,所述反射镜面与所述传送装置所在平面呈第一预设角度。
39.具体而言,将第一检测工位所在的传送装置设置为折转式传送结构,且在折转式传送结构上设置多个子检测位,由于选择的是折转式传动结构,因此通过设置多个子检测位,即可在待检测玻璃瓶传送通过第一检测工位后,多角度对待检测玻璃瓶的第一侧壁区域进行采集成像,完成检测分析。
40.在一种可能的实现方式中,在折转式传送结构的传送方向上依次设置有第一子检测位、第二子检测位和第三子检测位,相对应地将第一侧壁区域划分为第一子区域、第二子区域和第三子区域,分别由三个子检测位负责检测。其中,各个子检测位的成像结构可以设置为相同的成像结构,该成像结构包括平面光源、反射镜面和设置在发射镜面正上方的摄像机,且平面光源和反射镜面对称设置在传送装置两侧,反射镜面与传送装置所在平面呈第一预设角度。
41.当待检测玻璃瓶依次经过时,基于各子检测位的成像结构,进行拍摄采集成像,用于对侧壁区域的检测分析。需要说明的是,拍摄采集成像是基于当前设置的成像结构的光学成像实现的。
42.为了实现对检测需求不同的各中待检测玻璃瓶的检测,可以基于当前的成像光路以及待检测玻璃瓶的检测需求等,对成像结构中的各个设备的设置位置参数进行调整。考虑到整个检测系统的尺寸和成像结构安装空间的限制,在一种可能的实现方式中,所述第一预设角度可以为45度。通过45度设置的反射镜面构成成像光路,在有限的空间中拉长待检测玻璃瓶与摄像机之间的距离。
43.可以理解的是,成像结果的好坏与成像光路以及摄像机的拍摄参数十分相关,为了保证检测结果的可靠性,在一种可能的实现方式中,选择高清像素的摄像机。
44.为了使得第一子检测位、第二子检测位和第三子检测位的检测结果能够更加完整地表征待检测玻璃瓶的第一侧壁区域的检测结果,在一种可能的实现方式中,相邻两个子
检测位之间的角度大于或等于第二预设角度。其中,所述第二预设角度可以是基于当前的传送结构、检测位成像结构的参数设置的。
45.在一种可能的实现方式中,基于折转式传送结构以及三个子检测位的设置,使得在每一个子检测位上采集成像后的图像所标识的检测区域大于或等于60度,由此在第一检测工位上,对第一侧壁区域实现大于或等于180度范围的检测。
46.待检测玻璃瓶的第二侧壁区域和第一侧壁区域共同标识了待检测玻璃瓶的侧壁区域,在一种可能的实现方式中,所述第四检测工位和所述第一检测工位的结构设计相同,则:
47.所述第四检测工位的所述折转式传送结构的传送方向上依次设置有第四子检测位、第五子检测位和第六子检测位;
48.所述第四子检测位,用于检测所述第二侧壁区域的第四子区域;
49.所述第五子检测位,用于检测所述第二侧壁区域的第五子区域;
50.所述第六子检测位,用于检测所述第二侧壁区域的第六子区域。
51.具体的,将第四检测工位所在的传送装置设置为折转式传送结构,且在折转式传送结构上设置多个子检测位,由于选择的是折转式传动结构,因此通过设置多个子检测位,即可在待检测玻璃瓶传送通过第四检测工位后,多角度对待检测玻璃瓶的第二侧壁区域进行采集成像,完成检测分析。
52.在一种可能的实现方式中,在折转式传送结构的传送方向上依次设置有第四子检测位、第五子检测位和第六子检测位,相对应地将第二侧壁区域划分为第四子区域、第五子区域和第六子区域,分别由三个子检测位负责检测。
53.需要说明的是,由于第四检测工位和第一检测工位的结构设计相同,所以相关之处以及对各检测方法的介绍可参见第一检测工位部分的说明。
54.玻璃瓶质量的完整检测,除了侧壁区域的检测以外,还包括对杯口区域和杯底区域的检测,本技术实施例中,第二检测工位用于检测待检测玻璃瓶的杯口区域,第三检测工位,用于检测待检测玻璃瓶的杯底区域。
55.由于第四检测工位和第一检测工位的设计相同,为了保证待检测玻璃瓶传送至第四检测工位时进行的是第二侧壁区域的检测,而非第一检测工位负责的第一侧壁区域,在一种可能的实现方式中,所述第二检测工位和所述第三检测工位设置在所述第一检测工位和所述第四检测工位之间;
56.所述第二检测工位和所述第三检测工位的所述传送装置为差速旋转传送结构;
57.所述差速旋转传送结构包括第一夹带和第二夹带,用于夹起所述待检测玻璃瓶;所述第一夹带和所述第二夹带的传送速度差为预设阈值。
58.具体的,将第二检测工位和第三检测工位设置在第一检测工位和第四检测工位之间,并且将第二检测工位和第三检测工位所在的传送装置设置为差速旋转传送结构,该差速旋转传送结构包括用于夹起待检测玻璃瓶的第一夹带和第二夹带,第一夹带和第二夹带的传送速度差为预设阈值。基于此,在第二检测工位实现对待检测玻璃瓶的杯口区域的检测,在第三检测工位实现对待检测玻璃瓶的杯底区域的检测,且当待检测玻璃瓶被传送至第四检测工位时,相较于在第一检测工位的位置,完成180度的旋转。
59.针对待检测玻璃瓶的杯口区域和杯底区域的检测,在一种可能的实现方式中,所
述第二检测工位的成像结构包括球积分光源和设置在所述球积分光源正上方的所述摄像机,所述球积分光源设置在所述待检测玻璃瓶的正上方;
60.所述第三检测工位的成像结构包括所述平面光源和所述摄像机,所述平面光源设置在所述待检测玻璃瓶的正下方,所述摄像机设置在所述待检测玻璃瓶的正上方。
61.也就是说,采用球积分光源实现对杯口区域的检测,采用平面光源实现对杯底区域的检测。
62.当待检测玻璃瓶精传送装置进入第二检测工位时,待检测玻璃瓶被差速旋转传送结构的夹带夹起,通过利用球积分光源实现明场反射照明的方式,完成对杯口区域的拍摄采集成像以及检测分析。
63.当待检测玻璃瓶精传送装置进入第三检测工位时,为了便于采集杯底区域的图像,待检测玻璃瓶在该检测工位处于被悬空夹紧的状态,通过平面光源明场透射的打光方式,实现对杯底区域的拍摄采集成像以及检测分析。
64.在一种可能的实现方式中,第二检测工位可以设置在第三检测工位之前,即,先进行杯口区域的检测。可以理解的是,在一种可能的实现方式中,第二检测工位可以设置在第三检测工位之后,即,先进行杯底区域的检测。本技术对此不做任何限定。
65.当待检测玻璃瓶完成杯口区域以及杯底区域的检测,被传送至第四检测工位时,基于第二检测工位和第三检测工位的差速旋转传动结构,相较于在第一检测工位的位置,完成180度的旋转。其中,差速旋转传动结构的第一夹带和第二夹带的传送速度差为预设阈值,该预设阈值是基于第二检测工位和第三检测工位的检测时间以及检测过程中被传送的距离等参数设定的。
66.玻璃瓶的质量检测过程,是为了根据各个检测工位的检测结果,筛选出符合质量要求的合格产品。因此,在一种可能的实现方式中,所述系统还包括分类工位:
67.所述分类工位,用于根据所述第一检测工位、所述第二检测工位、所述第三检测工位和所述第四检测工位的检测结果将所述待检测玻璃瓶分类为第一类产品和第二类产品。
68.在第四检测工位之后,设置有分类工位,用于根据各个检测工位的检测结果将待检测玻璃瓶分类为第一类产品和第二类产品。
69.在一种可能的实现方式中,所述第一类产品为合格产品,所述第二类产品为缺陷产品;
70.则,所述根据所述第一检测工位、所述第二检测工位、所述第三检测工位和所述第四检测工位的检测结果将所述待检测玻璃瓶分类为第一类产品和第二类产品,包括:
71.将所述第一检测工位、所述第二检测工位、所述第三检测工位和所述第四检测工位的检测结果都通过的所述待检测玻璃瓶分类为所述合格产品;
72.若所述第一检测工位、所述第二检测工位、所述第三检测工位和所述第四检测工位的检测结果中存在至少一项检测结果不通过,则将所述待检测玻璃瓶分类为所述缺陷产品。
73.需要说明的是,对于合格产品和缺陷产品的分类依据,可以根据实际的质量需求进行设置。比如,某种使用场景下,仅需要广口的玻璃瓶即可,其对杯口区域的质量需求其相对于需要封盖的使用场景更加宽松。
74.为了便于用户对存在缺陷的产品能够进行更快速准确的溯源分析,在一种可能的
实现方式中,可以紧接在第一检测工位之后设置第一分类工位、紧接在第二检测工位之后设置第二分类工位、紧接在第三检测工位之后设置第三分类工位以及在第四检测工位之后设置第四分类工位;
75.所述第一分类工位,用于筛选分流出待检测玻璃瓶中在第一侧壁区域存在缺陷的产品;
76.所述第二分类工位,用于筛选分流出待检测玻璃瓶中在杯口区域存在缺陷的产品;
77.所述第三分类工位,用于筛选分流出待检测玻璃瓶中在杯底区域存在缺陷的产品;
78.所述第四分类工位,用于筛选分流出待检测玻璃瓶中在第二侧壁区域存在缺陷的产品。
79.基于此,能够实现对在不同区域存在缺陷的产品的分类,便于用户可以针对不同类型的使用需求对各类缺陷产品进行进一步的使用或者将其破碎回料。此外,由于及时分流出了上一检测工位检测存在缺陷的产品,能够减轻整个检测系统下游检测工位的检测负荷量,由此提高了检测效率。
80.考虑到第一检测工位和第四检测工位均是针对待检测玻璃瓶的侧壁区域的检测,因此在一种可能的实现方式中,可以在第一检测工位之后不增设分类工位,只需在第四检测工位之后设置侧壁缺陷分类工位,该侧壁缺陷分类工位用于根据第一检测工位和第四检测工位的检测结果对待检测玻璃瓶进行筛选分流。具体的,若第一检测工位和第四检测工位的检测结果中存在至少一项检测结果为不通过(存在缺陷),则,将此玻璃瓶筛选分流至侧壁存在缺陷的产品传送线;若第一检测工位和第四检测工位的检测结果均为通过(合格),则,将此玻璃瓶筛选分流至合格产品传送线。
81.为了实现对待检测玻璃瓶的快速分类,在一种可能的实现方式中,所述分类工位包括电动拨杆;
82.所述电动拨杆,用于根据分类结果将所述待检测玻璃瓶分流至所述合格产品的传送装置或所述缺陷产品的传送装置。
83.通过合格产品的传送装置传送的玻璃瓶可以直接投入使用,通过缺陷产品的传送装置传送的玻璃瓶,用户可以对其进行溯源分析。如此,基于产品的分流传送,使得缺陷产品避免了被直接破损回料,且用户还可以对其晋宁县追溯分析,比如筛选出满足质量需求较为一般的使用场景的玻璃瓶或者筛选出适合用于艺术创作的缺陷玻璃瓶等。
84.在玻璃瓶的质量检测过程中,检测的缺陷种类可以包括裂痕、气泡、滴头、结石、歪斜等各种外观缺陷,缺陷检测的可识别尺寸一般大于或等于1mm。需要说明的是,可以通过选择能够采集足够高清的成像图像的成像结构等方式,减小缺陷检测的可识别尺寸,即,提高质量检测系统的检测精度。
85.由此可见,本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统,该系统包括多个检测工位和传送装置,在传送装置的传送方向上设置第一检测工位、第二检测工位、第三检测工位和第四检测工位,分别检测待检测玻璃瓶的第一侧壁区域、杯口区域、杯底区域和第二侧壁区域,其中第一侧壁区域和第二侧壁区域共同标识待检测玻璃瓶的侧壁区域。可见,在传送装置的传送方向上设置了多个检测工位,用于检测待检测玻璃瓶
的不同检测区域的质量,沿着传送方向完成对待检测玻璃瓶的侧壁区域、杯口区域以及杯底区域的质量检测,实现玻璃瓶质量的自动化检测,提高了检测效率。
86.此外,本技术实施例所提供的一种基于机器视觉的玻璃瓶质量在线检测系统,可以通过简单的机械调整适应不同尺寸大小的待检测玻璃瓶,具体的,可以通过调整传送装置的设置参数,比如传送带的宽度,也可以调整各个检测工位的成像结构的设置参数,比如调整成像结构中光源的设置距离等改变成像光路。
87.由于玻璃瓶的特殊材质,使得玻璃瓶的质量检测中的打光问题成为行业的难点。本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统,在不同的检测工位采用不同的打光方式,使得当前检测工位的检测结果更能表征当前检测工位所负责检测的区域的真实情况。且,通过设置不同检测工位进行不同部位的质量检测,有益于在实际应用中根据实际需求进行模块化扩展。此外,还可根据用户的检测需求,对于较难识别缺陷的部位增设特殊独立的检测工位,比如增加偏振片或背景可变换的平面光源,提高对比度,更容易分辨缺陷与合格,由此提高整个检测系统的质量检测结果的可靠性,降低误检率。
88.图2为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的系统分布图,其中,(a)为系统分布正视图,(b)为系统分布俯视图。
89.所述系统包括第一检测工位201、第二检测工位202、第三检测工位203、第四检测工位204和分类工位205、以及传送装置。
90.待检测玻璃瓶从左至右,在传送装置的作用下依次经过各个工位,完成各个区域的质量检测并最终基于各检测工位的检测结果对其进行分类。
91.需要说明的是,图2示出的检测系统,由于其基本对应于针对图1示出的检测系统,所以相关之处参见针对图1部分的说明即可。
92.图3为本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统的检测流程图:
93.在玻璃瓶质量在线检测系统的起始端输入待检测玻璃瓶,通过传送装置将其依次传送至第一检测工位、第二检测工位、第三检测工位以及第四检测工位,分别完成对第一侧壁区域、杯口区域、杯底区域以及第二侧壁区域的检测,之后通过传送装置将其传送至分类工位,基于各个检测工位的检测结果将待检测玻璃瓶分为合格产品或缺陷产品,并相应地输出待检测玻璃瓶。
94.需要说明的是,图3示出的检测流程,由于其基本对应于针对图1示出的检测系统,所以相关之处参见针对图1部分的说明即可。
95.由此可见,本技术实施例提供的一种基于机器视觉的玻璃瓶质量在线检测系统,该系统包括多个检测工位和传送装置,在传送装置的传送方向上设置第一检测工位、第二检测工位、第三检测工位和第四检测工位,分别检测待检测玻璃瓶的第一侧壁区域、杯口区域、杯底区域和第二侧壁区域,其中第一侧壁区域和第二侧壁区域共同标识待检测玻璃瓶的侧壁区域。可见,在传送装置的传送方向上设置了多个检测工位,用于检测待检测玻璃瓶的不同检测区域的质量,沿着传送方向完成对待检测玻璃瓶的侧壁区域、杯口区域以及杯底区域的质量检测,实现玻璃瓶质量的自动化检测,提高了检测效率。
96.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存
在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
97.以上对本技术实施例所提供的一种基于机器视觉的玻璃瓶质量在线检测系统进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法。同时,对于本领域的一般技术人员,依据本技术的方法,在具体实施方式及应用范围上均会有改变之处。
98.综上所述,本说明书内容不应理解为对本技术的限制,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。而且本技术在上述各方面提供的实现方式的基础上,还可以进行进一步组合以提供更多实现方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。