1.本发明涉及面包装袋技术领域,具体是涉及一种面包装袋包装机。
背景技术:
2.面包是面团经过发酵、整型、成型、焙烤和冷却等过程加工而成的焙烤食品,我国是一个人口大国,对食品的需求有增无减,每日对面包的需求量较大。在面包包装过程中需要使用到包装机,通常将面包装入包装袋后,需要对包装袋进行封口,使面包与外部环境隔绝,防止面包变质,面包包装机也适用于其他块状、有规则的固体或是小托盘类等物体的一次性快速包装。
3.现有的面包包装机在使用时,需要将面包按照一定间距放置在传送带上,为了保证放置的准确性,常在传送带上设置标记,但是,当加工不同规格的面包,面包的长度发生变换时,之前在传送带上的标记并不适用。因此,需要提供一种面包装袋包装机,旨在解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种面包装袋包装机,旨在解决背景技术中提到的问题。
5.为实现上述目的,本发明提供如下技术方案,一种面包装袋包装机,包括第一传送机和第二传送机,所述面包装袋包装机还包括:用于自动将面包之间的距离进行定量控制的挡板、激光发射器和激光接收器,激光发射器和激光接收器分别安装在第一传送机的两边,挡板位于激光发射器和激光接收器之间,挡板上方固定设置有第一直线驱动元件,第一直线驱动元件的伸缩端与挡板连接;用于将包装袋进行初步定型的定型组件,所述定型组件位于第一传送机和第二传送机之间,包装袋套设在套袋辊的外侧;用于对包装袋的上表面进行封口的加热轮,成对的加热轮设置在第二传送机的正上方;用于对包装袋进行切割的切割刀片,所述第二传送机的输出端设置有出料板,出料板的上方固定安装有第二直线驱动元件,第二直线驱动元件的伸缩端安装有电热板,切割刀片安装在电热板的中间部位;以及控制器,所述控制器与时间继电器、激光发射器、激光接收器、第一直线驱动元件和第二直线驱动元件电性连接,控制器通过控制挡板的升降对面包之间的距离进行调节,控制器通过控制升降块的升降使得切割刀片能够切割出长度不同的包装袋。
6.作为本发明的进一步方案,所述激光接收器用于接收激光发射器发出的激光,当激光接收器接收到激光,控制器使得挡板下降一定时间后上升,自动将面包之间的距离进行定量控制。
7.作为本发明的进一步方案,所述第一传送机和第二传送机的传送速度相同,控制器自动根据挡板上升时间和下一次挡板的下降时间得到面包长度值,根据挡板的下降时
间、传送速度以及挡板与切割刀片之间的距离值得到切割刀片的下降时刻。
8.作为本发明的进一步方案,所述定型组件包括底面导向板和侧面导向板,所述侧面导向板与第二传送机的机架固定连接,底面导向板位于第一传送机和第二传送机之间,底面导向板的两侧与侧面导向板固定连接,所述底面导向板与侧面导向板的连接处设置有拐角导向柱,拐角导向柱通过连接杆与侧面导向板固定连接。
9.作为本发明的进一步方案,所述套袋辊转动安装在第三固定架上,所述第二直线驱动元件和出料板均安装在第四固定架上,所述第三固定架和第四固定架均与第二传送机的机架固定连接。
10.作为本发明的进一步方案,所述加热轮的两端均设置有成对的导向轮,所述第二传送机的机架上连接有第二固定架,导向轮与第二固定架转动连接,所述第二固定架上安装有旋转驱动元件,旋转驱动元件的输出轴与加热轮同轴固定连接。
11.作为本发明的进一步方案,所述第二传送机的机架上还安装有氮气充气机,所述氮气充气机用于将氮气充入包装袋中。
12.综上所述,本发明的有益效果是:本发明在使用时,只需将面包放置在第一传送机上,无需保证面包之间的间距一致,当第一个面包完全经过激光发射器和激光接收器时,由于没有面包的阻挡,激光接收器会接收到激光,激光接收器将信号传送给控制器,控制器通过控制第一直线驱动元件使得挡板下降,挡板插入第一个面包与第二个面包的间隙,一定时间后挡板上升,第一个面包与第二个面包之间间隙的大小被控制,以此往复循环,所有经过激光发射器和激光接收器的面包之间的间隙都会被控制,且不区分面包的长度,适用性好。
附图说明
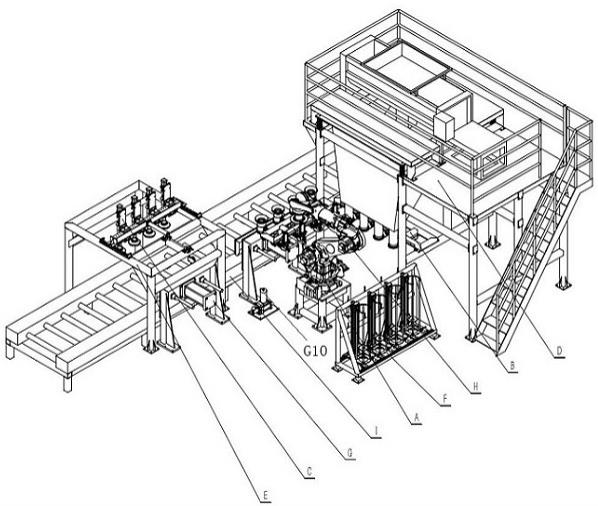
13.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1为本发明实施例一种面包装袋包装机的部分三维结构示意图。
14.图2为本发明实施例一种面包装袋包装机的正面结构示意图。
15.图3为本发明实施例一种面包装袋包装机在另一个视角的部分三维结构示意图。
16.图4为本发明实施例一种面包装袋包装机中定型组件的结构示意图。
17.图5为本发明实施例一种面包装袋包装机中加热轮对包装袋进行密封的示意图。
18.附图标记:1-第一传送机、2-第二传送机、3-激光发射器、4-激光接收器、5-挡板、6-第一直线驱动元件、7-第一固定架、8-定型组件、81-底面导向板、82-侧面导向板、83-连接杆、84-拐角导向柱、9-第二固定架、10-旋转驱动元件、12-出料板、13-第二直线驱动元件、14-升降块、15-电热板、16-切割刀片、17-第三固定架、18-套袋辊、19-包装袋、20-第四固定架、21-导向轮、22-加热轮。
具体实施方式
19.为了使本发明的目的、技术方案及优点更加清晰,以下结合附图及具体实施例,对
本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
20.以下结合具体实施例对本发明的具体实现进行详细描述。
21.请参阅图1、图2和图3,本发明实施例提供的一种面包装袋包装机包括第一传送机1和第二传送机2,所述面包装袋包装机还包括:用于自动将面包之间的距离进行定量控制的挡板5、激光发射器3和激光接收器4,激光发射器3和激光接收器4分别安装在第一传送机1的前后两边,挡板5位于激光发射器3和激光接收器4之间,挡板5上方固定设置有第一直线驱动元件6,所述第一直线驱动元件6固定安装在第一固定架7上,第一固定架7与第一传送机1的机架相连接,第一直线驱动元件6的伸缩端与挡板5连接;用于将包装袋19进行初步定型的定型组件8,所述定型组件8位于第一传送机1和第二传送机2之间,包装袋19套设在套袋辊18的外侧;用于对包装袋19的上表面进行封口的加热轮22,成对的加热轮22设置在第二传送机2的正上方;用于对包装袋19进行切割的切割刀片16,所述第二传送机2的输出端设置有出料板12,出料板12的上方固定安装有第二直线驱动元件13,第二直线驱动元件13的伸缩端安装有电热板15,切割刀片16安装在电热板15的中间部位;以及控制器,所述控制器与时间继电器、激光发射器3、激光接收器4、第一直线驱动元件6和第二直线驱动元件13电性连接,控制器通过控制挡板5的升降对面包之间的距离进行调节,控制器通过控制升降块14的升降使得切割刀片16能够切割出长度不同的包装袋。
22.在本发明实施例中,所述第一传送机1和第二传送机2为皮带输送机或者是链板输送机,所述第一直线驱动元件6和第二直线驱动元件13为电动推杆、气缸或者是液压缸,第一传送机1和第二传送机2的传送速度较慢,第一直线驱动元件6和第二直线驱动元件13的驱动为瞬时的,所述激光接收器4用于接收激光发射器3发出的激光,当激光接收器4接收到激光,控制器使得挡板5下降一定时间后上升,自动将面包之间的距离进行定量控制,使用时,将面包逐个放在第一传送机1的左侧,面包之间保持有较小间隙即可,启动第一传送机1和第二传送机2,第一个面包完全经过激光发射器3和激光接收器4时,由于没有面包的阻挡,激光接收器4会接收到激光,激光接收器4将信号传送给控制器,控制器通过控制第一直线驱动元件6使得挡板5下降,挡板5插入第一个面包与第二个面包的间隙,一定时间后挡板5上升,第一个面包与第二个面包之间间隙的大小被控制,以此往复循环,所有经过激光发射器3和激光接收器4的面包之间的间隙都会被控制,且不区分面包的长度,适用性好,面包接着经过定型组件8进入第二传送机2中,另外,条带形的包装袋19在定型组件8和加热轮22的作用下变为筒状,面包进入筒状的包装袋19中,最后经过切割刀片16时,切割刀片16对筒状的包装袋19进行切割,同时电热板15对包装袋19的两端进行热熔密封。
23.参阅图1、图2和图3,在本发明的一个实施例中,所述第一传送机1和第二传送机2的传送速度相同,控制器自动根据挡板5上升时间和下一次挡板5的下降时间得到面包长度值,根据挡板5的下降时间、传送速度以及挡板5与切割刀片16之间的距离值得到切割刀片16的下降时刻。
24.在本发明实施例中,假设t0为挡板5的下降时间、传送速度为v、挡板5与切割刀片
16之间的距离为l,说明t0时刻,一个面包刚刚完全经过激光发射器3和激光接收器4,则这个面包完全经过切割刀片16的时间为t0 l/v,那么控制器会使得切割刀片16在t0 l/v这个时刻下降一次,如此,只有存在面包经过时,切割刀片16才会发生动作,且切割刀片16能够自动适应于不同长度的面包。
25.参阅图1、图2和图4,在本发明的一个实施例中,所述定型组件8包括底面导向板81和侧面导向板82,所述侧面导向板82与第二传送机2的机架固定连接,底面导向板81位于第一传送机1和第二传送机2之间,底面导向板81的两侧与侧面导向板82固定连接,所述底面导向板81与侧面导向板82的连接处设置有拐角导向柱84,拐角导向柱84通过连接杆83与侧面导向板82固定连接。
26.在本发明实施例中,所述拐角导向柱84水平设置,拐角导向柱84与侧面导向板82和底面导向板81之间均设置有间隙,使用时,包装袋19会在拐角导向柱84、底面导向板81的两侧以及侧面导向板82的作用下呈凹字形。所述套袋辊18转动安装在第三固定架17上,所述第二直线驱动元件13和出料板12均安装在第四固定架20上,所述第三固定架17和第四固定架20均与第二传送机2的机架固定连接。
27.参阅图1、图2、图3和图5,在本发明的一个实施例中,所述加热轮22的左右两侧均设置有成对的导向轮21,所述第二传送机2的机架上连接有第二固定架9,导向轮21与第二固定架9转动连接,所述第二固定架9上安装有旋转驱动元件10,旋转驱动元件10的输出轴与加热轮22同轴固定连接。
28.在本发明实施例中,所述旋转驱动元件10为旋转电机,在加热轮22的热熔作用下,包装袋19的上表面会被密封,所述加热轮22的内部设置有电加热丝,电加热丝通过电池加热。
29.在本发明的一个实施例中,所述第二传送机2的机架上还安装有氮气充气机,所述氮气充气机用于将氮气充入包装袋19中。
30.本发明实施例的工作过程为:使用时,将面包逐个放在第一传送机1的左侧,面包之间保持有间隙即可,启动第一传送机1和第二传送机2,第一个面包完全经过激光发射器3和激光接收器4时,由于没有面包的阻挡,激光接收器4会接收到激光,激光接收器4将信号传送给控制器,控制器通过控制第一直线驱动元件6使得挡板5下降,挡板5插入第一个面包与第二个面包的间隙,一定时间后挡板5上升,第一个面包与第二个面包之间间隙的大小被控制,以此往复循环,所有经过激光发射器3和激光接收器4的面包之间的间隙都会被控制,且不区分面包的长度,适用性好,面包接着经过定型组件8进入第二传送机2中,另外,条带形的包装袋19在定型组件8和加热轮22的作用下变为筒状,面包进入筒状的包装袋19中,最后经过切割刀片16时,切割刀片16对筒状的包装袋19进行切割,同时电热板15对包装袋19的两端进行热熔密封。
31.对于本领域技术人员而言,虽然说明了本发明的几个实施方式以及实施例,但这些实施方式以及实施例是作为例子而提出的,并不意图限定发明的范围。这些新的实施方式能够以其他各种方式实施,在不脱离发明的主旨的范围内能够进行各种省略、替换、变更。这些实施方式及其变形包含在发明的范围及主旨中,并且包含在权利要求书所记载的发明和其等效的范围内。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。