1.本实用新型涉及铝箔阴阳复合袋加工设备技术领域,尤其涉及一种新型彩印铝箔阴阳复合袋的加工设备。
背景技术:
2.近几年在软塑包装加工制造领域新兴的铝箔阴阳复合袋,由于其材质构型新颖且兼具避光与内容物可视性的优点,越来越多地被市场接受和认可,所以目前市场上很多既需要避光储运又需要在货架上展示内容物的产品(如:肉类制品等)多选用铝箔阴阳复合袋进行包装。
3.如图1所示,传统的铝箔阴阳复合袋从材质构型上来讲主要由两部分组成:含铝箔的避光面11与不含铝箔面12,通常将含铝箔的避光面称为袋子的“阴面”或“背面”,将不含铝箔的另一面称为袋子的“阳面”或“正面”。
4.铝箔阴阳复合袋的两面通常均采用多层材质经涂胶复合工艺粘结而成,袋子用于避光的阴面含有一层极薄的铝箔材质,典型的组合如:聚酯薄膜/铝箔/聚丙烯薄膜,袋子的另一面至少需要局部保持内容物的可视性,所以不含铝箔材质,典型的组合如:聚酯薄膜/聚酰胺薄膜/聚丙烯薄膜。铝箔是目前在软塑包装领域使用的兼具避光与高阻隔性的最佳材料,铝箔本身不透明且铝原子排布致密,所以包装外部环境中的水和氧气分子难以渗透,具有极佳的水氧阻隔性,可大大延长内容物的保质期。使用含铝箔的复合膜作为袋子的一面,既可提高袋子整体的阻隔性又可满足货品避光储运的要求。
5.传统铝箔阴阳复合袋的加工制造,是将袋子阴阳两面所需要的材料分别制成独立的卷材,然后通过制袋机各自放卷再经热封、裁切工艺制得。如图2所示,制袋时将袋子的阴面材质置于铝箔复合膜放卷架21,将袋子的阳面材质置于二放卷架22,通过制袋牵引辊23后,再经制袋热封烫刀24压合,最终由制袋切刀25裁切成袋。
6.目前,这种传统的铝箔阴阳复合袋的加工制造方式有非常明显的缺点,或者说是局限性。该局限性重点体现在:由于构成袋子阴阳两面的材质分属于不同的放卷,放卷张力控制系统各自独立(“张力”是为实现顺利送料而必须加持在复合膜上的力),使得在制袋牵引和送料过程中,上下两面材质极难做到长时间完全同步,因为独立张力控制送料时微小的位移误差会随着制袋过程的进行而逐步累积到不可接受的水平。
7.这种制造方式上的局限最终体现在产品上的缺点就是,对于那些阴阳面均设计有彩印图案且两面图案需做到一一对应、严格对准的包装产品(如:袋子阳面有图案阴面有条码的情况)无法实现工业化稳定生产。所以,目前市面上见到的铝箔阴阳复合袋多为无印刷的空白袋或只有一面有图案的彩印袋,这就限制了铝箔阴阳复合袋的市场应用。
技术实现要素:
8.有鉴于此,本实用新型所要解决的技术问题是:如何提供一种新型彩印铝箔阴阳复合袋的加工设备以确保阴阳复合袋的正背图案在加工过程中可实现严格对准。
9.为实现上述目的,本实用新型提供一种新型彩印铝箔阴阳复合袋的加工设备,其包括复合辊、铝箔放卷架、二放卷架、送料辊、折叠架、牵引导辊、热封刀和裁切刀;
10.由所述铝箔放卷架引出铝箔物料,由所述二放卷架引出阳面第二层材料,所述复合辊设置在所述铝箔放卷架和所述二放卷架的一侧,由所述复合辊承托分别由所述铝箔放卷架引出的铝箔物料和由所述二放卷架引出的阳面第二层材料,所述铝箔物料和所述阳面第二层材料在所述复合辊上并排布设;
11.所述复合辊还用于承托印彩薄膜,所述铝箔物料、所述阳面第二层材料和所述印彩薄膜在所述复合辊的压合下相粘合成为形成彩印铝箔阴阳复合膜;
12.所述送料辊用于引导所述彩印铝箔阴阳复合膜至所述折叠架,所述折叠架将所述彩印铝箔阴阳复合膜进行折叠,由所述牵引导辊将折叠后的所述彩印铝箔阴阳复合膜进行引导输送,所述热封刀设置在所述牵引导辊的一侧并用于对所述彩印铝箔阴阳复合膜进行热封加工,由所述裁切刀将经热封加工处理后的所述彩印铝箔阴阳复合膜进行裁切加工。
13.进一步地,所述复合辊包括相对布设的第一辊筒和第二辊筒,由所述第一辊筒和第二辊筒共同实现对所述铝箔物料、所述阳面第二层材料和所述印彩薄膜在所述复合辊的压合。
14.进一步地,所述折叠架将所述彩印铝箔阴阳复合膜沿所述彩印铝箔阴阳复合膜的分界线进行折叠。
15.进一步地,所述铝箔放卷架和所述二放卷架上相互并排布设。
16.与相关技术相比,本实用新型提出的一种新型彩印铝箔阴阳复合袋的加工设备,其有益效果在于:在复合加工过程中,通过增设的铝箔放卷架将已印有正背图案且经涂胶后的彩印薄膜与铝箔和阳面第二层材料进行同步复合,其后再作为整体与其他基材(如聚丙烯薄膜等可热封性基材)进行整体复合,这种“拼复”的方式制得的复合卷膜是一体式的,正背图案同时位于卷膜的阴阳面上且是一一对应且严格对准;
17.另一方面,在成袋之前卷膜始终是一体的且采用同一套张力系统,不存在因为双放料张力控制不同步而带来的上下膜材间微小位移误差累积造成的正背印刷图案无法对准的情况,所以可确保阴阳复合袋的正背图案始终严格对准。
附图说明
18.图1为现有的铝箔阴阳复合袋;
19.图2为现有的铝箔阴阳复合袋制袋设备;
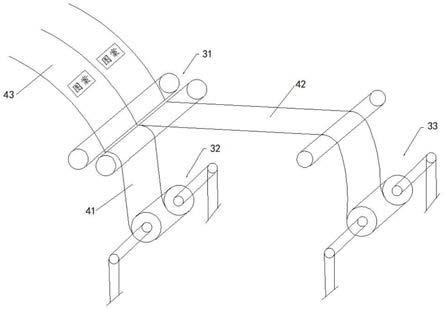
20.图3为本实用新型实施例中新型彩印铝箔阴阳复合袋的加工设备的复合加工过程;
21.图4为本实用新型实施例中新型彩印铝箔阴阳复合袋的加工设备的制袋过程。
具体实施方式
22.下面结合附图和具体实施方式对本实用新型做进一步详细说明。
23.请参见图3和图4所示,本实用新型提供一种新型彩印铝箔阴阳复合袋的加工设备,其包括复合辊31、铝箔放卷架32、二放卷架33、送料辊34、折叠架35、牵引导辊36、热封刀37和裁切刀38。
24.由铝箔放卷架32引出铝箔物料41,由二放卷架33引出阳面第二层材料42,复合辊31设置在铝箔放卷架32和二放卷架33的一侧,由复合辊31承托分别由铝箔放卷架32引出的铝箔物料41和由二放卷架33引出的阳面第二层材料42,铝箔物料41和阳面第二层材料42在复合辊31上并排布设,其中,铝箔放卷架32和二放卷架33上相互并排布设。
25.复合辊31还用于承托印彩薄膜43,铝箔物料41、阳面第二层材料42和印彩薄膜43在复合辊31的压合下相粘合成为形成彩印铝箔阴阳复合膜44。具体地,复合辊31包括相对布设的第一辊筒和第二辊筒,由第一辊筒和第二辊筒共同实现对铝箔物料41、阳面第二层材料42和印彩薄膜43在复合辊31的压合。
26.送料辊34用于引导彩印铝箔阴阳复合膜44至折叠架35,折叠架35将彩印铝箔阴阳复合膜44进行折叠,由牵引导辊36将折叠后的彩印铝箔阴阳复合膜44进行引导输送,热封刀37设置在牵引导辊36的一侧并用于对彩印铝箔阴阳复合膜44进行热封加工,根据复合膜的整体厚度和热封材质特性对制袋热封烫刀设定适宜的温度(160~240℃)和压力(200~400kpa),并使其按照预设的制袋节拍对折叠后的复合薄膜进行热封,确保热封部位组成复合薄膜的可热封性材料在热量和压力作用下实现熔融并紧密结合为一体。
27.裁切刀38将经热封加工处理后的彩印铝箔阴阳复合膜44进行裁切加工,同步设定制袋机裁切刀38的裁切节拍并对热封后的复合薄膜沿其热封中线进行切断,最终制得正背图案始终严格对准的新型彩印铝箔阴阳复合袋。
28.具体地,折叠架35将彩印铝箔阴阳复合膜44沿彩印铝箔阴阳复合膜44的分界线进行折叠,具体地,折叠架35呈“k”型,通过折叠架35的承托以使彩印铝箔阴阳复合膜44输送过程中沿其阴面和阳面的分界线进行折叠。
29.在复合加工过程中,通过增设的铝箔放卷架32将已印有正背图案且经涂胶后的彩印薄膜与铝箔和阳面第二层材料42进行同步复合,其后再作为整体与其他基材(如聚丙烯薄膜等可热封性基材)进行整体复合,这种“拼复”的方式制得的复合卷膜是一体式的,正背图案同时位于卷膜的阴阳面上且是一一对应且严格对准。
30.另一方面,通过送料辊34可使得卷膜在成袋之前始终是一体的,并且采用同一套张力系统,不存在因为双放料张力控制不同步而带来的上下膜材间微小位移误差累积造成的正背印刷图案无法对准的情况,所以可确保阴阳复合袋的正背图案始终严格对准。
31.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。