1.本实用新型纺织机械技术领域,尤其涉及一种高速恒张力单丝分丝机。
背景技术:
2.在纺织织造中随着服装业往轻薄,透气方面发展,需要布匹采用细纱或者超细纱来织造,这些纱线在传统纺机设备上已经满足不了生产需求,需要采用更加精密的纺织机械来制造,特别是30d及以下单股纱线中,传统制造方式,产能低,品质差,损耗大,已经满足不了工业化的生产需求,制约纺织服装行业的多元化发展。超细单丝-主要指30d及以下的单股丝,是一种重要的纺织原料,广泛应用于织造窗帘、窗纱、婚纱、蕾丝花边、女装面料的纺织原料。目前市场上有两种生产方式:早期的生产纺纱是采用先纺粗旦的丝,在经过第二次拉伸方法,来制造细单丝,该生产方式产能很低,能耗很大,且纱线粗细不匀,在拉伸过程中温度的控制会影响后续面料的染色,布面的平整度。目前常用的方法,采用生产多股纱线,在用分丝设备分成单股丝,该方法解决了产能低下的问题,但在分丝过程中与早期的绕线方式一样,把单股纱线绕在铁管上,这种收卷方式存在弊端:收卷成型不容易控制,容易造成脱丝,生产损耗大;由于采用铁管作为饶纱载体,铁管本身分量重,再生产过程中耗能大,后续成品运输麻烦,整个重量铁管占比 30%,而且铁管还需返回,对远距离运输会造成很高的运输成本;铁管作为载体的饶纱方式织造的时候,布面出现经流、纬希显像,后续染色会上色不匀,成品布达不到使用要求。
技术实现要素:
3.为了解决铁管的饶纱载体造成收卷成型不容易控制,容易造成脱丝,生产损耗大的问题,以及利用铁管造成造成成品退绕张力过大而导致上下不均匀,自然捻度多问题,本实用新型采用以下技术方案:
4.一种高速恒张力单丝分丝机,包括多个收丝成型机构,收丝成型机构包括第一辊轴、第二辊轴、饶卷装置;饶卷装置包括饶卷筒和成型刀片,成型刀片分别与饶卷筒连接且饶卷筒的两端分别设置有一个成型刀片;第一辊轴上套设有槽筒箱,槽筒箱内设有导丝钩;第二辊轴上套设有辊筒;饶卷筒和成型刀片架置于辊筒上方;槽筒箱设置于辊筒前方;
5.还包括机架、母丝退绕装置、分丝装置、收丝成型装置;
6.机架包括电气箱、连接侧板、放置架;放置架包括第一放置架和第二放置架,第一放置架和第二放置架对称设置;第一放置架和第二放置架的同侧两端分别通过连接侧板连接;电气箱架设于第一放置架和第二放置架上;
7.分丝装置固定安装于电气箱上,分丝装置用于接收母丝退绕装置传输的母丝,并将母丝导入收丝成型装置中;
8.收丝成型装置包括多个收丝成型机构,多个收丝成型机构设置于第一放置架和第二放置架内,且饶卷筒为纸管;多个收丝成型机构还配置有收丝驱动机构;收丝驱动机构驱动多个收丝成型机构对被分丝后的单股纱线进行分丝绕卷。
9.电气装置固定安装于电气箱内,电气装置与母丝退绕装置、分丝装置、收丝成型装置电性连接。
10.具体的,母丝退绕装置包括第一驱动装置、母丝座、张力调整杆、张力传感器;第一驱动装置、张力调整杆、母丝座固定安装于连接侧板上;第一驱动装置的驱动端对与母丝座的一端通过第一同步带连接;张力传感器与张力调整杆的一端连接;
11.具体的,第一驱动装置为伺服电机。
12.具体的,母丝座包括转轴,转轴的两端分别设有压紧手柄和第一齿轮,转轴上还依次套设有两个限位座、轴承基座、轴承;且转轴设置于两个限位座之间;基座箱侧壁上开设有固定孔,转轴穿过固定孔,轴承基座与基座箱侧壁固定连接;第一驱动装置的驱动端固定安装有第二齿轮,第一齿轮与第二齿轮通过通过第一同步带连接。
13.具体的,收丝驱动机构包括横向驱动机构、绕卷驱动机构;收丝驱动机构固定于第一放置架上,横向驱动机构包括多个皮带轮、多个张紧轮、横向驱动电机、第二同步带;每个第一辊轴的一端与一个皮带轮连接,另一端安装于第一放置架的侧板上;多个张紧轮固定安装于侧板上;多个皮带轮、多个张紧轮、横向驱动电机的驱动端通过第二同步带传动连接;绕卷驱动机构包括多个皮带轮、多个张紧轮、绕卷驱动电机、第三同步带;每个第二辊轴的一端与一个皮带轮连接,另一端安装于第一放置架的侧板上;多个皮带轮、多个张紧轮、绕卷驱动电机通过第三同步带传动连接;加弹驱动机构在第二放置架的固定方式与在第一放置架上安装方式相同。
14.具体的,分丝装置包括罗拉电机、计数盘、打丝电机、分丝盘;罗拉电机、计数盘、打丝电机、分丝盘分别与电气箱侧壁固定连接。
15.综上,本实用新型本装置具有以下优点:该装置通过分丝装置、电气装置、母丝退绕装置、收丝成型装置实现对母丝的恒张力分丝,在高速运转中实现收放卷恒张力控制。该设备通过plc控制改变绕丝交叉角度,把横向力分布到纵向方向,减少横向力,这样普通纸管就可以了,由于单丝的特性,成型难,容易脱丝,通过长期实验,找到合理的端面斜度,加上横向驱动电机的不等速运动,实现良好的成型方式。通过plc控制横向驱动电机与绕卷驱动电机的转速比例,这样改变绕丝交叉角度,把横向力分布到纵向方向,减少横向力,这样原始的铁制的绕卷管就可以改成纸制的绕卷管,纸管比铁管的生产能耗上要降低30%,运输成本降低50%,降低了生产成本。由于普通铁制绕卷管的收卷方式,造成成品退绕张力过大上下不均匀,自然捻度多,通过该装置的纸质绕纱管,可以解决退绕张力不均匀,退绕张力降到很小,使其后续织造消除铁制绕卷管饶纱产生的品质问题。
附图说明
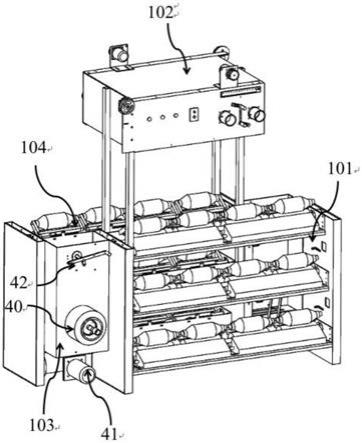
16.图1是一种高速恒张力单丝分丝机的结构示意图;
17.图2是一种高速恒张力单丝分丝机中收丝成型装置的结构示意图;
18.图3是一种高速恒张力单丝分丝机中分丝装置及电气箱的结构示意图;
19.图4是一种高速恒张力单丝分丝机中收丝成型机构的结构示意图;
20.图5是一种高速恒张力单丝分丝机中张力调整杆的结构示意图;
21.图6是一种高速恒张力单丝分丝机中母丝退绕装置的结构示意图;
22.附图标记:
23.101第一放置架;102电气箱;103连接板;104第二放置架;
24.201绕卷驱动电机;202皮带轮;203张紧轮;204第二同步带;205辊筒; 206饶卷筒;207槽筒箱;208第一辊轴;209第二辊轴;210横向驱动电机;211 第三同步带
25.301计数盘;302张力调整杆;303罗拉电机;304退捻轮;305分丝座;
26.401限位座;402转轴;403压紧手柄;404轴承基座;405轴承;406第一齿轮;407第二齿轮;408第一同步带;409伺服电机;421张力传感器;422固定座;423摆臂;424摆臂轴;425导丝轮。
具体实施方式
27.下面结合图1至图6对本实用新型做进一步说明。
28.一种高速恒张力单丝分丝机,包括机架、分丝装置、电气装置、母丝退绕装置、收丝成型装置。
29.(1)机架包括电气箱102、连接侧板、放置架、连接侧板。放置架包括第一放置架101和第二放置架104,为了提高生产效率,节约的设备成本以及场地的占用面积,所以将第一放置架101和第二放置架104对称设置,第一放置架 101和第二放置架104的同侧两端分别通过连接侧板连接。电气箱102架设于放置架上。
30.(2)母丝退绕装置包括伺服电机409、母丝座、张力调整杆302、张力传感器421。母丝座用于固定需要进行分丝处理的母丝,母丝座4包括转轴402,在转轴402上依次设置有压紧手柄403、限位座401、轴承基座404、轴承405、齿轮406。其中,为了取拿方便,所以在转轴402的顶端套设有压紧手柄403。限位座401有两个,母丝的纸管套设于转轴402上并由两个限位座401进行限位。转轴402穿过设置在基座箱1侧壁上的固定孔,然后轴承座404通过螺丝与基座箱1的侧壁垂直固定连接,这样将母丝座4分成基座箱1侧壁外部和内部两部分,这样方便操作。为了能精确控制,母丝退绕的速度以及张力,所以采用伺服电机 409来实现精确控制母丝退绕的速度,然后并根据纱线的品质,通过张力传感器 421来监测并调节丝线的张力的大小,实现纱线的恒张力退绕。张力调整杆3027 包括摆臂轴424、摆臂423、固定座422和导丝轮425,摆臂轴424的中央与固定座422连接,可转动摆臂轴424的两端分别于摆臂423、张力传感器421连接,摆臂423的三分之一处与摆臂轴的一端垂直连接,张力传感器421套设摆臂轴 424的一端,并与摆臂轴424的一端固定连接,两个导丝轮425分别垂直固定在摆臂的两端,且两端导丝轮425相对于摆臂轴424不对称。纱线通过两端的导丝轮425,摆臂423上下摆动,把纱线的张力变化传递给张力传感器421,通过张力传感器的信号控制伺服电机409放丝的快慢。伺服电机409的转轴402端设有第二齿轮407,转轴402末端固定安装有第一齿轮406,两齿轮之间通过第一同步带408进行传动连接,这样实现了伺服电机带动母丝座的转轴转动从而使得母丝退绕。
31.(3)收丝成型装置是将被分丝后的单股纱线进行收丝卷绕成形。收丝成型装置包括多个收丝成型机构和收丝驱动机构,收丝成型机构用于收丝绕卷成形,收丝驱动机构为收丝成型机构提供绕卷动力。第一放置架101和第二放置架104 上分别固定安装3个收丝成型机构,3个收丝成型机构沿竖直方向设置。每个收丝成型机构包括一个第一辊轴208、一个第二辊轴207、四个饶卷装置、四个辊筒205、两个槽筒箱207。一个饶卷装置包括一个饶卷筒206和两个成型刀片,两个成型刀片固定安装于饶卷筒两端,饶卷筒206为纸筒。第一辊轴
208上套设有三个槽筒箱207,第二辊轴207上套设有三个辊筒205,每个饶卷筒206与每个辊筒205位置对应且饶卷筒206架置于辊筒205上方。每个槽筒箱207设置于每个辊筒205前方,由于每个槽筒箱中设有导丝钩,导丝钩可以控制分丝的方向。
32.原来母丝分卷在饶卷筒上的分丝绕卷成型方式是纱线跟绕卷管横向几乎没有角度,这样纱线的回缩力全部在横向上,现在为了改变成型方式,使回缩力一部分在横向一部分在纵向,解决单丝成型难,容易脱丝的问题,所以通过收丝驱动机构来控制成型。收丝驱动机构包括横向驱动机构和绕卷驱动机构;收丝驱动机构固定于第一放置架101上的放置方式为:第一放置架101的两侧壁上分别固定驱动机构和绕卷驱动机构。横向驱动机构用于驱动槽筒箱的往复运动,横向驱动机构包括3个皮带轮203、2个张紧轮203、横向驱动电机210、第二同步带 204;每个第一辊轴208的一端与一个皮带轮203连接,另一端安装于第一放置架101的侧板上。皮带轮203、张紧轮203、横向驱动电机210的驱动端通过第二同步带204传动连接。绕卷驱动机构用于驱动饶卷筒的旋转运动。绕卷驱动机构包括3个皮带轮203、2个张紧轮203、绕卷驱动电机201、第三同步带211;每个第二辊轴的一端与一个皮带轮203连接,另一端安装于第一放置架101的侧板上。皮带轮203、张紧轮203、绕卷驱动电机201通过第三同步带211传动连接;加弹驱动机构在第二放置架104的固定方式与在第一放置架101上安装方式相同。通过控制横动电机的转速与收卷电机的转速比例,实现角度纱线收卷方向与绕卷管横向形成22度到30度之间,饶卷筒206通过辊筒205摩擦带动,通过槽筒箱207的往复运动,实现每股纱线分别绕在饶卷筒206上,并具有良好的成型方式。
33.(4)分丝装置包括罗拉电机303、计数盘301、打丝电机304、分丝座305。罗拉电机303、计数盘301、退捻轮304设置于同一平面内。分丝装置有两个,两个分丝装置分别固定安装于电气箱102对称的两侧面上,且分别与两个收丝成形装置位置对应,实现接收对应母丝退绕装置传输的母丝,并将母丝导入收丝成型装置中。
34.(5)电气装置固定安装于电气箱102中。电气装置包括plc,plc与伺服电机409、罗拉电机303、横向驱动电机210、绕卷驱动电机201、打丝电机304 电性连接。整个生产过程采用plc控制,实现在生产过程中,利用程序实现伺服电机控制放卷张力,罗拉电机控制收卷张力来实现高速、恒张力的收放卷功能。前市场上普通分丝机的收卷方式在收卷工程中产生的回缩应力很大,收卷没有交叉角度,顾横向受力过大,通用纸管承受不起,故采用铁制的绕卷管来提高强度,本装置中通过plc控制电机改变绕丝交叉角度,把横向力分布到纵向方向,减少横向力,这样普通纸管就可以了,由于单丝的特性,成型难,容易脱丝,通过长期实验,找到合理的端面斜度,加上横动电机的不等速运动,实现良好的成型方式。
35.该装置的分丝过程为:安装于母丝座上的母丝依次通过张力调整杆302、计数盘301、打丝电机304、分丝座305后,将母丝分成12个单丝,单丝分别与每个饶卷筒连接,饶卷筒通过辊筒205摩擦带动,通过槽筒箱207的往复运动,把每股纱线分别绕在饶卷筒上。
36.该装置的优点为:
37.1.本设备通过plc控制改变绕丝交叉角度,把横向力分布到纵向方向,减少横向力,这样普通纸管就可以了,由于单丝的特性,成型难,容易脱丝,通过长期实验,找到合理的端面斜度,加上横向驱动电机的不等速运动,实现良好的成型方式。
38.2.通过plc控制横向驱动电机与绕卷驱动电机的转速比例,这样改变绕丝交叉角度,把横向力分布到纵向方向,减少横向力,这样原始的铁制的绕卷管就可以改成纸制的绕
卷管,纸管比铁管的生产能耗上要降低30%,运输成本降低50%,降低了生产成本。
39.3.由于普通铁制绕卷管的收卷方式,造成成品退绕张力过大上下不均匀,自然捻度多,通过该装置的纸质绕纱管,可以解决退绕张力不均匀,退绕张力降到很小,使其后续织造消除铁制绕卷管饶纱产生的品质问题。
40.4.该装置通过分丝装置、电气装置、母丝退绕装置、收丝成型装置实现对母丝的恒张力分丝,在高速运转中实现收放卷恒张力控制。
41.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
