一种汽车门槛类产品件辊压在线双工位切断装置
1.技术领域
2.本发明涉及一种切断装置,特别是一种汽车门槛类产品件辊压在线双工位切断装置。
背景技术:
3.汽车车身门槛类产品是汽车车身中较为重要的安全性构件,其产品多为一面开口的截型,如图2所示。产品件设有底边、两条法兰边和两条立边。通常汽车车身的门槛类产品件的加工工艺过程是在线辊压成型后采用在线冲切装置进行切断。目前汽车零部件生产行业的汽车门槛类产品件在线辊压成型后的切断工序是采用单工位冲切工艺加工完成。单工位冲切就是在辊压生产线设置切断装置,该切断装置设置一个冲切工位,一次由动刀、静刀完成对汽车门槛类产品件底边、两条法兰边和两条立边的切断。这种传统切断装置存在的问题是:对于原材料强度较高的开口截型门槛类产品针在冲切垂直立边时,由于切断刀的受力面积小,导致动刀局部磨损较快,降低了动刀的使用寿命,而且产品件的垂直立边冲切后容易产生毛刺,影响产品质量。
技术实现要素:
4.本发明的目的在于提供一种能够有效提高产品件切断质量且延长切刀寿命的汽车门槛类产品件辊压在线双工位切断装置。
5.本发明所述问题是以下述技术方案实现的:一种汽车门槛类产品件辊压在线双工位切断装置,安装在辊压生产线末端,包括底座,底座上前后对应的设置第一切断机构和第二切断机构,第一切断机构邻近辊压生产线,第一切断机构设有第一切断油缸,第一切断油缸经第一上模板驱动上动刀,上动刀中部设有底边冲切刀,底边冲切刀两侧设置法兰边冲切刀,底边冲切刀和法兰边冲切刀之间设置让位槽,由上动刀冲切产品件的法兰边和底边;所述第二切断机构设有第二切断油缸、第二上模板和滚刀,滚刀经滚刀安装块与第二上模板连接,第二切断油缸驱动第二上模板运动,两套可相对滚刀安装块自由转动的滚刀在随第二上模板向下运动的过程中切断产品件的两侧立边。
6.上述汽车门槛类产品件辊压在线双工位切断装置,所述第二切断工位设有第二支座、第二下模板、第二下静刀固定座和滚刀导向块,第二支座下部与底座固定,第二油缸固定在第二支座顶部,第二下模板固定在底座上,两块第二下静刀固定座对称固定在第二下模板的两侧,第二下静刀装配在两块第二下静刀固定座之间,滚刀导向块位于第二下静刀上部,滚刀导向块的两侧分别与第二下静刀固定座固定,前后对应的两块滚刀导向块对滚刀安装块和滚刀运动导向。
7.上述汽车门槛类产品件辊压在线双工位切断装置,所述滚刀安装块设置两块,两
块滚刀安装块之间设有中间固定块,滚刀安装块与中间固定块之间设有用于调整滚刀安装块横向位置的调整垫片,滚刀安装块、中间固定块和调整垫片由螺栓固定。
8.上述汽车门槛类产品件辊压在线双工位切断装置,滚刀由产品件立边的内侧将立边切断,滚刀竖直中心线相对产品件的立边向内侧偏移。
9.上述汽车门槛类产品件辊压在线双工位切断装置,所述第一切断机构设有第一切断支座、动刀导向块、第一下模板和第一下静刀固定座,第一切断支座下部与底座固定,第一切断油缸固定在第一切断支座上部,第一油缸活塞杆连接第一上模板;第一下模板固定在底座上,两块第一下静刀固定座对称固定在第一下模板的两侧,第一下静刀固定在两块第二下静刀固定座之间,动刀导向块的两侧分别与第一下静刀固定座固定,前后对应的两块动刀导向块对动刀运动导向。
10.上述汽车门槛类产品件辊压在线双工位切断装置,第一下静刀固定座上设有导套和氮气弹簧,第一上模板连接导柱,导柱与导套滑动配合,氮气弹簧弹性连接第一上模板;第二下静刀固定座上设有导套和氮气弹簧,第二上模板连接导柱,导柱与导套滑动配合,氮气弹簧弹性连接第二上模板。
11.上述汽车门槛类产品件辊压在线双工位切断装置,第一上模板和第二上模板分别设置限位块。
12.本发明所述装置安装在辊压生产线末端,所述装置在两个工位分别采用两个切断机构对开口截形的汽车门槛类产品件进行两次切断,其中第一切断机构切断产品件的底边和法兰边,第二切断机构切断产品件的立边。第二切断机构针对传统冲切刀具寿命低、冲切质量差的问题,将第二切断工位切立边的刀具设计为滚刀,使刀具在摩擦旋转的过程中完成切立边,这样,可以减少刀具的局部磨损,大大延长了切刀的使用寿命,且提高了产品件的切断质量。本发明还具有结构简单、便于安装、便于维护的优点。
附图说明
13.下面结合附图对本发明作进一步说明。
14.图1是本发明的结构示意图;图2是汽车门槛类产品件的结构示意图;图3是图2的左视图;图4是第一切断机构的结构示意图(第一支座、第一油缸未显示);图5是第一切断机构对产品件法兰边和底边切断前的结构示意图;图6是第一切断机构对产品件法兰边和底边切断后的结构示意图;图7是第二切断机构的结构示意图(第二支座、第二油缸未显示);图8是第二切断机构对产品件立边切断前的结构示意图;图9是第一切断机构对产品件立边切断后的结构示意图;图10 是图8的a-a剖视图;图11 是图8的b-b剖视图。
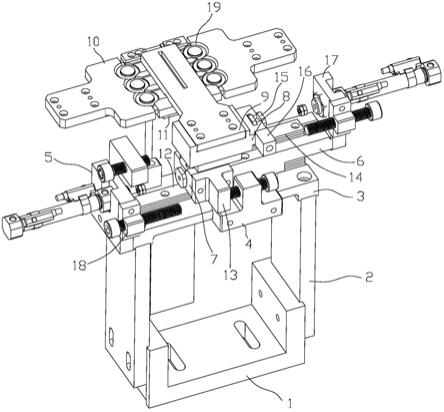
15.图中各标号清单为:1、底座,2、产品件,2-1、法兰边,2-2、立边,2-3、底边,3、第一切断支座,4、第一切断油缸,5、第二切断支座,6、第二切断油缸,7、第一上模板,8、上动刀,8-1、法兰边切断刀,8-2、让位槽,8-3、底边切断刀,9、动刀导向块,10、第一下静刀,11、第一
下模板,12、第一下静刀固定座,13、导柱,14、限位块,15、氮气弹簧,16、第二上模板,17、第二下静刀固定座,18、滚刀安装块,19、调整垫片,20、中间固定块,21、滚刀,22、滚刀导向块,23、第二下静刀,24、第二下模板。
具体实施方式
16.本发明所述汽车门槛类产品件通常如图2、图3所示,产品件2的截形为凹形,上部有两个法兰边2-1,底部为底边2-3,两侧的立边2-2分别连接法兰边和底边。辊压生产线对产品件辊压成型后,在线由切断装置按照定长切断。为解决在一台切断装置上一次切断产品件刀具磨损严重、切断质量差的问题,本发明所述双工位切断装置设有两个切断工位,由第一切断工位切断产品件的法兰边和底边,第二切断工位切断产品件的两侧立边。
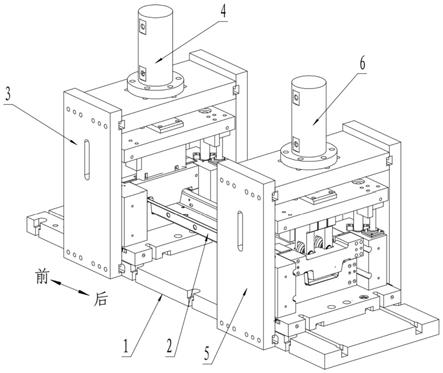
17.参看图1,本发明装置安装在辊压生产线的末端,其构成包括底座1,底座上前后对应的设置第一切断机构和第二切断机构,第一切断机构邻近辊压生产线,即辊压生产线产出的产品件先进入第一切断机构,再进入第二切断机构,第一切断机构与第二切断机构前后位置对应。第一切断机构设有第一切断支座3,第一切断支座下部与底座固定,第一切断油缸4固定在第一切断支座上部。第二切断机构设有第二切断支座5,第二切断支座下部与底座固定,第二切断油缸6固定在第二切断支座上部。
18.参看图1和图4-图6,第一切断机构设有第一上模板7、上动刀8、动刀导向块9、第一下静刀10、第一下模板11和两块第一下静刀固定座12。第一切断油缸连接第一上模板,第一上模板连接上动刀。第一下模板固定在底座上,两块第一下静刀固定座对称固定在第一下模板的两侧,第一下静刀固定在两块第一下静刀固定座之间,动刀导向块的两侧分别与第一下静刀固定座固定。前后对应的两块动刀导向块对动刀进行运动导向,以保证上动刀的运动平稳性。上动刀中部设有底边冲切刀8-3,底边冲切刀的刀刃为斜边,底边冲切刀两侧设置法兰边冲切刀8-1,底边冲切刀和法兰边冲切刀之间设置让位槽8-2,让位槽的宽度要大于产品件立边的厚度。第一切断装置工作时,第一切断油缸带动上模板、上模板带动上动刀,上动刀与第一下静刀配合,冲切产品件的法兰边和底边,冲切过程让位槽对应产品件的立边,冲切完成后立边处未切断。
19.参看图1和图7-图11,为所述第二切断机构设有第二上模板16、滚刀21、滚刀安装块18、第二下静刀固定座17、第二下静刀23、滚刀导向块22和第二下模板24。滚刀安装块设置两块,滚刀安装块由第二下模板驱动,每块滚刀安装块的下端分别安装一套滚刀,滚刀可相对滚刀安装块自由转动,各滚刀的外侧分别对应切断产品件一条立边。第二下模板固定在底座上,两块第二下静刀固定座对称固定在第二下模板的两侧,第二下静刀固定在两块第一下静刀固定座之间,滚刀导向块的两侧分别与第一下静刀固定座固定。第二切断机构工作过程,第二切断油缸驱动第二上模板运动,第二上模板经滚刀安装块带动两套滚刀运动,滚刀在向下运动的过程中将产品件的两侧立边切断。两滚刀的竖直中心线相对所邻近产品件的立边向内侧偏移,以避免滚刀冲切过程发生顶死。两块滚刀安装块之间设有中间固定块20,滚刀安装块与中间固定块之间设有用于调整滚刀安装块横向位置的调整垫片19,更换不同厚度的调整垫片及中间固定块可以调整滚刀的横向位置,滚刀安装块、中间固定块和调整垫片由穿过上述三者的螺栓固定,中间固定块与第二上模板螺栓连接。滚刀导向块前后对应的设置两块,两块滚刀导向块对合固定,两者之间构成对滚刀安装块运动限
位的限位槽。本发明第二切断机构采用滚刀冲切立边,在切断过程中,滚刀依靠油缸施加的向下的压力和产品件之间的摩擦力实现转动,滚刀在旋转过程中完成切立边,滚刀相对产品件滚动摩擦,摩擦阻力大大减低且避免刀具的局部磨损,因而大幅度延长了切刀的使用寿命,切断质量明显提高。
20.参看图4和图7,为保证上模板运动平稳,第一下静刀固定座上设有导套和氮气弹簧15,第一上模板连接导柱13,导柱与导套滑动配合,氮气弹簧弹性连接第一上模板,第一上模板还设有对上模板运动限位的限位块14。同理,第二下静刀固定座上设有导套和氮气弹簧15,第二上模板连接导柱13,导柱与导套滑动配合,氮气弹簧弹性连接第二上模板。第二上模板设有限位块14。
21.本发明的工作过程如下:当汽车门槛类产品通过带有动力的辊压成型工序完成了产品截型的成型后,依靠辊压生产线所产生的传动动力,进入第一冲切工位;当辊压生产线按照门槛类产品的长度要求加工出一定长度后,辊压生产线停止工作,第一切断机构动作,完成产品件两法兰边和底边的切断;然后辊压工序重新启动,将汽车门槛类产品件继续向前推动,产品件进入第二冲切工位,两套切断机构的间距要与产品件的长度相等,辊压生产线停止工作,第二切断机构工作,进行第二序切断动作,完成两立边的切断。这样一件门槛类产品在线辊压、切断工序完成。设备循环工作,完成批量门槛件产品的加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。