1.本发明涉及材料技术领域,具体涉及一种热弯玻璃的化学强化方法、热弯强化玻璃及电子设备。
背景技术:
2.随着电子设备的快速发展和人民生活水平的日益提高,人们越来越注重电子设备的外观美感和使用手感,热弯玻璃是由平板玻璃在模具中加热软化靠自重或加配重等方法成型,再经退火制成的曲面玻璃,它的边缘可以呈弯曲状态,用于电子设备上,不仅可以增加电子设备的外观新颖性,还可以提升用户的使用手感。玻璃经过热弯时,表面要趋于能量最低状态,碱性金属离子就会向玻璃表面聚集,导致热弯玻璃表面离子排布更加紧密,所以与冷加工玻璃相比,热弯玻璃强化时离子交换会更加困难,即相同强化条件下,热弯玻璃的离子交换深度会小于冷加工玻璃的,也就是说热弯玻璃采用同样的化学强化条件时的强化效果低于冷加工玻璃的化学强化效果。
技术实现要素:
3.本技术内容旨在至少解决现有技术中存在的技术问题之一。为此,在本技术的第一个方面,提供一种热弯玻璃的化学强化方法,使得热弯玻璃在化学强化后能达到与冷加工玻璃化学强化相同的强化效果,所述化学强化方法包括:
4.将玻璃预制品进行热弯成型得到热弯玻璃,所述热弯玻璃的厚度为0.50m-1.0mm;
5.将热弯玻璃进行第一预热;
6.将第一预热后的热弯玻璃放入第一熔盐中进行第一步强化,所述第一步强化条件满足以下关系式一至关系式四的其中一个;
7.t=0.16t a,-9≤a≤224,600≤t<650关系式一;
8.t=0.22t b,-49≤b≤185,650≤t<700关系式二;
9.t=0.12t c,15≤c≤255,700≤t≤750关系式三;
10.t1=0.02t d,350≤d≤442,600≤t≤750关系式四;
11.其中,所述t为第一步强化的时间,所述t的取值范围为95min-355min,所述t为所述热弯玻璃热弯成型的温度,所述t1为第一步强化的温度,所述t1的取值范围为362℃-457℃。
12.在本技术的第二个方面,提供一种热弯强化玻璃,所述热弯强化玻璃由上面所述的化学强化方法制备得到。
13.在本技术的第三个方面,提供一种电子设备,所述电子设备包括如上面所述的热弯强化玻璃。
14.本发明的有益效果:本技术根据热弯玻璃不同的成型温度区间设置第一步强化时的时间与热弯成型的温度的关系式,以及设置第一步强化时的温度与热弯成型的温度的关系式,使得强化后的热弯玻璃的钾离子交换深度和钠离子交换深度较大,离子交换率越高,
有利于增强玻璃强度,并且玻璃表面压应力、钠离子和钾离子分解出的应力以及中心张应力均较小,具有较强的耐冲击能力,可增强热弯玻璃强度,使得热弯玻璃在化学强化后能达到与冷加工玻璃化学强化相同的强化效果。
具体实施方式
15.以下所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
16.本发明一实施例提供一种热弯玻璃的化学强化方法,包括步骤s100、步骤s200以及步骤s300,具体步骤如下所述。
17.步骤s100,将玻璃预制品进行热弯成型得到热弯玻璃,热弯玻璃的厚度为0.50mm-1.0mm。玻璃预制品可为平面片材或具有一定的三维形状。在该步骤中,还包括在热弯成型后经cnc加工-扫边-抛光后-清洗等工序得到待强化的热弯玻璃,其中,cnc加工是指计算机数字化控制精密机械加工。
18.具体的,将厚度为0.50mm-1.0mm的待热弯的平面玻璃放入热弯机中,加热使玻璃的热弯成型温度至600-750℃,保温1-10min,加热过程中要持续向热弯机中通入氮气,保温结束后缓慢、均匀地冷却至室温,即可得到热弯玻璃;
19.步骤s200,将热弯玻璃进行第一预热。第一预热的目的是使等待第一步强化的热弯玻璃提前升温,减少热弯玻璃产品因骤热导致破碎。在进一步的实施例中,第一预热的温度为280℃-400℃,第一预热的时间为15min-60min。
20.步骤s300,将第一预热后的热弯玻璃放入第一熔盐中进行第一步强化,第一步强化条件满足以下关系式一至关系式四的其中一个:
21.t=0.16t a,-9≤a≤224,600≤t<650关系式一;
22.t=0.22t b,-49≤b≤185,650≤t<700关系式二;
23.t=0.12t c,15≤c≤255,700≤t≤750关系式三;
24.t1=0.02t d,350≤d≤442,600≤t≤750关系式四;
25.其中,t为第一步强化的时间,t的取值范围为95min-355min,t为热弯玻璃热弯成型的温度,t1为第一步强化的温度,t1的取值范围为362℃-457℃。
26.化学强化方法是将待强化的玻璃置于熔融的碱盐中,使玻璃表层中的离子与熔盐中的离子交换,由于交换后的体积变化,在玻璃的两表面形成压应力,内部形成张应力,从而达到提高玻璃的强度效果。本技术在第一步强化过程中,当热弯玻璃的成型温度不同时,热弯玻璃表面的粒子分布状态不同,因此在第一步强化时的时间和温度会影响离子交换效果。本技术通过大量实验发现,当第一预热后的热弯玻璃在进行第一步强化时的条件满足上述四个关系式中的其中一个关系式时,所制备的热弯玻璃强化效果较佳,上述关系式一至关系式三是热弯玻璃在不同的热弯成型的温度区间内与第一步强化时间的关系式,关系式四是热弯玻璃在不同的热弯成型的温度与第一步强化的温度的关系式。通过实验发现,在本技术范围内,强化后的热弯玻璃的钾离子交换深度和钠离子交换深度较大,说明在强化阶段离子交换率越高,有利于增强玻璃强度。通过实验发现,在本技术范围内,中心张应力均较小,上述值越小,耐冲击能力越强,同样说明增强的热弯玻璃强度。
27.在进一步的实施例中,第一熔盐按质量百分数计,包括33%-69.5%的nano3和30.5%-67%的kno3。在第一步强化阶段,玻璃表面的小半径碱金属锂离子被第一熔盐中大半径碱金属钠离子置换,玻璃表面钠离子被第一熔盐中大半径钾离子置换,钾离子的半径大于钠离子的半径,钠离子的半径大于锂离子的半径,因此可在玻璃表面产生“挤塞”效应,达到玻璃增强的效果。第一熔盐中的nano3和kno3的用量会影响离子交换效果,采用上述配方比效果较佳。优选的,第一熔盐按质量百分数计,包括34%-50%的nano3和50%-66%的kno3。优选的,第一熔盐按质量百分数计,包括35%-40%的nano3和60%-65%的kno3。优选的,第一熔盐按质量百分数计,包括36.5%-38%的nano3和62%-63.5%的kno3。
28.在进一步的实施例中,玻璃预制品的化学成分按摩尔百分数计,包括20%-80%的sio2、2%-30%的al2o3、1%-20%的li2o、3%-25%的na2o以及1%-10%的其他成分。其中其他成分包括cao、mgo、p2o5等。在本技术中,优先采用上述配方的玻璃预制品在热弯后进行第一步强化。
29.在进一步的实施例中,化学强化方法还包括:
30.将第一步强化后的热弯玻璃放入第二熔盐中进行第二步强化,第二步强化的温度为360℃-455℃,第二步强化的时间为20min-280min。第二步强化则再进一步地提升离子交换率,第二步强化后,在原本的玻璃表层的应力层中,形成了一层二次强化应力层,双层的应力层能够有效地降低玻璃的翘曲,提升玻璃的抗冲击性能。
31.在进一步的实施例中,第二熔盐按质量百分数计,包括1.5%-52%的nano3和48%-98.5%的kno3。在第二步强化阶段,玻璃表面剩余的小半径碱金属锂离子被第二熔盐中大半径碱金属钠离子置换,玻璃表面剩余的钠离子被第二熔盐中大半径钾离子置换。第二熔盐中的nano3和kno3的用量会影响离子交换效果,采用上述配方比效果较佳。优选的,第二熔盐按质量百分数计,包括5%-30%nano3和70%-95%kno3。优选的,第二熔盐按质量百分数计,包括7%-20%nano3和80%-93%kno3。优选的,第二熔盐按质量百分数计,包括9.5%-11%nano3和89%-90.5%kno3。
32.在进一步的实施例中,热弯玻璃的厚度为0.55m-0.65mm。当热弯玻璃的厚度设置在0.55mm-0.65mm时效果较佳。
33.在进一步的实施例中,将第一步强化后的热弯玻璃放入第二熔盐中之前,化学强化方法还包括:
34.将第一步强化后的热弯玻璃进行第二预热,第二预热的温度为280℃-400℃,第一预热的时间为15min-60min。第二预热的目的是使等待第二步强化的热弯玻璃提前升温,减少产品因骤热而导致破碎。
35.本发明一实施例还提供一种热弯强化玻璃,热弯强化玻璃由上面任一项的化学强化方法制备得到。其中热弯强化玻璃的形状不限,可根据实际需要来设置。
36.本发明一实施例还提供一种电子设备,电子设备包括如上面的热弯强化玻璃。电子设备包括手机、平板电脑、笔记本、穿戴产品、智能家庭终端等电子设备。
37.为了更好的说明本发明的技术方案,下面结合多个具体实施例进行说明。
38.实施例1
39.将0.55mm厚度的平面玻璃预制品放入热弯机中,加热至650℃(即热弯成型的温度为650℃),保温2min,其中,平面玻璃预制品的化学成分按摩尔百分数计,包括35-70%的
sio2、15-30%的al2o3、1-10%的li2o、5-15%的na2o以及3-10%的其他成分。冷却至室温后经cnc加工-扫边-抛光后-清洗等工序得到待强化的热弯玻璃。
40.将热弯玻璃放入预热炉中进行第一预热,第一预热的时间为118min,第一预热的温度为300℃。
41.预热完毕后,将热弯玻璃放置在质量分数为38%的nano3和62%的kno3、温度为380℃的第一熔盐中,进行第一步强化,其中,第一步强化的时间为90min。
42.第一步强化结束后,将玻璃直接出炉自然降至100℃以下后进行第二步强化,将玻璃先放入预热炉中进行第二预热,第二预热的时间为35min,第二预热的温度为300℃,预热完毕后,将玻璃放置质量分数分别为9%的nano3和91%的kno3、温度为380℃的第二熔盐中,进行第二步强化,其中,第二步强化的时间为26min,得到强化后的玻璃。
43.实施例2
44.将0.55mm厚度的平面玻璃预制品放入热弯机中,加热至650℃(即热弯成型的温度为650℃),保温2min,其中,平面玻璃预制品的化学成分按摩尔百分数计,包括35-70%的sio2、15-30%的al2o3、1-10%的li2o、5-15%的na2o以及3-10%的其他成分。冷却至室温后经cnc加工-扫边-抛光后-清洗等工序得到待强化的热弯玻璃。
45.将热弯玻璃放入预热炉中进行第一预热,第一预热的时间为95min,第一预热的温度为383℃。
46.预热完毕后,将热弯玻璃放置在质量分数为38%的nano3和62%的kno3、温度为380℃的第一熔盐中,进行第一步强化,其中,第一步强化的时间为90min。
47.第一步强化结束后,将玻璃直接出炉自然降至100℃以下后进行第二步强化,将玻璃先放入预热炉中进行第二预热,第二预热的时间为35min,第二预热的温度为300℃,预热完毕后,将玻璃放置质量分数分别为9%的nano3和91%的kno3、温度为380℃的第二熔盐中,进行第二步强化,其中,第二步强化的时间为26min,得到强化后的玻璃。
48.实施例3
49.与实施例1不同的是,玻璃成型温度为630℃,第一步强化时间为116min,其他与实施例1相同,制备得到强化后的玻璃。
50.实施例4
51.与实施例1不同的是,玻璃成型温度为680℃,第一步强化时间为124min,其他与实施例1相同,制备得到强化后的玻璃。
52.实施例5
53.与实施例1不同的是,玻璃成型温度为730℃,第一步强化时间为130min,其他与实施例1相同,制备得到强化后的玻璃。
54.实施例6
55.与实施例1不同的是,玻璃成型温度为630℃,第一步强化时间为95min,第一步强化的温度为363℃,其他与实施例1相同,制备得到强化后的玻璃。
56.实施例7
57.与实施例1不同的是,玻璃成型温度为680℃,第一步强化时间为95min,第一步强化的温度为367℃,其他与实施例1相同,制备得到强化后的玻璃。
58.实施例8
59.与实施例1不同的是,玻璃成型温度为730℃,第一步强化时间为95min,第一步强化的温度为370℃,其他与实施例1相同,制备得到强化后的玻璃。
60.实施例9
61.与实施例1不同的是,第一熔盐按质量百分数计,包括37%nano3和63%kno3,第二熔盐按质量百分数计,包括10%nano3和90%kno3,其他与实施例1相同,制备得到强化后的玻璃。
62.参考实施例
63.与实施例1不同的是,直接将0.55mm厚度的平面玻璃经过相同cnc加工-扫边-抛光后-清洗等工序得到的玻璃进行强化,在本实施例中,玻璃是冷玻璃,是没有进行热弯成型的热弯玻璃。具体的,将玻璃放入预热炉中进行第一预热,第一预热的时间为95min,第一预热的温度为300℃。
64.预热完毕后,将热弯玻璃放置在质量分数为38%的nano3和62%的kno3、温度为380℃的第一熔盐中,进行第一步强化,其中,第一步强化的时间为90min。
65.第一步强化结束后,将玻璃直接出炉自然降至100℃以下后进行第二步强化,将玻璃先放入预热炉中进行第二预热,第二预热的时间为35min,第二预热的温度为300℃,预热完毕后,将玻璃放置质量分数分别为9%的nano3和91%的kno3、温度为380℃的第二熔盐中,进行第二步强化,其中,第二步强化的时间为26min,得到强化后的玻璃。
66.对比例1
67.与实施例1不同的是,玻璃成型温度为630℃,第一步强化的时间为85min,第一步强化的温度为362℃,其他与实施例1相同,制备得到强化后的玻璃。
68.对比例2
69.与实施例1不同的是,玻璃成型温度为680℃,第一步强化的时间为90min,第一步强化的温度为362℃,其他与实施例1相同,制备得到强化后的玻璃。
70.对比例3
71.与实施例1不同的是,玻璃成型温度为730℃,第一步强化的时间为95min,第一步强化的温度为362℃,其他与实施例1相同,制备得到强化后的玻璃。
72.对比例4
73.与实施例1不同的是,玻璃成型温度为630℃,第一步强化的时间为85min,第一步强化的温度为360℃,其他与实施例1相同,制备得到强化后的玻璃。
74.对比例5
75.与实施例1不同的是,玻璃成型温度为680℃,第一步强化的时间为95min,第一步强化的温度为362℃,其他与实施例1相同,制备得到强化后的玻璃。
76.对比例6
77.与实施例1不同的是,玻璃成型温度为730℃,第一步强化的时间为95min,第一步强化的温度为364℃,其他与实施例1相同,制备得到强化后的玻璃。
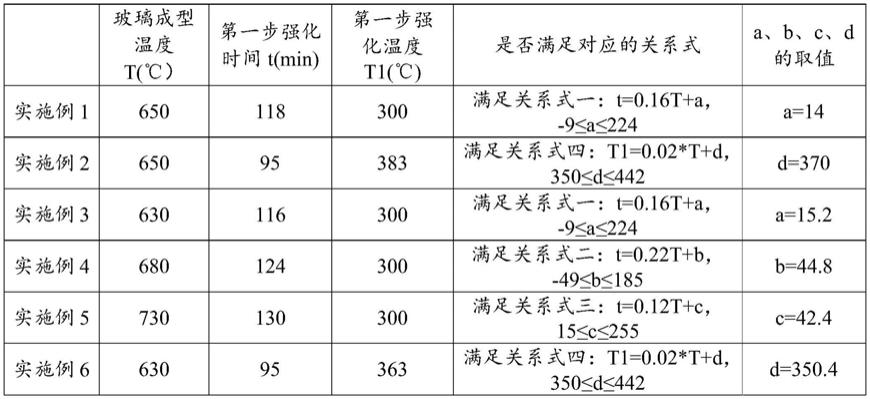
78.上述实施例1至实施例8、参考实施例以及对比例1至对比例6的第一步强化时的时间或者温度与热弯成型的温度之间的关系如表1所示。
79.表1
[0080][0081][0082]
将上述实施例1至实施例8、参考实施例以及对比例1至对比例6制备得到的玻璃进行性能测试,包括钾离子交换深度(用dol表示)、钠离子交换深度(用doc表示)、玻璃表面应力(用cs表示)、钠离子和钾离子分界处的应力(用csk表示)以及中心张应力(ct),其中doc和ct采用slp-1000测试得到,dol、cs采用fsm-6000leuv测试得到,csk是利用slp-1000和fsm-6000leuv测试结果拟合得到。具体结果如表2所示。
[0083]
表2
[0084][0085][0086]
从表1和表2可以看出实施例1至实施例9在满足本技术条件下制备的玻璃具有较好的效果。具体的,实施例1和实施例3中的第一步强化时间与玻璃成型温度满足关系式一,实施例2、实施例6至实施例8中的第一步强化温度与玻璃成型温度满足关系式四,实施例4中的第一步强化温度与玻璃成型温度满足关系式二,实施例5中的第一步强化温度与玻璃成型温度满足关系式三;而对比例1和对比例4不满足于关系式一和关系式四,对比例2和对比例5不满足于关系式二和关系式四,对比例3和对比例6不满足于关系式三和关系式四;从表2中可看出实施例1至实施例8的各项指标与对照实施例相近,这说明将热弯玻璃采用本技术的方法进行强化时能达到与平面玻璃强化相同的效果,并且比对比例1至对比例6的效果要好,虽然实施例5和实施例7的钠离子交换深度(doc)小于对比例,但实施例5和实施例7的综合性能比对比例要好。对比例1中至对比例6的各项指标低于参照实施例,说明在不满足本技术设置的条件时,热弯玻璃的强化效果较差。
[0087]
其中实施例9与实施例1相比,由于调整了第一熔盐和第二熔盐中的组分比例,使得实施例9中的钠离子和钾离子分界处的应力(csk)明显低于实施例1,说明略调整第一熔盐和第二熔盐中的组分有利于增强化学强化效果,提升热弯玻璃的抗冲击能力。
[0088]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。