1.本技术涉及卷焊装置领域,尤其是涉及一种卷绕电池的卷焊装置。
背景技术:
2.卷绕电池是指以卷绕方式组合成形的电芯所组成的电池,卷绕电池包括电芯及壳体,电芯由极片和隔膜叠加后绕电芯卷轴而成,极片包括涂覆区及空箔区,空箔区纵向间隔剔除后形成若干个间隔设置的极耳,且在极片卷绕后,若干个极耳形成若干圈内外间隔设置的极耳圈,为了保证电芯的实际过流能力与设计能力一致,因此,需要对极片进行卷绕并对极耳圈进行焊接,并在焊接后将极耳圈与壳体进行焊接。
3.而现有的卷绕焊接设备为分体式结构,即卷绕设备与焊接设备间独立设置。卷绕设备对极片进行卷绕后,将卷绕完成的电芯输送至焊接工位对极耳进行下一步焊接,两个设备工位及流水线占用了大量的空间。电芯的物流运转容易造成碎屑,且电芯的运送也容易造成碰撞及极耳错位的问题。
技术实现要素:
4.本技术主要解决现有技术所存在的现有卷焊设备为分体结构,卷绕设备与焊接设备间独立设置,占用了大量空间且在电芯的运送过程中容易造成碎屑、碰撞及极耳错位的技术问题,提供一种可对极片进行边卷绕边焊接、焊接机构及卷绕机构一体化设置的卷绕电池的卷焊装置。
5.为了解决上述技术问题实现上述申请目的,本技术提供一种卷绕电池的卷焊装置,用于对极片边卷绕边焊接,包括焊接机构及卷绕机构,其特征在于,所述卷绕机构用于驱动电芯卷轴周向转动,在所述电芯卷轴的转动下,极耳形成若干个极耳圈,且最外侧的所述极耳圈及相邻所述极耳圈形成极耳圈组;所述焊接机构用于对所述极耳圈组进行焊接,所述焊接机构设置有焊接点;在所述电芯卷轴的转动过程中,所述焊接点始终设置在最外层的所述极耳圈上;在所述电芯卷轴的转动下,所述焊接点形成径向运动轨迹。
6.在一可实施方式中,所述焊接机构包括焊接本体及焊接枪,所述焊接枪一端设有所述焊接点,所述焊接枪上设置有根据所述径向运动轨迹驱动所述焊接点靠近或远离所述电芯卷轴的驱动装置。
7.在一可实施方式中,所述电芯卷轴为圆柱轴,在所述电芯卷轴的转动下,所述焊接点逐渐向外运动,所述径向运动轨迹为直线,所述径向运动轨迹与外侧所述极片垂直设置。
8.在一可实施方式中,所述电芯卷轴为长方体,在所述电芯卷轴的转动下,所述焊接点直线往复运动,所述径向运动轨迹为直线,所述径向运动轨迹与外侧所述极片垂直设置。
9.在一可实施方式中,所述驱动装置为液压伸缩缸,所述液压伸缩缸的一端与所述焊接枪相连。
10.在一可实施方式中,所述焊接机构一侧设置有吸尘装置,所述吸尘装置与所述焊接点对应设置。
11.在一可实施方式中,所述吸尘装置包括吸尘本体及吸头,所述吸尘本体与吸头相连,所述吸头开口朝向所述焊接点设置。
12.在一可实施方式中,所述卷绕机构包括旋转电机及连接件,所述旋转电机通过所述连接件与所述电芯卷轴相连,所述连接件与电芯卷轴可拆卸连接。
13.相对于现有技术,本技术卷绕电池的卷焊装置具有以下有益效果:
14.1.对极片进行边卷绕边焊接,提高工作效率的同时能实现两极耳圈的精准焊接;
15.2.将焊接机构及卷绕机构合并至一处工位,以增大空间的利用率;
16.3.卷绕焊接一体定位,避免多次定位累计公差。
17.因此,本技术具有高效,精准的特点。
附图说明
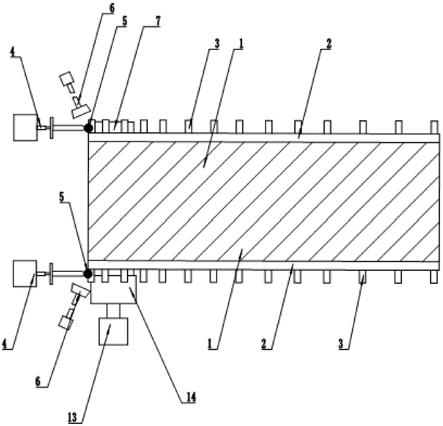
18.附图1是本技术卷焊装置的一种结构示意图;
19.附图2是本技术焊接机构的一种结构示意图;
20.附图3是本技术吸尘装置的一种结构示意图。
21.图中标号说明:1、涂覆区;2、空箔区;3、极耳;4、焊接机构;5、焊接点;6、吸尘装置;7、电芯卷轴;8、焊接本体;9、焊接枪;10、驱动装置;11、吸尘本体;12、吸头;13、旋转电机;14、连接件。
具体实施方式
22.为使本技术的目的、特征、优点能够更加的明显和易懂,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而非全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
23.现有技术中存在现有卷焊设备为分体结构,卷绕设备与焊接设备间独立设置,占用了大量空间且在电芯的运送过程中容易造成碎屑、碰撞及极耳错位的技术问题。
24.为此,本技术提供了一种卷绕电池的卷焊装置,用于对极片边卷绕边焊接,包括焊接机构4及卷绕机构,其中,卷绕机构用于驱动电芯卷轴7周向转动,在电芯卷轴7的转动下,极耳3形成若干个极耳圈,且最外侧的极耳圈及相邻极耳圈形成极耳圈组;焊接机构4用于对极耳圈组进行焊接,焊接机构4设置有焊接点5;在电芯卷轴7的转动过程中,焊接点5始终设置在最外层的极耳圈上;在电芯卷轴7的转动下,焊接点5形成径向运动轨迹。
25.实施例:
26.图1至图3出示了本技术卷绕电池的卷焊装置的一种实施例。
27.请参考图1,在本技术的具体实施例中出示了一种卷绕电池的卷焊装置,该卷焊装置用于对极片进行边卷绕边焊接,其中,极片为卷绕电池的一个部件。
28.卷绕电池具体包括电芯及壳体,电芯设置在壳体内,壳体作为导电端子与电芯相连,电芯由极片和隔膜叠加卷绕而成。
29.其中,极片包括涂覆区1及空箔区2,涂覆区1覆盖有活性材料,空箔区2未覆盖有活性材料,涂覆区1与空箔区2的连接具有明显的分界线。空箔区2纵向间隔剔除后形成了若干个间隔设置的极耳3,在展开的状态下的极片为矩形结构,极片包括纵向及横向两个方向,
空箔区2纵向布置在涂覆区1上。上述极耳3的加工方法是按空箔区2的布置方法进行剔除,被剔除的区域为剔除间隙,剔除后的剔除间隙间隔设置,进一步形成极耳3的间隔设置。
30.在极片卷绕后若干个极耳3形成若干圈内外间隔设置的极耳圈,极耳圈以电芯卷轴7为中心越向外的直径越大。因此,在边卷绕边焊接的过程中,焊接点5会因为极耳圈的直径越来越大逐渐形成外移。在极片卷绕后,极耳圈由内向外依次首尾相连形成螺旋状极耳环,该螺旋状极耳环以电芯卷轴7为中心逐渐向外扩展,螺旋状极耳环由头至尾的连接线为螺旋线。
31.卷绕机构与电芯卷轴7相连,并用于驱动电芯卷轴7作周向旋转运动,极片包括初始端及终止端,极片的初始端与电芯卷轴7相连,在电芯卷轴7的转动下,极片卷合在电芯卷轴7上。在电芯卷轴7的转动下,极耳3形成若干个极耳圈,且最外侧的极耳圈及相邻的极耳圈形成极耳圈组。因此,极片在卷绕的过程中,极片的不断环绕也同时会不断的形成极耳圈组,焊接机构4也同时会对不断出现的极耳圈组进行焊接,从而实现边卷绕边焊接的目的。
32.焊接机构4设置有焊接点5,在电芯卷轴7的转动下,焊接点5始终设置在最外层的极耳圈上,在极片不断的卷绕过程中,最外层的极耳圈不断掠过焊接点5,焊接机构4通过焊接枪9与最外层的极耳圈接触,产生的热量将最外层的极耳圈与相连的极耳圈的箔材熔融,形成极耳圈组的穿透焊。
33.由于在极片的卷绕下最外层的极耳圈直径逐渐增大或者是因为电芯卷轴7的周向转动轨迹的原因,焊接点5在电芯卷轴7的转动下回逐渐形成运动轨迹。
34.现有技术中设置两个工位,两个工位上分别放置卷绕机构及焊接机构4,通过卷绕机构卷绕完成后将工件转送至焊接机构4的工位进行焊接,而本实施例将卷绕机构及焊接机构4合并至一处工位进行边卷绕边焊接,工作效率的同时能实现两极耳圈的精准焊接,并增大空间的利用率。且卷绕焊接一体定位,可以避免多次定位累计公差。
35.请参考图2,在本技术的具体实施中,焊接机构4包括焊接本体8及焊接枪9,焊接枪9一端设置有焊接点5,焊接枪9上设置驱动装置10。在驱动装置10的驱动下,焊接点5根据径向运动轨迹靠近或远离电芯卷轴7。
36.其中,驱动装置10为液压伸缩缸,液压伸缩缸一端与焊接枪9相连。当然驱动装置10也可以是驱动电机,驱动电机通过滚珠丝杠与焊接枪9相连,滚珠丝杆将驱动电机的旋转运动转换成焊接枪9的直线运动。
37.在本技术的具体实施例中,电芯卷轴7为圆柱轴,在电芯卷轴7的转动下,最外层的极耳圈的直径会逐渐增大,且电芯卷轴7的旋转轨迹为圆。因此,在电芯卷轴7的转动过程中电线卷轴的形状不会影响焊接点5的径向运动轨迹。因此,在电芯卷轴7的转动下,焊接点5逐渐向外运动,径向运动轨迹为直线,径向运动轨迹与外侧极片垂直设置。
38.在本技术的具体实施例中,电芯卷轴7为长方体,在电芯卷轴7的转动下,最外层的极耳圈的直径会逐渐增大,同时电芯卷轴7的旋转轨迹为不规则图形。因此,在电芯卷轴7的转动过程中电芯卷轴7的形状会影响焊接点5的径向运动轨迹,导致焊接点5直线往复运动,径向运动轨迹为直线,径向运动轨迹与外侧极片垂直设置。
39.在本技术的具体实施例中,焊接机构一侧设置有吸尘装置6,吸尘装置6与焊接点5对应,吸尘装置6的设置形成了卷绕、焊接、除尘的一体化服务,可以对极耳圈间实现除尘,减少了因金属屑引起的失效。
40.其中,请参考图3,吸尘装置6包括吸尘本体11及吸头12,吸尘本体11与吸头12相连,吸头12开口朝向焊接点5设置,吸尘本体11的风机叶轮在电动机高速驱动下,将叶轮中的空气高速排出风机,同时使焊接点5处的空气不断地补充进风机,并外界形成较高的压差,从而通过吸头12将焊接点5的金属屑不断吸入吸尘本体11。
41.在本技术的具体实施例中,卷绕机构包括旋转电机13及连接件14,旋转电机13通过连接件14与电芯卷轴7相连,连接件14与电芯卷轴7可拆卸连接。
42.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
43.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
44.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。