1.本实用新型涉及漏气检测技术领域,具体为一种全自动漏气检测机。
背景技术:
2.采用密封包装保存的产品在制成后须对产品的气密性进行检测,例如软包装的食品、药品等,此类型产品的包装若破损将加速产品的变质,危害食用者的健康。但现有的漏气检测装置大多为人工上下料的方式,即工人手动地将待检测的产品放入检测箱内,在完成检测后再由工人将完成检测的产品从检测箱内取出,该方式不仅检测的效率低,且工人的劳动强度较大。
技术实现要素:
3.为克服现有技术的不足,本实用新型提供了一种漏气检测装置,检测的效率高,能有效地降低工人的劳动强度。
4.本实用新型采用了以下的技术方案。
5.一种全自动漏气检测机,包括机架,所述机架上设有漏气检测装置,所述漏气检测装置包括若干个检测箱、水平驱动件以及传感器;所述检测箱的顶部开设有进料孔,所述检测箱的底部开设有下料孔并连接有能封堵下料孔的下封堵机构,所述水平驱动件能使各个检测箱交替地移动至产品接收工位和产品检测工位,所述产品检测工位处设有能封堵进料孔的上封堵机构,所述传感器能感受检测箱内部的被测量信息;所述机架还设有上输送带机构和下输送带机构,所述上输送带机构的下料端对应产品接收工位的上方,所述下输送带机构的进料端对应产品检测工位的下方,所述下输送带机构包括成品输送道和次品输送道,所述漏气检测装置与下输送带机构之间设有下分料机构,所述下分料机构能够将已完成检测的产品送入成品输送道或次品输送道。
6.进一步,所述下封堵机构包括底板,所述底板与检测箱铰接,所述底板与检测箱之间连接有翻转驱动件。
7.进一步,所述上封堵机构包括顶板、以及与顶板相连接的升降驱动件,所述升降驱动件能使顶板靠近或远离检测箱。
8.进一步,所述传感器设于顶板上,所述顶板上开设有负压孔、以及与传感器相连接的检测孔。
9.进一步,所述进料孔和下料孔的外侧均设有气密环。
10.进一步,所述检测箱的侧部开设有观察孔,所述观察孔处覆盖有透明的观察窗。
11.进一步,所述上输送带机构包括左产品输送道和右产品输送道,所述机架的左、右侧均设有漏气检测装置,所述机架左、右侧的漏气检测装置分别与左产品输送道、右产品输送道逐一相对应,所述左产品输送道和右产品输送道的进料端之间设有上分料机构。
12.进一步,所述下分料机构和上分料机构均包括旋转驱动件、以及与旋转驱动件相联动的分料板,所述机架左、右侧的漏气检测装置的底板相靠近的一侧为开启侧。
13.进一步,所述左产品输送道与右产品输送道的外侧、成品输送道与次品输送道的外侧均设有挡板,所述左产品输送道与右产品输送道之间、成品输送道与次品输送道之间均设有隔板。
14.本实用新型的有益效果为:
15.本实用新型在初始状态下,位于产品接收工位处的检测箱的下料孔被下封堵机构所封堵,上输送带机构将待检测产品送至产品接收工位的上方,待检测产品在重力的作用下落入检测箱内,接着,水平驱动件使装载有待检测产品的检测箱移动至产品检测工位处,同时将空载的检测箱移动至产品接收工位处,以接收下一待检测产品,紧接着,上封堵机构将装载有待检测产品的检测箱的进料孔封堵,使之内部形成封闭的空间,然后,抽真空设备将装载有待检测产品的检测箱内部抽真空,传感器感受该检测箱内部的被测量信息,以检测产品是否漏气;完成检测后,该检测箱的下封堵机构开启,已完成检测的产品经下料孔落入下分料机构,下分料机构依据检测的结果将已完成检测的产品送入成品输送道或次品输送道。可见,本实用新型能连续地对产品进行检测,检测的效率高,且无需工人上下料,降低了工人的劳动强度。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本实施例的结构示意图;
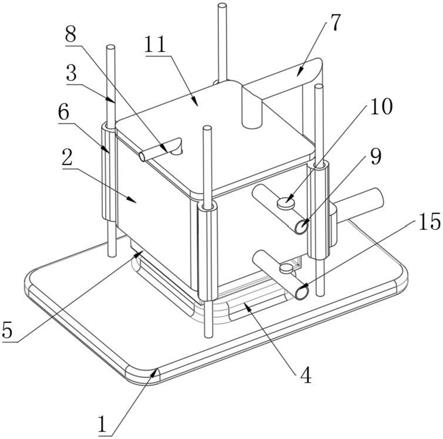
18.图2为本实施例的漏气检测装置的结构示意图;
19.图3为本实施例的下封堵机构的结构示意图;
20.图4为本实施例的上封堵机构的结构示意图;
21.图5为本实施例的下分料机构的结构示意图;
22.图6为本实施例的上分料机构的结构示意图。
23.附图标记说明:
24.机架1,
25.漏气检测装置2,
26.检测箱21,进料孔21a,下料孔21b,
27.下封堵机构22,底板221,翻转驱动件222,
28.水平驱动件23,
29.上封堵机构24,顶板241,升降驱动件242,
30.负压孔241a,检测孔241b,
31.传感器25,气密环26,观察窗27,
32.上输送带机构3,左产品输送道31,右产品输送道32,
33.下输送带机构4,成品输送道41,次品输送道42,
34.下分料机构51,上分料机构52,
35.旋转驱动件501,分料板502,
36.挡板6,隔板7。
具体实施方式
37.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
38.对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。下面结合附图和实施例对本实用新型的技术方案做进一步的说明。
39.如附图所示的一种全自动漏气检测机,包括机架1,机架1的左、右侧均设有漏气检测装置2,漏气检测装置2包括若干个检测箱21、水平驱动件23以及传感器25;在本实施例中,每个漏气检测装置2均包括二个检测箱21,水平驱动件23为推杆式气缸,水平驱动件23能推动各个检测箱21沿同一条直线往复地运动,检测箱21运动轨迹的中部设有一个产品接收工位,检测箱21运动轨迹的左、右端均设有产品检测工位。
40.检测箱21的顶部开设有进料孔21a,检测箱21的底部开设有下料孔21b,实际的,检测箱21呈中空状结构;检测箱21的底部连接有能封堵下料孔21b的下封堵机构22,水平驱动件23能使各个检测箱21交替地移动至产品接收工位和产品检测工位,产品检测工位处设有能封堵进料孔21a的上封堵机构24,传感器25能感受检测箱21内部的被测量信息;本实施例的传感器25为气压表;在别的实施例中,传感器25为气体检测仪。
41.机架1还设有上输送带机构3和下输送带机构4,上输送带机构3的下料端对应产品接收工位的上方,上输送带机构3包括左产品输送道31和右产品输送道32,机架1左、右侧的漏气检测装置2分别与左产品输送道31、右产品输送道32逐一相对应,左产品输送道31和右产品输送道32的进料端之间设有上分料机构52,下输送带机构4的进料端对应产品检测工位的下方,下输送带机构包括成品输送道41和次品输送道42,漏气检测装置2与下输送带机构4之间设有下分料机构51,下分料机构51能够将已完成检测的产品送入成品输送道41或次品输送道42。
42.本实施例的检测步骤为:在初始状态下,位于产品接收工位处的检测箱21的下料孔 21b被下封堵机构22所封堵,在待检测产品沿上输送带机构3运动的过程中,上分料机构 52交替地将待检测产品拨入左产品输送道31和右产品输送道32,这样,左产品输送道31 内的待检测产品进入机架1左侧的产品接收工位、右产品输送道32内的待检测产品进入机架1右侧的产品接收工位,并在重力的作用下落入各自侧的检测箱21内;接着,水平驱动件23使装置有待检测产品的检测箱21移动至同一侧的产品检测工位处,并使空载的检测箱21移动至同一侧的产品接收工位处,以接收下一待检测产品,紧接着,上封堵机构24将装载有待检测产品的检测箱21的进料孔21a封堵,使之形成封闭的空间,然后,抽真空设备(附图中未示)将装载有待检测产品的检测箱21内部抽真空,传感器25感受该检测箱21内部的被测量信息——若被检测的产品漏气,产品内的气体会外逸,则传感器25感受到该检测箱21内部的气压升高,若被检测的产品不漏气,则该检测箱21内部的气压保持恒定;完成检测后,该检测箱21的下封堵机构22开启,已完成检测的产品经下料孔21b落入下分料机构51,下分料机构51依据检测的结果将已完成检测的产品送入下输送带机构4的成品输送道41或次品输送道42。重复以上步骤,即可连续地对产品进行检测,检测的效率较高,且无需人工上下料,降低了工人的劳动强度。
43.优选的,下封堵机构22包括底板221,底板221与检测箱21铰接,底板221与检测箱21之间连接有翻转驱动件222。在本实施例中,翻转驱动件222为推杆式气缸,翻转驱动件
222的一端与底板221铰接,另一端与检测箱21铰接,翻转驱动件222通过带动底板221翻转,从而实现下料孔21b的开启或关闭。作为进一步的优化,底板221对应检测箱21内部的一面可加设缓冲垫,以减轻产品落入检测箱21时与底板221的碰撞。
44.优选的,上封堵机构24包括顶板241、以及与顶板241相连接的升降驱动件242,升降驱动件242能使顶板241靠近或远离检测箱21。在本实施例中,升降驱动件242为推杆式气缸。
45.优选的,传感器25设于顶板241上,顶板241上开设有负压孔241a和检测孔241b,负压孔241a与抽真空设备相连接,检测孔241b与传感器25相连接。
46.优选的,进料孔21a和下料孔21b的外侧均设有气密环26。
47.优选的,检测箱21的侧部开设有观察孔,观察孔处覆盖有透明的观察窗27。
48.优选的,下分料机构51和上分料机构52均包括旋转驱动件501、以及与旋转驱动件 501相联动的分料板502,机架1左、右侧的漏气检测装置2的底板221相靠近的一侧为开启侧。下分料机构51的旋转驱动件501能使与之连接的分料板502在竖直面旋转,若检测的结果为成品,则下分料机构51的旋转驱动件501使与之连接的分料板502向成品输送道41倾斜,这样,从下料孔21b掉落的产品即沿着该分料板502滑入成品输送道41 内;同理,若检测的结构为次品,则下分料机构51的旋转驱动件501使与之连接的分料板502向次品输送道42倾斜,这样,从下料孔21b掉落的产品即沿着该分料板502滑入次品输送道42内。上分料机构52的旋转驱动件501能使与之连接的分料板502在水平面旋转,若上分料机构52的旋转驱动件501使与之连接的分料板502关闭左产品输送道31,则上输送带机构3带动产品进入右产品输送道32;同理,若上分料机构52的旋转驱动件 501使与之连接的分料板502关闭右产品输送道32,则上输送带机构3带动产品进入左产品输送道31。在本实施例中,旋转驱动件501为旋转式气缸。
49.优选的,左产品输送道31与右产品输送道32的外侧、成品输送道41与次品输送道 42的外侧均设有挡板6,左产品输送道31与右产品输送道32之间、成品输送道41与次品输送道42之间均设有隔板7。
50.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。