1.本发明涉及塑料板材冷却定型技术领域,具体为一种螺杆挤出机的挤出塑料板材冷却定型设备。
背景技术:
2.塑料大多具有质轻、化学性稳定、不会锈蚀、耐冲击性好、较好的透明性和耐磨耗性、绝缘性好、着色性好、加工成本低等一系列优点,因而在日常生活及工业生产中均有十分广泛的应用。各种塑料不同的理化特性,可以将其分为热塑性与热固性两类,热塑性塑料的加工工艺多为挤出。
3.现有技术在利用螺旋挤出机进行生产塑料板材时,刚挤出的塑料板材会处于高温熔融状态,一般会在塑料板材挤出后进行水冷,使塑料板材冷却一定程度,随后利用恒温输送辊对塑料板材来进行挤压和拉伸,但是在水冷的过程中,直接将水喷在塑料板材的表面,水流蒸发会带走较多的热量,容易使塑料板材冷却过度,导致塑料板材硬化,难以挤压拉伸,增加塑料板材生产时的处理难度,冷却程度较低则会使塑料板材在挤压时粘黏输送辊。
4.基于此,本发明设计了一种螺杆挤出机的挤出塑料板材冷却定型设备,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种螺杆挤出机的挤出塑料板材冷却定型设备,以解决上述背景技术中提出了现有技术在利用螺旋挤出机进行生产塑料板材时,刚挤出的塑料板材会处于高温熔融状态,一般会在塑料板材挤出后进行水冷,使塑料板材冷却一定程度,随后利用恒温输送辊对塑料板材来进行挤压和拉伸,但是在水冷的过程中,直接将水喷在塑料板材的表面,水流蒸发会带走较多的热量,容易使塑料板材冷却过度,导致塑料板材硬化,难以挤压拉伸,增加塑料板材生产时的处理难度,冷却程度较低则会使塑料板材在挤压时粘黏输送辊的问题。
6.为实现上述目的,本发明提供如下技术方案:一种螺杆挤出机的挤出塑料板材冷却定型设备,包括两个向对设置的安装板,两个所述安装板之间设有螺旋机挤出机的挤出端头,两个所述安装板之间设有两个挤压带,两个所述挤压带均由一个转动辊与两个调节辊带动同步反向转动,两个所述挤压带相对设置并且位于挤出端头能够挤出塑料板材一侧,两个所述安装板之间设有两个平行设置的拉伸辊,所述拉伸辊位于远离挤出端头一侧,两个所述安装板的表面对应两个挤压带位置均设有调节机构,所述调节机构用于对两个挤压带挤压出的塑料板材厚度进行调节,两个所述安装板之间对应两个挤压带内部均设有冷却机构,所述冷却机构能够对挤压带进行冷却,两个所述安装板之间对应两个挤压带表面位置均设有润滑机构,所述润滑机构用于对挤压带表面进行润滑,所述冷却机构与润滑机构均能够根据调解机构的调节来改变对挤压带的冷却程度与润滑程度;
7.作为本发明的进一步方案,所述调节机构包括四个第一滑槽,四个所述第一滑槽
均开设在两个所述安装板的表面,两个所述调节辊的两端分别穿过第一滑槽延伸至两个安装板的外侧,两个所述调节辊前后两端的表面均共同转动连接有调节板,两个所述调节板均与安装板的外表面贴合,两个所述调节板表面固定连接有齿条,所述安装板表面转动连接有转动齿轮,所述转动齿轮与齿条啮合,两个所述调节机构的齿条分别位于转动齿轮的两侧,并且两个所述齿条均贯穿调节板;
8.作为本发明的进一步方案,所述冷却机构包括两个安装槽,两个所述安装槽分别开设在两个所述安装板的表面上,两个所述安装槽内壁表面共同固定连接有储水箱,所述储水箱位于所述挤压带的内部,所述储水箱表面连通有进水管,所述储水箱靠近挤压带一侧表面开设有多个等距排列的单向出水口,所述储水箱内壁通过第一弹簧弹性滑动连接有第一推动板,所述第一推动板表面固定连接有第一推动杆,所述第一推动杆贯穿储水箱后延伸至安装槽内,所述第一推动杆的端部固定连接有三角形的第一推动块,所述第一推动杆和第一推动板与安装槽内壁之间均留有间隙,靠近所述第一推动块一侧的所述调节辊表面固定连接有凸轮,所述凸轮位于安装槽内,所述凸轮转动会作用第一推动块;
9.作为本发明的进一步方案,所述润滑机构包括第一润滑箱,所述第一润滑箱固定连接在两个所述安装槽内,所述第一润滑箱处于所述挤压带的表面位置,所述第一润滑箱表面连通有添加管,所述第一润滑箱靠近加压带一侧表面开设有多个等距排列的单向出油口,所述第一润滑箱对应单向出油口位置固定连接有擦拭棉,所述第一润滑箱内部通过第二弹簧弹性滑动连接有第二推动板,所述第二推动板表面固定连接有第二推动杆,所述第二推动杆贯穿第一润滑箱后延伸至安装槽内,所述第二推动杆端部固定连接有三角形的第二推动块,所述第二推动块与所述第一推动块的凸起部分位置相反,所述第二推动块处于安装槽与第一推动块之间,所述凸轮会作用第二推动块;
10.作为本发明的进一步方案,所述储水箱靠近所述第二推动块一侧固定连接有第二润滑箱,所述第二润滑箱靠近所述挤压带一侧表面滑动连接有多个出油筒,所述出油筒的上端贯穿第二润滑箱并延伸至第二润滑箱的内部,所述出油筒的上端与第二润滑箱内壁之间通过第三弹簧弹性连接,所述出油筒的底部为锥形,所述出油筒的底部能够延伸至挤压带的表面,所述第二润滑箱内壁表面滑动连接有第三推动板,所述第三推动板贯穿第二润滑箱后与第二推动块固定连接;
11.作为本发明的进一步方案,两个所述安装板对应下方的所述拉伸辊位置均开设有第二滑槽,下方的所述拉伸辊两端穿过第二滑槽后延伸至安装板的外侧,下方的所述拉伸辊表面固定连接有两个第一斜齿轮,两个所述第一斜齿轮均位于安装板的外侧,所述安装板表面开设有第三滑槽,所述第三滑槽为斜槽,所述第三滑槽内设有驱动杆,所述驱动杆表面与所述调节辊表面共同传动连接有同步带,所述调节板靠近驱动杆一侧与驱动杆、下方的拉伸辊之间连接有能够伸缩的连接板,所述连接板能够带动驱动杆与拉伸辊移动,所述驱动杆表面通过第四弹簧弹性滑动连接有第二斜齿轮,所述第二斜齿轮与第一斜齿轮啮合,所述安装板的表面固定连接有引导块,所述引导块会作用第二斜齿轮;
12.作为本发明的进一步方案,所述第二润滑箱内壁底部铰接有挤压板,所述挤压板与第二润滑箱内壁底部通过第五弹簧弹性连接,所述挤压板向下移动能够作用出油筒;
13.作为本发明的进一步方案,两个所述安装板表面均开设有第四滑槽,所述第四滑槽内设有张紧辊,所述张紧辊与挤压带内部接触,所述第四滑槽内壁固定连接有第六弹簧,
所述第六弹簧与张紧辊接触。
14.与现有技术相比,本发明的有益效果是:
15.1.本发明对塑料板材挤出的过程中,对挤压带进行降温,从而对挤压中的塑料板材进行间接的降温,有利于使塑料板材缓慢的降温,避免塑料板材降温过快会硬化,导致难以挤压拉伸,增加生产加工难度;并且利用第一润滑箱对挤压带表面擦拭润滑剂,有利于使挤压带对塑料板材进行挤压时,塑料板材不会与挤压带粘黏;冷却机构与润滑机构均能根据挤出塑料板材厚度的不同来改变冷却程度与润滑程度。
16.2.本发明通过在塑料板材挤压的过程中,利用第二润滑箱在挤压带与塑料板材之间挤出润滑剂,有利于在塑料板材挤压延展的过程中,在挤压带与塑料板材之间挤出润滑剂,防止塑料板材与挤压带之间粘黏,避免在塑料板材挤压的过程中,挤压带表面润滑剂会消耗较快,导致塑料板材会与挤压带粘黏,并且第二润滑箱会随着第二推动块移动时,会随着不同厚度的塑料板材挤出喷出不同量的润滑剂,有利于适应不同厚度的塑料板材在挤压时的延展程度来喷出润滑剂,防止塑料板材与挤压带之间的润滑剂消耗过快,导致塑料板材与挤压带粘黏。
17.3.本发明在对挤压带进行调节挤出的塑料板材增厚时,下方的调节板会向下移动,连接板会随着一起向下移动,连接板会带动驱动杆与拉伸辊一起向下移动,驱动杆会在第三滑槽内向下移动,并且驱动杆会在第三滑槽的作用下逐渐远离拉伸辊,第二斜齿轮会在引导块的作用下向外侧移动,第二斜齿轮会保持与第一斜齿轮啮合,第二斜齿轮与第一斜齿轮的啮合位置会发生变化,有利于使拉伸辊的转速根据挤出塑料板材的厚度改变,避免挤出较厚塑料板材时,拉伸辊速度会较快导致塑料板材拉伸过度,影响生产出塑料板材的品质,随后启动冷却定型设备,调节辊会通过同步带带动驱动杆与第二斜齿轮转动,第二斜齿轮会钱多那个第一斜齿轮与拉伸辊转动。
附图说明
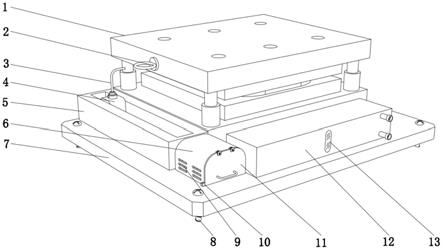
18.图1为本发明总体结构示意图;
19.图2为图1中a处结构示意图;
20.图3为图1中b处结构示意图;
21.图4为本发明总体剖开后的结构示意图;
22.图5为图4中c处结构示意图;
23.图6为本发明中调节板、齿条与转动齿轮连接关系的结构示意图;
24.图7为本发明中储水箱、第一润滑箱与第二润滑箱位置关系的结构示意图;
25.图8为本发明中储水箱与第一润滑箱位置关系的结构示意图;
26.图9为本发明中第一推动块、第二推动块与第三推动板连接关系的结构示意图;
27.图10为本发明中第二润滑箱内部的结构示意图;
28.图11为本发明中调节辊、同步带、驱动杆与调节辊连接关系的结构示意图。
29.附图中,各标号所代表的部件列表如下:
30.安装板1、挤出端头2、挤压带3、转动辊4、调节辊5、拉伸辊6、第一滑槽7、调节板8、齿条9、转动齿轮10、安装槽11、储水箱12、进水管13、单向出水口14、第一弹簧15、第一推动板16、第一推动杆17、第一推动块18、凸轮19、第一润滑箱20、添加管21、单向出油口22、擦拭
棉23、第二弹簧24、第二推动板25、第二推动杆26、第二推动块27、第二润滑箱28、出油筒29、第三弹簧30、第三推动板31、第二滑槽32、第一斜齿轮33、第三滑槽34、驱动杆35、同步带36、连接板37、第四弹簧38、第二斜齿轮39、引导块40、挤压板41、第五弹簧42、第四滑槽43、张紧辊44、第六弹簧45。
具体实施方式
31.请参阅图1-11,本发明提供一种技术方案:一种螺杆挤出机的挤出塑料板材冷却定型设备,包括两个向对设置的安装板1,两个安装板1之间设有螺旋机挤出机的挤出端头2,两个安装板1之间设有两个挤压带3,两个挤压带3均由一个转动辊4与两个调节辊5带动同步反向转动,两个挤压带3相对设置并且位于挤出端头2能够挤出塑料板材一侧,两个安装板1之间设有两个平行设置的拉伸辊6,拉伸辊6位于远离挤出端头2一侧,两个安装板1的表面对应两个挤压带3位置均设有调节机构,调节机构用于对两个挤压带3挤压出的塑料板材厚度进行调节,两个安装板1之间对应两个挤压带3内部均设有冷却机构,冷却机构能够对挤压带3进行冷却,两个安装板1之间对应两个挤压带3表面位置均设有润滑机构,润滑机构用于对挤压带3表面进行润滑,冷却机构与润滑机构均能够根据调解机构的调节来改变对挤压带3的冷却程度与润滑程度;
32.调节机构包括四个第一滑槽7,四个第一滑槽7均开设在两个安装板1的表面,两个调节辊5的两端分别穿过第一滑槽7延伸至两个安装板1的外侧,两个调节辊5前后两端的表面均共同转动连接有调节板8,两个调节板8均与安装板1的外表面贴合,两个调节板8表面固定连接有齿条9,安装板1表面转动连接有转动齿轮10,转动齿轮10与齿条9啮合,两个调节机构的齿条9分别位于转动齿轮10的两侧,并且两个齿条9均贯穿调节板8;
33.冷却机构包括两个安装槽11,两个安装槽11分别开设在两个安装板1的表面上,两个安装槽11内壁表面共同固定连接有储水箱12,储水箱12位于挤压带3的内部,储水箱12表面连通有进水管13,储水箱12靠近挤压带3一侧表面开设有多个等距排列的单向出水口14,储水箱12内壁通过第一弹簧15弹性滑动连接有第一推动板16,第一推动板16表面固定连接有第一推动杆17,第一推动杆17贯穿储水箱12后延伸至安装槽11内,第一推动杆17的端部固定连接有三角形的第一推动块18,第一推动杆17和第一推动板16与安装槽11内壁之间均留有间隙,靠近第一推动块18一侧的调节辊5表面固定连接有凸轮19,凸轮19位于安装槽11内,凸轮19转动会作用第一推动块18;
34.润滑机构包括第一润滑箱20,第一润滑箱20固定连接在两个安装槽11内,第一润滑箱20处于挤压带3的表面位置,第一润滑箱20表面连通有添加管21,第一润滑箱20靠近加压带一侧表面开设有多个等距排列的单向出油口22,第一润滑箱20对应单向出油口22位置固定连接有擦拭棉23,第一润滑箱20内部通过第二弹簧24弹性滑动连接有第二推动板25,第二推动板25表面固定连接有第二推动杆26,第二推动杆26贯穿第一润滑箱20后延伸至安装槽11内,第二推动杆26端部固定连接有三角形的第二推动块27,第二推动块27与第一推动块18的凸起部分位置相反,第二推动块27处于安装槽11与第一推动块18之间,凸轮19会作用第二推动块27;
35.在塑料板材生产前,根据所需要的板材厚度进行调节转动齿轮10,转动齿轮10会带动齿条9与调节板8移动,调节辊5会在调节板8的作用下一起移动,挤压带3的位置会在调
节辊5的作用下移动,从而能够自主的调节两个挤压带3之间的间距,有利于控制挤压出的塑料板材的厚度,能够适用不同厚度塑料板材的生产,随后启动螺旋挤出机与冷却定型设备,塑料板材会从挤出端头2挤出,随后挤出的塑料板材会落到两个挤压带3之间,然后塑料板材会在两个挤压带3的作用下移动并被挤压成一定厚度的塑料板材,在调节辊5转动的过程中,凸轮19会随着一起转动,凸轮19转动会作用第一推动块18与第二推动块27,第一推动块18移动会带动第一推动杆17与第一推动板16一起移动,第一推动板16移动会使储水箱12内的水从单向出水口14喷到挤压带3的表面,对挤压带3进行降温,从而对挤压中的塑料板材进行间接的降温,有利于使塑料板材缓慢的降温,避免塑料板材降温过快会硬化,导致难以挤压拉伸,增加生产加工难度,当调节辊5处于不同的位置时,即调节后挤出不同厚度的塑料板材,当挤出塑料板材较厚时,凸轮19会作用第一推动块18移动较大位移,储水箱12内会喷出较多的水对挤压带3进行降温,有利于在塑料板材挤压的过程中进行间接性的降温,从而缓慢的时塑料板材降温定型,避免直接对塑料板材降温会导致塑料板材降温速度较快,会使塑料板材迅速硬化,影响挤压与拉伸,较厚的塑料板材散失热量会较慢,从而需要较多的水使较厚的塑料板材降温,使较厚塑料板材能够缓慢的降温定型,当挤出塑料板材较薄时,凸轮19会作用第一推动块18移动较小位移,储水箱12内会有较少的水喷到挤压带3的表面进行降温,较薄的塑料板材散失热量会较快,喷洒较多的水会使较薄的塑料板材快速降温定型,不利于后续的拉伸,储水箱12能够根据挤出塑料板材的厚度进行改变出水量,有利于适应不同厚度塑料板材的生产,避免生产不同厚度的塑料板材时,不同的塑料板材冷却效果不同,从而影响挤压与拉伸,在凸轮19转动作用第二推动块27时,第二推动块27会带动第二推动杆26与第二推动板25一起移动,第二推动板25会使第一润滑箱20内部的润滑剂从单向出油口22挤出到擦拭棉23的表面,擦拭棉23会将润滑剂涂到挤压带3的表面,有利于使挤压带3对塑料板材进行挤压时,塑料板材不会与挤压带3粘黏,并且当挤压带3挤出较厚塑料板材时,凸轮19会作用第二推动块27移动较小位移,第一润滑箱20内部的润滑剂会有挤出较少,因为较厚塑料板材不会延伸较大面积,当挤压带3挤出较薄塑料板材时,凸轮19会作用第二推动块27移动较大位移,第一润滑箱20内会挤出较多润滑剂,挤压带3的表面会附着较多的润滑剂,因为较薄塑料板材需要延展较面积,有利于适应不同厚度塑料板材生产时的防粘黏,避免挤出的润滑剂相同,导致生产不同厚度的塑料板材时,会出现挤出润滑剂不足或过剩的现象,随后挤出后的塑料板材会从拉伸辊6之间穿过,塑料板材会在拉伸辊6的作用下进行拉伸并挤压平整。
36.在挤压塑料板材的过程中,塑料板材会在挤压带3的作用下进行延展,挤压带3表面的润滑剂会被较快的消耗,不能作用到塑料板材结束,作为本发明的进一步方案,储水箱12靠近第二推动块27一侧固定连接有第二润滑箱28,第二润滑箱28靠近挤压带3一侧表面滑动连接有多个出油筒29,出油筒29的上端贯穿第二润滑箱28并延伸至第二润滑箱28的内部,出油筒29的上端与第二润滑箱28内壁之间通过第三弹簧30弹性连接,出油筒29的底部为锥形,出油筒29的底部能够延伸至挤压带3的表面,第二润滑箱28内壁表面滑动连接有第三推动板31,第三推动板31贯穿第二润滑箱28后与第二推动块27固定连接;在塑料板材挤压的过程中,凸轮19会作用第二推动块27移动,第二推动块27移动会带动第三推动板31一起移动,第二润滑箱28内的润滑剂会从出油筒29流到挤压带3与塑料板材之间,出油筒29会在第三弹簧30的作用下延伸至挤压带3内部,在挤压带3移动的过程中,挤压带3会作用出油
筒29向上移动,从而使出油筒29移出挤压带3,有利于在塑料板材挤压延展的过程中,在挤压带3与塑料板材之间挤出润滑剂,防止塑料板材与挤压带3之间粘黏,避免在塑料板材挤压的过程中,挤压带3表面润滑剂会消耗较快,导致塑料板材会与挤压带3粘黏,并且第二润滑箱28会随着第二推动块27移动时,会随着不同厚度的塑料板材挤出喷出不同量的润滑剂,有利于适应不同厚度的塑料板材在挤压时的延展程度来喷出润滑剂,防止塑料板材与挤压带3之间的润滑剂消耗过快,导致塑料板材与挤压带3粘黏,挤出后的塑料板材表面会在拉伸辊6的作用下被挤压平整。
37.在塑料板材挤出的过程中,挤出的塑料板材的厚度不同,其延伸程度也会不同,拉伸辊6的速度应该与挤出塑料板材的厚度变化而变化,作为本发明的进一步方案,两个安装板1对应下方的拉伸辊6位置均开设有第二滑槽32,下方的拉伸辊6两端穿过第二滑槽32后延伸至安装板1的外侧,下方的拉伸辊6表面固定连接有两个第一斜齿轮33,两个第一斜齿轮33均位于安装板1的外侧,安装板1表面开设有第三滑槽34,第三滑槽34为斜槽,第三滑槽34内设有驱动杆35,驱动杆35表面与调节辊5表面共同传动连接有同步带36,调节板8靠近驱动杆35一侧与驱动杆35、下方的拉伸辊6之间连接有能够伸缩的连接板37,连接板37能够带动驱动杆35与拉伸辊6移动,驱动杆35表面通过第四弹簧38弹性滑动连接有第二斜齿轮39,第二斜齿轮39与第一斜齿轮33啮合,安装板1的表面固定连接有引导块40,引导块40会作用第二斜齿轮39;在对挤压带3进行调节挤出的塑料板材增厚时,下方的调节板8会向下移动,连接板37会随着一起向下移动,连接板37会带动驱动杆35与拉伸辊6一起向下移动,驱动杆35会在第三滑槽34内向下移动,并且驱动杆35会在第三滑槽34的作用下逐渐远离拉伸辊6,第二斜齿轮39会在引导块40的作用下向外侧移动,第二斜齿轮39会保持与第一斜齿轮33啮合,第二斜齿轮39与第一斜齿轮33的啮合位置会发生变化,有利于使拉伸辊6的转速根据挤出塑料板材的厚度改变,避免挤出较厚塑料板材时,拉伸辊6速度会较快导致塑料板材拉伸过度,影响生产出塑料板材的品质,随后启动冷却定型设备,调节辊5会通过同步带36带动驱动杆35与第二斜齿轮39转动,第二斜齿轮39会钱多那个第一斜齿轮33与拉伸辊6转动。
38.在对塑料板材挤出时,出油筒29难以刺入到挤压带3的内部,作为本发明的进一步方案,第二润滑箱28内壁底部铰接有挤压板41,挤压板41与第二润滑箱28内壁底部通过第五弹簧42弹性连接,挤压板41向下移动能够作用出油筒29;在塑料板材挤出的过程中,第三推动板31移动会作用挤压板41,挤压板41会挤压出油筒29,从而使出油筒29能移动至挤压带3的内部,有利于使出游筒挤出的润滑油能够挤到挤压带3与塑料板材之间,避免润滑油不能挤出到挤压带3的表面,导致塑料板材依然会与挤压带3粘黏,随后第三推动板31恢复原位时,挤压板41会在第五弹簧42的作用下恢复原位。
39.在对挤压带3的位置进行调节时,挤压带3会出现松紧程度不同的情况,作为本发明的进一步方案,两个安装板1表面均开设有第四滑槽43,第四滑槽43内设有张紧辊44,张紧辊44与挤压带3内部接触,第四滑槽43内壁固定连接有第六弹簧45,第六弹簧45与张紧辊44接触;在对挤压带3的位置进行调节时,张紧辊44会在第六弹簧45的作用下始终与挤压带3接触,有利于使挤压带3的张紧程度相同,保持挤压出的塑料板材的品质。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。