1.本实用新型涉及固体氧化物燃料电池技术领域,具体涉及应用于固体氧化物燃料电池半电池生产工艺的成型结构。
背景技术:
2.固体氧化物燃料电池(sofc)是一种在高温下(600~1000℃)直接将燃料的化学能转化为电能的装置。sofc具有以下突出的优点:能量转化效率高;燃料适应范围广;无需使用贵金属作为催化剂,成本低廉;全固态结构,提高了系统安全系数,增强了运行的稳定性;温室气体排放量低;适用范围广。因此,受到越来越广泛的关注。
3.在sofc电池片的制备方法中,阳极功能层首先成型于载带层上,载带层的平整度水平决定了阳极功能层成型后的平整度水平,阳极功能层平整度水平决定了后期电解质薄膜的厚度以及电池电学稳定性,电阻等关键的特性。现有的技术直接将阳极功能浆料流延到普通载带层上,这样的成型结构不利于得到高平整度的阳极功能层。如何通过结构改造获得高平整度的阳极功能层是现有技术中急需解决的问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的缺陷,提供一种可以获得高平整度的应用于固体氧化物燃料电池半电池生产工艺的成型结构。
5.为了实现上述工艺效果,本实用新型的技术方案为:应用于固体氧化物燃料电池半电池生产工艺的成型结构,其特征在于,包括载带层和施加于载带层上表面的阳极功能层,所述载带层底部设置有承载基板,所述阳极功能层上部设置有施压部件;所述载带层表面为微观平整层。这样的设计,通过提高载带层为微观平整层,获得微观级平整度的阳极功能层。
6.作为优选的,所述施压部件为施压板。这样的设计,是对方案的一种优化。
7.作为优选的,所述承载基板外缘上翻形成限位边,所述施压板外缘与限位边内缘配合滑动。这样的设计,可以使得施压板压力更加有利的传导至阳极功能层底部,使得阳极功能层成型更加平整。
8.作为优选的,所述施压板为矩形金属板或者塑料板。这样的设计是对方案的一种优化。
9.作为优选的,所述施压板底部贴附有易剥离膜。这样的设计利于阳极功能层成型之后,阳极功能层与载带层剥离。
10.作为优选的,所述施压部件为一个施压罩体,所述施压罩体上开设有进气阀和出气阀,所述承载基板外缘上翻形成限位边,所述施压罩体底部边缘与限位边上边缘适配,且施压罩体底部与限位边上端之间设置有密封圈。这样的设计,通过施压罩体、限位边与承载基板形成一个空腔,可以实现通过气体施加压力,将阳极功能层压紧在载带层表面。
11.作为优选的,所述施压罩体内设置有压力传感器。这样的设计,可以实时监控气体
压力。
12.作为优选的,所述承载基板底部还设置有下基板,所述下基板与承载基板之间通过抖动弹簧连接,所述下基板与承载基板之间还设置有滑动导向机构;所述承载基板底部固定有震动器。这样的设计,在阳极功能层浆料初步施加在载带层时,通过震动器震动,和抖动弹簧配合,浆料可以迅速流延至载带层各个表面,提高成型效率。
13.作为优选的,所述滑动导向机构包括固定在下基板上的导向柱和设置在承载基板底部的导向槽,所述导向柱与导向槽配合滑动导向。这样的设计,可以在流延结束后,将下基板与承载基板接触,避免抖动继续。
14.作为优选的,所述承载基板和下基板上均开设有容纳抖动弹簧的弹簧安装槽。这样的设计,利于抖动弹簧的安装和收纳。
15.本实用新型的优点和有益效果在于:
16.这样的设计,通过提高载带层为微观平整层,获得微观级平整度的阳极功能层。
附图说明
17.图1是实施例1施压板与阳极功能层配合挤压结构示意图;
18.图2是实施例1施压板与阳极功能层配合挤压结构示意图(承载基板带有限位边);
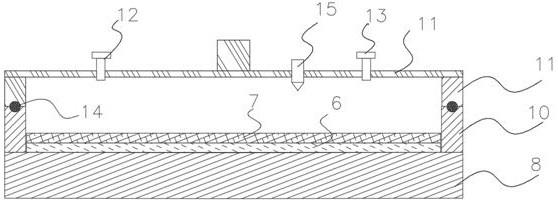
19.图3是实施例2施压罩体底部边缘与限位边上边缘配合结构示意图;
20.图4是实施例2施压罩体底部边缘与限位边上边缘配合结构示意图(带有下基板,抖动弹簧未被下压状态);
21.图5是实施例2施压罩体底部边缘与限位边上边缘配合结构示意图(带有下基板,抖动弹簧被下压状态)。
22.6、载带层;7、阳极功能层;8、承载基板;9、施压板;10、限位边;11、施压罩体;12、进气阀;13、出气阀;14、密封圈;15、压力传感器;16、下基板;17、抖动弹簧;18、震动器;19、导向柱。
具体实施方式
23.下面结合实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
24.实施例1
25.包括载带层6和施加于载带层6上表面的阳极功能层7,所述载带层6底部设置有承载基板8,所述阳极功能层7上部设置有施压部件;所述载带层6表面为微观平整层。
26.所述施压部件为施压板9。
27.所述承载基板8外缘上翻形成限位边10,所述施压板9外缘与限位边10内缘配合滑动。
28.所述施压板9为矩形金属板或者塑料板。
29.所述施压板9底部贴附有易剥离膜。
30.在使用时,首先将阳极功能层7浆料施加于载带层6,常温固化4-5个小时,然后通过施压板9挤压阳极功能层7,使得阳极功能层7与载带层6之间具有压力,压力大小优选2个大气压压力值,保压48-72小时后彻底固化。由于载带层6在微观尺度上平整,又施加了压
力,所以固化后的阳极功能层7表面具有和载带相似的微观平整度。
31.前期常压固化是利于将大部分的挥发物质挥发,后期施压可以在施压板9上设置电加热部件,如电热丝,保持温度50至60摄氏度,加快挥发。
32.载带层6表面为微观平整层是指:载带表面在微观尺度上平整,表面瑕疵的尺度是纳米量级的,即瑕疵尺度均小于1微米;例如表面的细微凸起、凹陷、孔洞和划痕宽度及深度等均为100nm或10nm量级。
33.实施例2
34.包括载带层6和施加于载带层6上表面的阳极功能层7,所述载带层6底部设置有承载基板8,所述阳极功能层7上部设置有施压部件;所述载带层6表面为微观平整层。
35.所述施压部件为一个施压罩体11,所述施压罩体11上开设有进气阀12和出气阀13,所述承载基板8外缘上翻形成限位边10,所述施压罩体11底部边缘与限位边10上边缘适配,且施压罩体11底部与限位边10上端之间设置有密封圈14。
36.所述施压罩体11内设置有压力传感器15。
37.所述承载基板8底部还设置有下基板16,所述下基板16与承载基板8之间通过抖动弹簧17连接,所述下基板16与承载基板8之间还设置有滑动导向机构;所述承载基板8底部固定有震动器18。
38.所述滑动导向机构包括固定在下基板16上的导向柱19和设置在承载基板8底部的导向槽,所述导向柱19与导向槽配合滑动导向。
39.所述承载基板8和下基板16上均开设有容纳抖动弹簧17的弹簧安装槽。
40.在使用时,首先将阳极功能层7浆料施加于载带层6,于此同时,震动器18震动,带动承载基板8震动,阳极功能层7浆料快速的流延至载带层6各个表面;于此同时,施压罩体11通过气缸驱动下压,施压罩体11底部边缘与限位边10上边缘配合,并将承载基板8下压,抖动弹簧17被压缩,承载基板8与下基板16抵接;进气阀12充气,至预定气压,压力为2个大气压;然后保持进气阀12充气流量和出气阀13排气流量一致,动态保压3小时。阳极功能层7固化后,进气阀12关闭,出气阀13排气至大气压,施压罩体11通过气缸驱动上升,施压罩体11底部边缘与限位边10上边缘脱离,一次成型完成。由于载带层6采用了微观平整层,又施加了气体压力,所以固化后的阳极功能层7表面具有微观级别的微观平整度,气体压力施压均匀,更为优选。
41.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。