1.本实用新型属于圆柱电池技术领域,尤其涉及一种圆柱电池顶盖中下塑胶、集流盘及其装配结构。
背景技术:
2.现有的圆柱电池顶盖中包括导电块、顶盖板、下塑胶和极柱,所述极柱穿过顶盖板和下塑胶与导电块相连。为了保证极柱与卷芯极耳的有效导体,还需要在下塑胶下设置集流盘,通过集流盘导通极耳和极柱。
3.目前在进行顶盖装配时,均是将各个部件进行直接叠加装配,尤其是集流盘在进行装配时,没有正反面的校正部件,使得集流盘的焊接面存在装反的可能。造成了产品良率降低,也为生产效率带来了极大的影响。
技术实现要素:
4.为了克服现有技术方法的不足,本实用新型的目的在于提出一种圆柱电池顶盖中下塑胶、集流盘及其装配结构,能够保证集流盘在装配时,焊接面固定朝上,起到防呆作用,提高装配效率,提高产品良率。
5.为实现以上目的,本实用新型采用技术方案是:一种圆柱电池顶盖中下塑胶与集流盘装配结构,包括下塑胶和集流盘,在所述下塑胶的底部设置有定位卡件,在所述集流盘的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与定位卡件的规格相匹配。
6.进一步的是,所述定位卡件为弧形凸起结构,所述弧形凸起结构围成承载倒角的空间。
7.进一步的是,所述集流盘包括极柱连接段、弯折段和极耳连接段,所述弯折段连接在极柱连接段和极耳连接段中部,极柱连接段的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与定位卡件的规格相匹配。安装前极柱连接段、弯折段和极耳连接段为平面展开结构;安装时,极柱连接段在下塑胶的辅助定位下与极柱焊接,极耳连接段与极耳焊接,通过弯折段弯折将顶盖置于卷芯顶部。
8.进一步的是,在所述集流盘的顶部边缘处设置有两个不同大小的倒角包括大倒角和小倒角,在所述下塑胶的底部设置有与大倒角相匹配的定位卡件。便于快速区分和定位集流盘的正反面,提高集流盘的安装效率。
9.进一步的是,所述定位卡件为弧形凸起结构,所述弧形凸起结构围成承载大倒角的空间。
10.另一方面,本实用新型提出一种圆柱电池顶盖的集流盘,包括集流盘本体,在所述集流盘本体的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与上方下塑胶上设置的定位卡件的规格相匹配。
11.进一步的是,所述集流盘本体包括极柱连接段、弯折段和极耳连接段,所述弯折段连接在极柱连接段和极耳连接段中部,极柱连接段的顶部边缘处设置有两个不同大小的倒
角,其中一个倒角与定位卡件的规格相匹配。
12.进一步的是,在所述极耳连接段上设置有凹槽,保证和极耳的有效焊接,可直接压紧极耳,提高连接稳固性。
13.进一步的是,在所述极耳连接段的中部设置有中心孔,所述中心孔与下方卷芯中心位置相对应。保证电解液流通。
14.另一方面,本实用新型提出一种圆柱电池顶盖的下塑胶,包括下塑胶本体,在所述下塑胶本体的底部设置有定位卡件,所述定位卡件的规格与下方配置的集流盘顶部边缘处设置的倒角相匹配。
15.采用本技术方案的有益效果:
16.本实用新型中,通过在集流盘上设置有两个大小不同的倒角,在下塑胶上设置有和其中一个倒角相匹配的定位卡件,能够保证集流盘在装配时,焊接面固定朝上,起到防呆作用,提高装配效率,提高产品良率。
附图说明
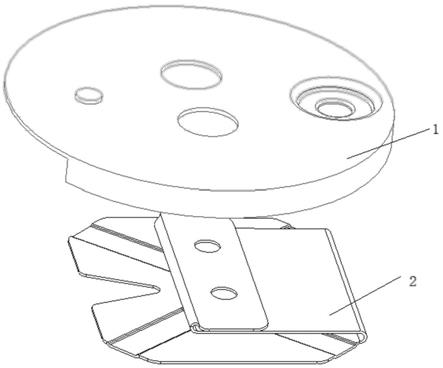
17.图1为本实用新型的一种圆柱电池顶盖中下塑胶与集流盘装配结构的爆炸图;
18.图2为本实用新型的一种圆柱电池顶盖中下塑胶与集流盘装配结构的展开图;
19.图3为本实用新型的一种圆柱电池顶盖中集流盘的结构示意图;
20.图4为本实用新型的一种圆柱电池顶盖中集流盘的俯视图;
21.图5为本实用新型的一种圆柱电池顶盖中下塑胶的结构示意图;
22.其中,1下塑胶,2集流盘,11定位卡件,21极柱连接段,22弯折段,23极耳连接段,24大倒角,25小倒角,26凹槽,27中心孔。
具体实施方式
23.为了使实用新型的目的、技术方案和优点更加清楚,下面结合附图对本实用新型作进一步阐述。
24.在本实施例中,参见图1
‑
图5所示,一种圆柱电池顶盖中下塑胶与集流盘装配结构,包括下塑胶1和集流盘2,在所述下塑胶1的底部设置有定位卡件11,在所述集流盘2的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与定位卡件11的规格相匹配。
25.作为上述实施例的优化方案1,所述定位卡件11为弧形凸起结构,所述弧形凸起结构围成承载倒角的空间。
26.作为上述实施例的优化方案2,所述集流盘2包括极柱连接段21、弯折段22和极耳连接段23,所述弯折段22连接在极柱连接段21和极耳连接段23中部,极柱连接段21的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与定位卡件11的规格相匹配。安装前极柱连接段21、弯折段22和极耳连接段23为平面展开结构;安装时,极柱连接段21在下塑胶1的辅助定位下与极柱焊接,极耳连接段23与极耳焊接,通过弯折段22弯折将顶盖置于卷芯顶部。
27.优选的,在所述集流盘2的顶部边缘处设置有两个不同大小的倒角包括大倒角24和小倒角25,在所述下塑胶1的底部设置有与大倒角24相匹配的定位卡件11。便于快速区分和定位集流盘2的正反面,提高集流盘2的安装效率。
28.其中,所述定位卡件11为弧形凸起结构,所述弧形凸起结构围成承载大倒角24的空间。
29.另一方面,如图3
‑
4所示,本实用新型提出一种圆柱电池顶盖的集流盘,在所述集流盘2本体的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与上方下塑胶1上设置的定位卡件11的规格相匹配。
30.作为上述实施例的优化方案3,如图2所示,所述集流盘2本体包括极柱连接段21、弯折段22和极耳连接段23,所述弯折段22连接在极柱连接段21和极耳连接段23中部,极柱连接段21的顶部边缘处设置有两个不同大小的倒角,其中一个倒角与定位卡件11的规格相匹配。
31.优选的,在所述极耳连接段23上设置有凹槽26,保证和极耳的有效焊接,可直接压紧极耳,提高连接稳固性。
32.优选的,在所述极耳连接段23的中部设置有中心孔27,所述中心孔27与下方卷芯中心位置相对应。保证电解液流通。
33.另一方面,如图5所示,本实用新型提出一种圆柱电池顶盖的下塑胶,包括下塑胶1本体,在所述下塑胶1本体的底部设置有定位卡件11,所述定位卡件11的规格与下方配置的集流盘2顶部边缘处设置的倒角相匹配。
34.为了更好的理解本实用新型,下面对本实用新型的工作原理作一次完整的描述:
35.在进行集流盘2装配时,将集流盘2上与下塑胶1定位卡件11匹配的倒角置入定位卡件11内,然后在进行焊接;通过上述操作能够保证集流盘2在装配时,焊接面固定朝上,起到防呆作用,提高装配效率,提高产品良率。
36.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。