1.本
技术实现要素:
涉及铜锭码垛机领域,尤其涉及一种铜锭自动码垛机。
背景技术:
2.铜锭是由粗铜经过电解提纯得到的高纯度物质,提纯时将粗铜预先制成厚板作为阳极,纯铜制成薄片作阴极,以硫酸和硫酸铜的混和液作为电解液。
3.目前,在铜锭制作完成之后,为了便于对铜锭进行转运,需要对铜锭进行集中码垛处理,而在码垛时一般会用到码垛机,且码垛机的码垛过程包括对铜锭的毛刺去除、码垛、缠绕固定等。
4.现有技术中,码垛机的使用过程中,经过去毛刺后的铜锭需要人工将其搬运至输送线上然后进行码垛,而由于一块铜锭的重量一般为10-12kg,且一垛需要一百块铜锭以上,仅凭人工进行搬运和码垛,使得工作人员的工作量十分繁重,且工作效率低下,长时间操作还会对身体造成一定的伤害。
5.因此,有必要提供一种铜锭自动码垛机解决上述技术问题。
实用新型内容
6.本实用新型内容提供一种铜锭自动码垛机,解决了铜锭码垛机人工搬运和码垛,工作量十分繁重,且工作效率低下的问题。
7.为解决上述技术问题,本实用新型内容提供的铜锭自动码垛机,包括:
8.用于对铜锭进行九十度翻转的中间转移机构、用于对铜锭进行抓起和平移的移栽机构、用于对铜锭进行去毛刺的去毛刺机构、用于对铜锭进行码垛的abb机器人、用于对铜锭缠绕固定的缠绕机构、用于输送铜锭的输送线、用于放置铜锭的钢托治具、打包机、提取站输送机以及堆高机限位器;
9.其中,所述中间转移机构设置在所述移栽机构的一侧,所述去毛刺机构设置在所述移栽机构的一侧,所述去毛刺机构设置在所述输送线的一侧,所述abb机器人位于所述输送线与所述去毛刺机构之间,所述缠绕机构设置于所述输送线的中部,所述钢托治具设置于所述输送线上,所述打包机设置于所述输送线,所述提取站输送机设置于所述输送线的一侧。
10.优选的,所述中间转移机构包括机架、提升组件、旋转翻面组件,所述提升组件设置于所述机架的顶部,所述旋转翻面组件设置于所述提升组件的上方。
11.优选的,所述移栽机构包括主体架、x轴移动组件、y轴移动组件、z轴移动组件以及气抓,所述x轴移动组件设置于所述主体架上,所述y轴移动组件设置于所述x轴移动组件,所述气抓设置于所述z轴移动组件。
12.优选的,所述去毛刺机构包括支撑架、去毛刺组件和导轨横移组件,所述去毛刺组件设置于所述支撑架的顶部,所述导轨横移组件位于所述去毛刺组件的正下方。
13.优选的,还包括前提升机构、全自动打包机构以及后提升机构,所述全自动打包机
构包括第一打包机、第一打包工位、第二打包机、第二打包工位、第三打包机、第三打包工位。
14.优选的,所述第三打包工位、所述第二打包工位、所述第一打包工位从左至右依次设置在所述输送线上,所述第一打包机设置在所述第一打包工位的一侧。
15.优选的,所述第二打包机设置在所述第二打包工位的一侧,所述第三打包机设置于所述第三打包工位的一侧,所述前提升机构与所述后提升机构分别设置于所述输送线的两侧。
16.优选的,所述钢托治具包括基座、吊装环、承重板、定位轴以及防护垫;所述吊装环固定于所述基座,所述承重板设置于所述基座顶部,所述基座的顶部开设有定位槽,所述定位轴固定于所述定位槽的内部,所述防护垫设置于所述定位槽内,所述承重板的底部开设有连接孔,所述定位轴卡接于所述连接孔内部。
17.与相关技术相比较,本实用新型内容提供的铜锭自动码垛机具有如下有益效果:
18.本实用新型内容提供一种铜锭自动码垛机,通过中间转移机构、移栽机构、去毛刺机构以及abb机器人配合使用,分别实现对铜锭进行自动旋转、翻转、剔除、移载、去毛刺以及码垛操作,构成一套完整的铜锭码垛操作系统,利用机械自动化操作,代替了传统人工手动操作方式,进而大大减少了人工工作量,并降低对人体的伤害,同时采用abb机器人进行码垛操作,其每分钟可以完成6-7个,工作效率得到明显的提升,很好的满足人们的使用需求。
附图说明
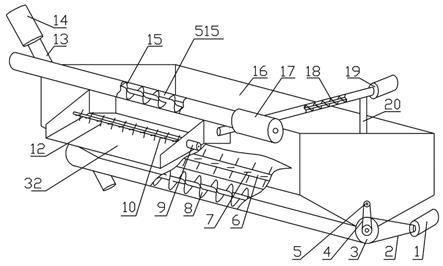
19.图1为本实用新型内容提供的铜锭自动码垛机第一实施例的结构示意图;
20.图2为图1中所示的中间转移机构的外部结构示意图;
21.图3为图1中所示的移栽机构外部的结构示意图;
22.图4为图1所示的去毛刺机构外部的结构示意图;
23.图5为图1所示的abb机器人外部的结构示意图;
24.图6为本实用新型内容提供的铜锭自动码垛机第二实施例的结构示意图;
25.图7为本实用新型内容提供的铜锭自动码垛机第三实施例的结构示意图;
26.图8为图7中所示的基座和承重板内部局部结构示意图。
27.图中标号:
28.1、中间转移机构,2、移栽机构,3、去毛刺机构,4、abb机器人,5、缠绕机构,6、输送线,7、钢托治具;
29.80、打包机,90、提取站输送机,100、堆高机限位器;
30.11、机架,12、提升组件,13、旋转翻面组件;
31.21、主体架,22、x轴移动组件,23、y轴移动组件,24、z轴移动组件, 25、气抓;
32.31、支撑架,32、去毛刺组件,33、导轨横移组件;
33.71、基座,72、吊装环,73、承重板,74、定位轴,75、防护垫,76、定位槽,77、连接孔;
34.8、前提升机构,9、全自动打包机构,10、后提升机构;
35.91、第一打包机,92、第一打包工位,93、第二打包机,94、第二打包工位,95、第三打包机,96、第三打包工位。
具体实施方式
36.下面结合附图和实施方式对本实用新型内容作进一步说明。
37.第一实施例
38.请结合参阅图1、图2、图3、图4和图5,其中,图1为本实用新型内容提供的铜锭自动码垛机第一实施例的结构示意图;图2为图1中所示的中间转移机构的外部结构示意图;图3为图1中所示的移栽机构外部的结构示意图;图4为图1所示的去毛刺机构外部的结构示意图;图5为图1所示的 abb机器人外部的结构示意图。铜锭自动码垛机,包括:
39.用于对铜锭进行九十度翻转的中间转移机构1、用于对铜锭进行抓起和平移的移栽机构2、用于对铜锭进行去毛刺的去毛刺机构3、用于对铜锭进行码垛的abb机器人4、用于对铜锭缠绕固定的缠绕机构5、用于输送铜锭的输送线6、用于放置铜锭的钢托治具7、打包机80、提取站输送机90以及堆高机限位器100;
40.其中,所述中间转移机构1设置在所述移栽机构2的一侧,所述去毛刺机构3设置在所述移栽机构3的一侧,所述去毛刺机构3设置在所述输送线6 的一侧,所述abb机器人4位于所述输送线6与所述去毛刺机构3之间,所述缠绕机构6设置于所述输送线6的中部,所述钢托治具7设置于所述输送线6上,所述打包机80设置于所述输送线6,所述提取站输送机90设置于所述输送线6的一侧。
41.中间转移机构1主要用于对铜锭进行旋转,与铜锭输送链连接,实现了机械自动翻转,代替人工进行操作,移栽机构2与中间转移机构1并排设置,中间转移机构1对铜锭翻转之后,通过传送带移动至移栽机构2中,通过移栽机构3对铜锭进行抓起、平移以及翻面,根据检测单元的检测结构判断铜锭是否需要剔除,若需要剔除则通过该移栽机构2将铜锭已送至剔除工位进行剔除,不需要剔除,则直接移送至去毛刺机构3后的待料工位上,去毛刺机构3则用于对铜锭外部毛刺进行去除,使其外部保持光滑平整,abb机器人4用于对完成去毛刺的铜锭搬运至输送线6上,并将其一一码垛起来,省去了人工进行码垛操作,大大减少了人力输出,减轻了工作量,且机器人码垛节拍为6-7个/min,码垛过程中铜锭不出现掉落,有效的提高了工作效率。
42.所述中间转移机构1包括机架11、提升组件12、旋转翻面组件13,所述提升组件12设置于所述机架11的顶部,所述旋转翻面组件13设置于所述提升组件12的上方。
43.中间转移机构1在使用时,提升组件12启动,使得其上的提升板移至上端,输送链上的铜锭输送至提升板上,提升组件开始下移,之后铜锭落入铜锭旋转翻面组件13中的固定板上,并由其上的旋转缸带动铜锭旋转90
°
,进而完成对铜锭的旋转操作,然后将其移送至移栽机构2工位上。
44.所述移栽机构2包括主体架21、x轴移动组件22、y轴移动组件23、z 轴移动组件24以及气抓25,所述x轴移动组件22设置于所述主体架21上,所述y轴移动组件23设置于所述x轴移动组件22,所述气抓25设置于所述 z轴移动组件24。
45.移栽机构2在使用时,其上的z轴移动组件24移动至铜锭上方,然后继续下移,通过气抓25抓取铜锭,之后开始提升后,再通过x轴移动组件 22以及y轴移动组件23的平移,使得铜锭移至去毛刺机构3的上方,在 xy轴平移过程中,根据检测的信息决定是否需要翻面,对需要翻面铜锭的由气抓25进行翻面,然后z轴移动组件24启动,并带动铜锭下移,之后气抓25松开,将铜锭放至去毛刺机构3后部待料工位,对于需要剔除的铜锭,由本移栽机构2移
送到剔除位,再由该位置的机械手进行剔除。
46.所述去毛刺机构3包括支撑架31、去毛刺组件32和导轨横移组件33,所述去毛刺组件32设置于所述支撑架31的顶部,所述导轨横移组件33位于所述去毛刺组件32的正下方。
47.移栽机构2将铜锭移至后待料工位,如果铜锭是大面朝下,则此位置的翻转机构对铜锭进行翻面,然后移入去毛刺工位,进行去毛刺操作,毛刺是通过切削刀具来进行去毛刺的,去完毛刺的铜锭由移送机构移出到abb机器人4抓取位,根据码垛的需要,在此位置先将铜锭翻面,然后由abb机器人 4抓取移送至输送线6中,abb机器人的型号为irb4600_45kg-205,机器人配置抓手夹取铜锭,机器人不进行产品翻转,需要翻转时,能够完成对铜锭的转移和码垛操作。
48.本实用新型内容提供的铜锭自动码垛机的工作原理如下:
49.s1、输送链将铜锭输送至中间转移机构1工位上,提升组件12启动,使得其上的提升板移至上端,输送链上的铜锭输送至提升板上,提升组件12开始下移,之后铜锭落入铜锭旋转翻面组件13中的固定板上,并由其上的旋转缸带动铜锭旋转90
°
,进而完成对铜锭的旋转操作,然后将其移送至移栽机构2工位上;
50.s2、铜锭进入移栽机构2工位后,通过其上的z轴移动组件24移动至铜锭上方,然后继续下移,通过气抓25抓取铜锭,之后开始提升后,再通过 x轴移动组件22以及y轴移动组件23的平移,使得铜锭移至去毛刺机构3 的上方,在xy轴平移过程中,根据检测的信息决定是否需要翻面,对需要翻面铜锭的由气抓25进行翻面,然后z轴移动组件24启动,并带动铜锭下移,之后气抓25松开,将铜锭放至去毛刺机构3后部待料工位,对于需要剔除的铜锭,由本移栽机构2移送到剔除位,再由该位置的机械手进行剔除;
51.s3、铜锭位于去毛刺机构3工位上后,通过导轨横移组件33将铜锭移动至去毛刺组件32位置,然后由去毛刺组件32进行去毛刺处理,去完毛刺的铜锭再由去毛刺机构3移出到abb机器人4抓取工位上,并根据垛型的需要,在此位置先将铜锭翻面;
52.s4、之后由abb机器人4对铜锭进行抓取,将其放置在输线上的钢托治具7杀红,依次均匀的码垛,码垛完成之后,通过输送线6将一垛铜锭移动至缠绕机构5位置,对铜锭进行缠绕固定,此时码垛操作完成。
53.第二实施例
54.请结合参阅图6,基于本实用新型内容的第一实施例一种铜锭自动码垛机,本实用新型内容的第二实施例提供另一种铜锭自动码垛机,其中,第二实施例并不会妨碍第一实施例的技术方案的独立实施。
55.具体的,本实用新型内容的提供另一种铜锭自动码垛机不同之处在于:
56.还包括前提升机构8、全自动打包机构9以及后提升机构10,所述全自动打包机构9包括第一打包机91、第一打包工位92、第二打包机93、第二打包工位94、第三打包机95、第三打包工位96。
57.所述第三打包工位96、所述第二打包工位94、所述第一打包工位92从左至右依次设置在所述输送线6上,所述第一打包机91设置在所述第一打包工位92的一侧。
58.所述第二打包机93设置在所述第二打包工位94的一侧,所述第三打包机95设置于所述第三打包工位96的一侧,所述前提升机构8与所述后提升机构10分别设置于所述输送线6的两侧。
59.三个打包机分别对应一个打包工位,且位于输送线6的左侧,用于对码垛好的铜锭进行自动打包操作,且打包机均采用pet材质,代替了传统的人工手动打包操作,进一步减少了人工工作量,同时并排设置三打包机,使得打包的工作效率得到显著的提升,在本实施例中,将输送线改为双链输送形式,在输送线6的左右两侧分别设置有前后提升8和后提升机构9,能够实现空钢托治具自动回流,并代替人工上料,进一步减少人工操作,降低对人体的伤害,使用起来更加方便、轻松。
60.第三实施例
61.请结合参阅图7和图8,基于本实用新型内容的第一实施例一种铜锭自动码垛机,本实用新型内容的第二实施例提供另一种铜锭自动码垛机,其中,第二实施例并不会妨碍第一实施例的技术方案的独立实施。
62.具体的,本实用新型内容的提供另一种铜锭自动码垛机不同之处在于:
63.所述钢托治具7包括基座71、吊装环72、承重板73、定位轴74以及防护垫75;所述吊装环72固定于所述基座71,所述承重板73设置于所述基座 71顶部。
64.所述基座1的顶部开设有定位槽76,所述定位轴74固定于所述定位槽 76的内部,所述防护垫75设置于所述定位槽76内,所述承重板73的底部开设有连接孔77,所述定位轴74卡接于所述连接孔77内部。
65.吊装环72共设置有两个,分别固定于基座71的左右两侧,通过与吊装环72连接,可以将整个基座71吊起,承重板73设置有两个,并排位于基座 1的顶部,用于放置铜锭,定位轴74固定在定位槽76的内部,且定位槽76 共设置有八个,分别对应两个承重板73八个外部的支撑脚,在将承重板73 放置在基座71上后,使其底部的支撑脚正好能卡接在定位槽76中,且支撑脚底部开设的连接孔77与定位轴74正好卡接,两者适配设置,通过两者配合卡接,对承重板73的底部起到定位作用,使其能够稳定安装在基座1上,防护垫75为橡胶材质,用于对承重板73的底部起到防护作用,避免承重板 73长时间与定位槽76卡接,导致两者因摩擦相互造成磨损,同时能够增加与定位槽76之间的摩擦作用,进一步增加承重板73的稳定性,该钢托治具7 通过设置定位轴74、定位槽76以及防护垫75,用于增加承重板73与基座71 之间的稳定性,使得两者始终保持相对稳定的连接状态,在使用时不会出现晃动,在放置铜锭时更加安全可靠,同时能够减少承重板73与基座71之间的摩擦损伤,对两者起到防护作用,延长其使用寿命。
66.且在本实施例中,以上所述仅为本实用新型内容的实施例,并非因此限制本实用新型内容的专利范围,凡是利用本实用新型内容说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型内容的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。