1.本实用新型涉及钢铁冶炼技术领域,尤其涉及一种废钢自动加热预热系统。
背景技术:
2.传统长流程的钢铁企业设计之初炼铁高炉产量与炼钢转炉产量有着特定的匹配关系,但随着炼钢工艺技术的改善该匹配关系越来越不能适应快节奏的炼钢生产,钢铁长流程中炼铁、炼钢产能的匹配刚性问题日益突出。尤其是目前冶金行业中环保管控的升级,企业原料场、烧结厂和炼铁厂各类环保改造增多,停产时间和次数增多,导致炼钢铁水供应受限,钢铁企业的日常生产受到很大影响,直接造成企业的生存与发展。
技术实现要素:
3.本实用新型的目的是提供一种废钢自动加热预热系统,解决上述的问题。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型一种废钢自动加热预热系统,包括废钢存储及上料车间和废钢冶炼及倒运车间,所述废钢存储及上料车间内设有原料储运场,所述废钢存储及上料车间和废钢冶炼及倒运车间之间设有上料装置,废钢通过装载机装入上料装置后送到转运小车上,所述转运小车沿轨道运行并将废钢送至装料位上的专用容器内,所述专用容器的下方设有运输车,所述运输车移动到预热位,所述预热位的上方设有氧燃枪机构,所述预热位的另一侧设有吊装位,所述运输车移动到所述吊装位后通过所述吊装位上方的天车吊起转运进行转炉冶炼。
6.进一步的,所述上料装置包括上料斜桥和上料小车,所述上料小车通过卷扬机构在所述上料斜桥上移动,所述上料斜桥的顶部设有下料斜槽,所述转运小车置于所述下料斜槽的下方。
7.进一步的,所述上料小车上安装有倾翻机构,所述倾翻机构包括液压缸,所述液压缸的底部铰接在所述上料小车的底架上,液压缸的伸缩端铰接在所述上料小车的料斗后端,所述料斗的前端铰接在所述底架上。
8.进一步的,所述转运小车上设有称重装置。
9.进一步的,所述氧燃枪机构通过阀站机构控制氧气的进量。
10.进一步的,所述预热位的上方设有预热包盖,所述预热包盖通过升降组件控制升降,所述预热包盖盖在所述专用容器上,所述氧燃枪机构的底部贯穿所述预热包盖后伸入专用容器内。
11.进一步的,所述预热位的上方还设有除尘烟道。
12.与现有技术相比,本实用新型的有益技术效果:
13.本实用新型利用对废钢的预热进行处理,使得钢铁长流程中炼铁、炼钢产能匹配性得到改善,同时降低企业生产调度压力和生产成本。
附图说明
14.下面结合附图说明对本实用新型作进一步说明。
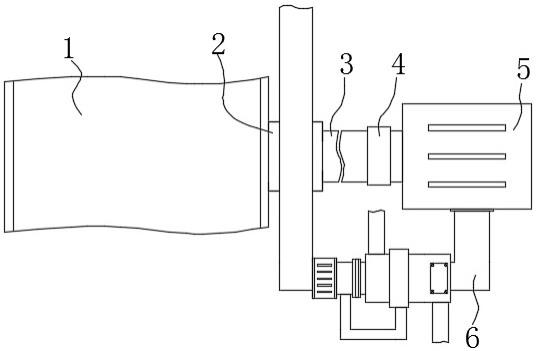
15.图1为本实用新型废钢自动加热预热系统示意图;
16.图2为废钢转运示意图;
17.附图标记说明:1、废钢存储及上料车间;2、废钢冶炼及倒运车间;3、原料储运场;4、转运小车;5、专用容器;6、运输车;7、氧燃枪机构;8、上料斜桥;9、上料小车;10、卷扬机构;11、下料斜槽;12、预热包盖。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1-2所示,一种废钢自动加热预热系统,包括废钢存储及上料车间1和废钢冶炼及倒运车间2。
20.所述废钢存储及上料车间1内设有原料储运场3,所述废钢存储及上料车间1和废钢冶炼及倒运车间2之间设有上料装置,所述上料装置包括上料斜桥8和上料小车9,所述上料小车9通过卷扬机构10在所述上料斜桥8上移动,所述上料斜桥8的顶部设有下料斜槽11。
21.所述上料小车9上安装有倾翻机构,所述倾翻机构包括液压缸,所述液压缸的底部铰接在所述上料小车9的底架上,液压缸的伸缩端铰接在所述上料小车的料斗后端,所述料斗的前端铰接在所述底架上。
22.废钢通过装载机装入上料装置后送到转运小车4上并通过所述转运小车4上设有的称重装置进行称重,所述转运小车4置于所述下料斜槽11的下方。
23.所述转运小车4沿轨道运行并将废钢送至装料位上的专用容器5内,所述专用容器5可以为铁水包或者钢水包,所述专用容器5的下方设有运输车6,所述运输车6移动到预热位,所述预热位的上方设有氧燃枪机构7,所述氧燃枪机构7通过阀站机构控制氧气的进量。
24.所述预热位的另一侧设有吊装位,所述运输车6移动到所述吊装位后通过所述吊装位上方的天车吊起转运进行转炉冶炼。
25.所述预热位的上方设有预热包盖12,所述预热包盖通过升降组件控制升降,所述预热包盖12盖在所述专用容器5上,所述氧燃枪机构7的底部贯穿所述预热包盖12后伸入专用容器5内对废钢进行加热。
26.所述预热位的上方还设有除尘烟道,利用除尘烟道将烟气吸收处理,保护环境。
27.经过本系统处理的铁水包内高温废钢等物料,可通过铁水包的运转去高炉接铁水或直接在倒铁站将满包铁水倒入;本系统处理的钢水包内高温废钢等物料,通过运转去转炉接钢水。
28.本实用新型的动作过程如下:
29.废钢等含铁物料通过倒运进入原料储运场3内,然后由装载机将废钢放入上料小车9内,然后通过卷扬机构10带动上料小车9沿着上料斜桥8上升,上升至顶部后通过倾翻机构推动上料小车9将废钢通过下料斜槽11送入转运小车4内并进行称重,然后转运小车4将
废钢送至装料位后将转运小车4上的废钢送入专用容器5内,然后专用容器5在运输车6的带动下送至预热位,然后将预热包盖12下降盖在专用容器5上,然后利用氧燃枪机构7对废钢进行加热,根据物料情况系统设定预热模式,预热完成氧燃枪机构7自动停止运行,安徽运输车6将预热完后的物料送至吊装位,然后由天车吊运到铁水包运输车/倒铁站/转炉前废钢斗,到高炉接铁水/倒铁水/进转炉冶炼。
30.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
技术特征:
1.一种废钢自动加热预热系统,其特征在于:包括废钢存储及上料车间(1)和废钢冶炼及倒运车间(2),所述废钢存储及上料车间(1)内设有原料储运场(3),所述废钢存储及上料车间(1)和废钢冶炼及倒运车间(2)之间设有上料装置,废钢通过装载机装入上料装置后送到转运小车(4)上,所述转运小车(4)沿轨道运行并将废钢送至装料位上的专用容器(5)内,所述专用容器(5)的下方设有运输车(6),所述运输车(6)移动到预热位,所述预热位的上方设有氧燃枪机构(7),所述预热位的另一侧设有吊装位,预热完毕后,所述运输车(6)移动到所述吊装位后通过所述吊装位上方的天车吊起转运进行转炉冶炼。2.根据权利要求1所述的废钢自动加热预热系统,其特征在于:所述上料装置包括上料斜桥(8)和上料小车(9),所述上料小车(9)通过卷扬机构(10)在所述上料斜桥(8)上移动,所述上料斜桥(8)的顶部设有下料斜槽(11),所述转运小车(4)置于所述下料斜槽(11)的下方。3.根据权利要求2所述的废钢自动加热预热系统,其特征在于:所述上料小车(9)上安装有倾翻机构,所述倾翻机构包括液压缸,所述液压缸的底部铰接在所述上料小车(9)的底架上,液压缸的伸缩端铰接在所述上料小车的料斗后端,所述料斗的前端铰接在所述底架上。4.根据权利要求1所述的废钢自动加热预热系统,其特征在于:所述转运小车(4)上设有称重装置。5.根据权利要求1所述的废钢自动加热预热系统,其特征在于:所述氧燃枪机构(7)通过阀站机构控制氧气的进量。6.根据权利要求1所述的废钢自动加热预热系统,其特征在于:所述预热位的上方设有预热包盖(12),所述预热包盖通过升降组件控制升降,所述预热包盖(12)盖在所述专用容器(5)上,所述氧燃枪机构(7)的底部贯穿所述预热包盖(12)后伸入专用容器(5)内。7.根据权利要求1所述的废钢自动加热预热系统,其特征在于:所述预热位的上方还设有除尘烟道。
技术总结
本实用新型公开了一种废钢自动加热预热系统,包括废钢存储及上料车间和废钢冶炼及倒运车间,废钢存储及上料车间内设有原料储运场,废钢存储及上料车间和废钢冶炼及倒运车间之间设有上料装置,废钢通过装载机装入上料装置后送到转运小车上,转运小车沿轨道运行并将废钢送至装料位上的专用容器内,专用容器的下方设有运输车,运输车移动到预热位,预热位的上方设有氧燃枪机构,预热位的另一侧设有吊装位,预热完毕后,运输车移动到吊装位后通过吊装位上方的天车吊起转运进行转炉冶炼。本实用新型利用对废钢的预热进行处理,使得钢铁长流程中炼铁、炼钢产能匹配性得到改善,同时降低企业生产调度压力和生产成本。企业生产调度压力和生产成本。企业生产调度压力和生产成本。
技术研发人员:蔡昌 马建林 杜广阔 梁宝军 夏春祥
受保护的技术使用者:河北燕山钢铁集团有限公司
技术研发日:2021.12.31
技术公布日:2022/5/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。