1.本实用新型涉及绕线机技术领域,尤其涉及一种跑道线圈绕线装置。
背景技术:
2.线圈为环形的导线绕组,通常为导线一圈圈的绕于线圈筒体上,最常见的线圈应用有:马达、电感、变压器和环形天线等。线圈大多通过绕线机来进行缠绕生产,这种方式相比工人手工生产能大大提高生产效率;绕线机可将尺寸较大的线盘上的铜线绕制到较小的线圈筒体上,较小的线圈筒体用于后续制造工序中。
3.跑道线圈是线圈的其中一种形式,因跑道线圈比较特殊,通常制作首先作成圆形线圈,然后用拉伸治具将圆形线圈拉伸为客户需求的跑道线圈。上述制作方法存在以下缺陷:1)拉伸治具都是金属材料,产品为铜线,铜比金属软,在拉伸过程中力量比较大,虽然拉伸治具接触点都是抛光圆形的,但是受力过大偶尔也会出现伤或者划痕;2)虽然手工拉伸可以拉伸到要求范围内,但是总归是人工拉伸多少会出现误差(主要为放置产品的时候不会完全一模一样,拉伸力度也不会一模一样);3)拉伸速度太慢,成本很高。
技术实现要素:
4.本实用新型提供一种跑道线圈绕线装置,以解决现有跑道线圈制作过程需要人工拉伸导致线圈内部受损、易出现误差、成本高等缺陷。
5.为解决上述技术问题,本实用新型提供的技术方案为:
6.本实用新型涉及的一种跑道线圈绕线装置,其包括工作平台、左支撑组件和右支撑组件;所述的左支撑组件设置在工作平台上表面的左半部分,左支撑组件包括左移动台、左转轴和勾线模,左移动台内设有轴承,左转轴安装在左移动台的轴承内,且左转轴的右端伸出左移动台,勾线模固定在左转轴的右端;
7.所述的右支撑组件设置在工作平台上表面的右半部分,右支撑组件包括右移动台、空心轴伺服电机、治具和支撑轴,空心轴伺服电机固定在右移动台上,支撑轴贯穿空心轴伺服电机的中心孔内,支撑轴与左转轴同轴,治具包括外护套和内芯,外护套套设在内芯的外部,内芯的左端穿出外护套,且内芯的左端呈跑道型,外护套的右端与空心轴伺服电机的转动轴的左端固定,内芯的右端与支撑轴的左端固定,支撑轴的左端通过弹簧与工作平台的侧壁连接。
8.优选地,其还包括整形组件,所述的整形组件包括整形气缸和整形气缸底座,整形气缸底座固定在工作平台的上表面,整形气缸固定在整形气缸底座的上表面,整形气缸的伸缩杆正对勾线模和治具的接触位置,且整形气缸的伸缩杆的端部设有整形块。绕线后,整形气缸轻微地挤压线圈,使得每层线圈接触更加密实,进而形成质量更好的跑道线圈。
9.优选地,所述的整形组件还配有热气输送装置,热气输送装置包括气泵(61)、输气管和加热管,输气管的一端连接气泵,另一端对准勾线模和治具的接触位置,加热管套设在输气管的外围。在绕线过程中,热气输送装置将热气吹到线圈上,使得线圈因温度升高而变
软,使得整形组件更加容易对线圈进行整形。
10.优选地,所述的加热管的内部设有围绕输气管螺旋布置的电热丝。
11.优选地,其还包括引线组件,所述的引线组件安装在左移动台的上方,引线组件包括若干个将线嘴输出的铜线引向勾线模的滚轮。引线组件使得铜线进入卷绕位置的距离更短,使得铜线更加稳定,进而使绕线质量得以提升。
12.优选地,所述的引线组件包括引线组件横向滑轨、水平滑块、水平驱动气缸、引线组件竖向滑轨、竖向滑块、竖向驱动气缸,引线组件横向滑轨固定在左移动台的顶面,水平滑块与引线组件横向滑轨滑动连接且通过水平驱动气缸驱动,引线组件竖向滑轨固定在水平滑块的右端,竖向滑块与引线组件竖向滑轨滑动连接并由竖向驱动气缸驱动,所述的滚轮安装在竖向滑块上。
13.优选地,所述的左移动台包括左移动台本体、左移动台轨道和左移动台驱动电机,左移动台轨道和左移动台驱动电机均固定在工作平台上,左移动台本体与左移动台轨道滑动连接,左移动台驱动电机的输出轴与左移动台本体螺纹连接。
14.优选地,所述的右移动台包括右移动台本体、右移动台轨道和右移动台驱动电机,右移动台轨道和右移动台驱动电机均固定在工作平台上,右移动台本体与右移动台轨道滑动连接,右移动台驱动电机的输出轴与右移动台本体螺纹连接。
15.与现有技术相比,本实用新型具有以下有益效果:
16.1.本实用新型涉及的跑道线圈绕线装置包括左支撑组件和右支撑组件,左支撑组件上设有带勾线模的左转轴,右支撑组件上设有由空心轴伺服电机驱动的支撑轴及治具,治具包括外护套和内芯,内芯靠近左转轴的一端呈跑道型,绕线后可直接形成跑道线圈,无需后续拉伸线圈,线圈内部不会损坏。
17.2.本实用新型涉及的跑道线圈绕线装置还包括整形组件和热气输送装置,绕线后,热气输送装置正对线圈吹热气,使得线圈变软,同时整形组件轻微挤压线圈,使得每层线圈接触更加密实,进而形成质量更好的跑道线圈。
18.3.本实用新型涉及的跑道线圈绕线装置还包括引线组件使得铜线进入卷绕位置的距离更短,使得铜线更加稳定,进而使绕线质量得以提升。
附图说明
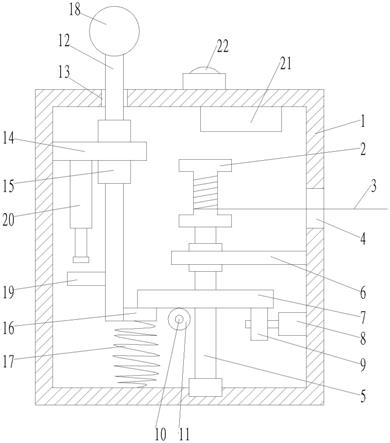
19.图1是本实用新型涉及的跑道线圈绕线装置的主视图;
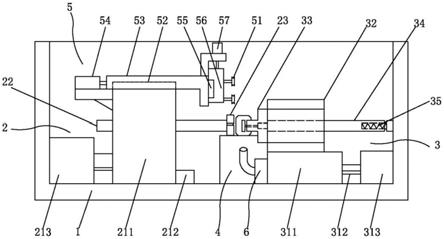
20.图2是本实用新型涉及的跑道线圈绕线装置的俯视图;
21.图3是治具各部件的拆分图;
22.图4是治具组装后的左视图;
23.图5是绕线过程中空心轴伺服电机、支撑轴及治具的位置关系图;
24.图6是取下线圈时空心轴伺服电机、支撑轴及治具的位置关系图。
25.图中:1-工作平台,2-左支撑组件,21-左移动台,211-左移动台本体,212
‑ꢀ
左移动台轨道,213-左移动台驱动电机,22-左转轴,23-勾线模,3-右支撑组件, 31-右移动台,311-右移动台本体,312-右移动台轨道,313-右移动台驱动电机, 32-空心轴伺服电机,33-治具,331-外护套,332-内芯,34-支撑轴,35-弹簧,4
‑ꢀ
整形组件,41-整形气缸,42-整形气缸底座,43-整形块,5-引线组件,51-滚轮, 52-引线组件横向滑轨,53-水平滑块,54-水平
驱动气缸,55-引线组件竖向滑轨, 56-竖向滑块,57-竖向驱动气缸,6-热气输送装置,61-气泵,62-输气管,63-加热管,64-电热丝。
具体实施方式
26.为进一步了解本实用新型的内容,结合实施例对本实用新型作详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
27.参照附图1和2所示,本实用新型涉及的一种跑道线圈绕线装置包括工作平台1、左支撑组件2、右支撑组件3、整形组件4、热气输送装置6和引线组件5。
28.所述的左支撑组件2设置在工作平台1上表面的左半部分,左支撑组件2 包括左移动台21、左转轴22和勾线模23,左移动台21又包括左移动台本体211、左移动台轨道212和左移动台驱动电机213,左移动台轨道212和左移动台驱动电机213均固定在工作平台1上,左移动台本体211与左移动台轨道212滑动连接,左移动台驱动电机213的输出轴与左移动台本体211螺纹连接;左移动台 21内设有轴承,左转轴22安装在左移动台21的轴承内,且左转轴22的右端伸出左移动台21,勾线模23固定在左转轴22的右端。
29.所述的右支撑组件3设置在工作平台1上表面的右半部分,右支撑组件3 包括右移动台31、空心轴伺服电机32、治具33和支撑轴34,右移动台31又包括右移动台本体311、右移动台轨道312和右移动台驱动电机313,右移动台轨道312和右移动台驱动电机313均固定在工作平台1上,右移动台本体311与右移动台轨道312滑动连接,右移动台驱动电机313的输出轴与右移动台本体311 螺纹连接;所述的空心轴伺服电机32固定在右移动台31上,支撑轴34贯穿空心轴伺服电机32的中心孔,支撑轴34与左转轴22同轴;参照附图3和4所示,所述的治具33包括外护套331和内芯332,外护套331套设在内芯332的外部,内芯332的左端穿出外护套331,且内芯332的左端呈跑道型,外护套331的右端与空心轴伺服电机32的转动轴的左端固定,内芯332的右端与支撑轴34的左端固定,支撑轴34的左端通过弹簧35与工作平台1的侧壁连接。
30.所述的整形组件4包括整形气缸41和整形气缸底座42,整形气缸底座42 固定在工作平台1的上表面,整形气缸41固定在整形气缸底座42的上表面,整形气缸41的伸缩杆正对勾线模23和治具33的接触位置,且整形气缸41的伸缩杆的端部设有整形块43,用于挤压线圈。所述的整形组件4还配有热气输送装置6,热气输送装置6包括气泵61、输气管62和加热管63,输气管62的一端连接气泵61,另一端对准勾线模23和治具33的接触位置,加热管63套设在输气管62的外围,加热管63的内部设有围绕输气管62螺旋布置的电热丝64。
31.所述的引线组件5安装在左移动台21的上方,引线组件5包括若干个将线嘴输出的铜线引向勾线模23的滚轮51。所述的引线组件5还包括引线组件横向滑轨52、水平滑块53、水平驱动气缸54、引线组件竖向滑轨55、竖向滑块56、竖向驱动气缸57,引线组件横向滑轨52固定在左移动台21的顶面,水平滑块 53与引线组件横向滑轨52滑动连接且通过水平驱动气缸54驱动,引线组件竖向滑轨55固定在水平滑块53的右端,竖向滑块56与引线组件竖向滑轨55滑动连接并由竖向驱动气缸57驱动,所述的滚轮51安装在竖向滑块56上。
32.上述跑道线圈绕线装置的使用方法是:从线嘴输出的铜线先绕在滚轮51上,通过水平驱动气缸54和竖向驱动气缸57左右、上下调整滚轮51的位置,进而使得进线的角度、距离最佳,然后将线头卡在勾线模23的卡槽中;启动左移动台驱动电机213使得左移动台本体
211沿着左移动台轨道212向右移动,并带动引线组件5及左转轴22向右移动,直到勾线模23与治具33接触,此时,中空心轴伺服电机32、支撑轴34及治具33的位置关系图5所示,内芯322的左端凸出外护套332的右端面;启动空心轴伺服电机32使得支撑轴34和治具33旋转,内芯322旋转将铜线绕在内芯322上,绕线过程中,热气输送装置6可对线圈吹热气,使得线圈温度升高,线圈软化;绕线完成后,启动整形气缸41使得整形块43轻微挤压线圈,使得各层线圈更加紧密;然后启动左移动台驱动电机 213,使得左移动台本体211向左移动,勾线模23与治具33分离,剪断铜线,然后启动右移动台驱动电机213,使得右移动台本体311向左移动,带动空心轴伺服电机32以及外护套331向左移动,而支撑轴34与内芯332保持不动,此时,中空心轴伺服电机32、支撑轴34及治具33的位置关系图6所示,外护套331 将绕好的线圈推出内芯332,线圈落下;最后再次启动右移动台驱动电机213,使得右移动台本体311向右移动,准备制作下一个线圈。
33.以上结合实施例对本实用新型进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。