1.本发明涉及一种泡罩包装机及泡罩包装的制造方法。
背景技术:
2.近年来,以果冻、果酱、酸奶、咖啡用牛奶、胶状糖浆(gum syrup)、奶油等的食品为首,作为医药品、化妆品等的包装容器,称作单份包装(portion pack)等的撕裂型开封(peel open)式的泡罩包装(blister pack)或dispen pak(注册商标)等的弯折开封式的泡罩包装被广泛利用。
3.此类泡罩包装由形成有可填充内容物的袋部的容器膜与以密封袋部的开口侧的方式安装于该容器膜的盖膜所构成。
4.一般而言,泡罩包装将经过如下工序来制造:一边搬送带状的容器膜,一边形成袋部的袋部形成工序;在该袋部中填充内容物的填充工序;以密封该袋部的开口侧的方式对容器膜安装盖膜的密封工序;以及从安装有该两膜而成的带状包装体(带状的泡罩膜)冲切成为最终制品的泡罩包装的冲切工序等(例如,参考专利文献1)。
5.现有技术文献
6.专利文献
7.专利文献1:日本实开昭60-161012号公报
技术实现要素:
8.发明要解决的课题
9.然而,因填充于袋部的内容物的容量或种类的不同,会有在填充工序中内容物从袋部溢出,或在直到其后的密封工序为止的搬送过程中内容物自袋部掉出等,使得连袋部外的容器膜的一般部都附着有内容物的问题。
10.如此的情况下,在其后的密封工序中会变成,盖膜对袋部的周缘部进行密封所制造的带状包装体在未被密封的容器膜一般部与盖膜间的未密封部分维持夹持着内容物的状态,被朝接下来的冲切工序搬送(参照图4)。
11.上述冲切工序中所使用的冲切装置具备配置于带状包装体上方的上模及配置于带状包装体下方的下模,两模构成为可沿着上下方向朝相互接近的方向或相互分离的方向相对移动。
12.一般而言,在上模设置有:用于从带状包装体冲切泡罩包装的冲头,保持该冲头的冲头保持器,用于在冲切泡罩包装时自上方按压带状包装体的冲孔模板(stripper);而在下模设置有:具有于冲切泡罩包装时供冲头插入的插入孔的模具。
13.在此种构成下,冲切装置构成为,使上模(冲头保持器)下降且使下模(模具)上升,通过冲孔模板一边按压住带状包装体模具,一边将冲头朝模具的插入孔内按入,由此冲切泡罩包装。
14.因此,在冲切工序中冲切泡罩包装时,会有导致被夹持于带状包装体的未密封部
分的内容物附着于冲切装置(冲头或模具等)的危险。
15.内容物就这样附着于冲切装置而置之不理,当然会有因附着的内容物腐败等而导致产生卫生方面的问题、内容物的黏着或对冲切装置的腐蚀等,可能造成冲切装置故障的原因的种种不良状况发生的危险。因而,一直以来需频繁地进行冲切装置的清洁作业。
16.本发明有鉴于上述情况等而完成,其目的在于,提供一种可抑制内容物的附着等的泡罩包装机及泡罩包装的制造方法。
17.解决课题的技术手段
18.以下,将针对适用于解决上述课题的各个手段分项进行说明。又,视情况需要而在所对应的手段中附注特有的作用功效。
19.手段1.一种泡罩包装机,用于制造泡罩包装,该泡罩包装具备:容器膜,该容器膜具有用于填充内容物的袋部;以及盖膜,该盖膜以堵塞前述袋部的方式安装于前述容器膜上,
20.该泡罩包装机的特征为,具备:
21.袋部形成机构,其一边搬送带状的前述容器膜,一边在该容器膜上形成前述袋部;
22.填充机构,其在前述袋部中填充前述内容物;
23.密封机构,其以堵塞前述袋部的方式,对在前述袋部已填充前述内容物的前述容器膜安装带状的前述盖膜;
24.冲切机构,其从在前述容器膜上安装了前述盖膜的带状包装体(带状的泡罩膜)冲切前述泡罩包装;以及
25.洗涤水供给机构,其向冲切前述泡罩包装前的前述带状包装体的上面供给洗涤水。
26.通过上述手段1,通过在冲切泡罩包装前的带状包装体的上面供给洗涤水,可于洗涤水积载在带状包装体上的状态下进行对泡罩包装的冲切。
27.由此,在冲切泡罩包装的同时,通过自带状包装体的上面侧流下来的洗涤水,可冲洗被夹持于带状包装体的未密封部分的内容物或附着在冲切机构(冲头或模具等)的内容物。
28.就结果来看,内容物变得不易附着、黏着于冲切机构,可抑制因内容物的附着等而导致的种种不良状况的发生。进而,可减少冲切机构的清扫作业等的频率。
29.手段2.根据手段1的泡罩包装机,其特征为,前述洗涤水供给机构被设置在前述密封机构与前述冲切机构之间。
30.将洗涤水供给机构设置在与冲切机构相同的位置、或与冲切机构设成一体化,会有使包装机的构成复杂化的问题。
31.对此,通过上述手段2,在冲切机构的上游侧,将洗涤水供给至带状包装体上,随着带状包装体的搬送可将该洗涤水朝冲切机构搬送。进而,可于洗涤水积载在带状包装体上的状态下进行对泡罩包装的冲切。就结果而言,可在不使包装机的构成复杂化的情况下设置洗涤水供给机构。
32.手段3.根据手段1或2的泡罩包装机,其特征为,具备限制前述带状包装体上的洗涤水朝向前述密封机构侧流动的逆流限制机构。
33.一般而言,在进行冲切工序时,于泡罩包装的冲切前,使冲切机构的上模与下模合
模,带状包装体根据上模与下模(冲孔模板与模具)而被把持。
34.因此,带状包装体上的洗涤水因上模(冲孔模板)等而被推开,会有朝向上游侧的密封机构的问题。
35.特别是在上述手段2的构成下,构成为,在积载洗涤水的状态下带状包装体朝冲切机构搬送,在该场合时,即便带状包装体本身停止住,积载于其上面的洗涤水也会因惯性而强烈地朝向冲切机构侧(下游侧)。而且,由于已合模的上模(冲孔模板),所以洗涤水的流动受到阻挡的同时,该洗涤水的一部分会朝反方向(上游侧)回弹,有朝向密封机构的问题。
36.一旦像这样洗涤水朝密封机构流动,则密封机构本身或包装体的密封部分会被冷却,有产生密封不良的危险。
37.相对于此,通过上述手段3,由于具备逆流限制机构,可限制洗涤水朝密封机构侧流动,可防止上述不良状况的发生。
38.手段4.根据手段3的泡罩包装机,其特征为,前述逆流限制机构为空气喷射机构,设于前述密封机构与前述洗涤水供给机构之间,自前述洗涤水供给机构的上游侧朝向前述带状包装体上的洗涤水喷射空气(空气等的气体)。
39.通过上述手段4,可不接触带状包装体而限制积载于其上面的洗涤水的逆流。由此,可期待抑制制品品质的降低。
40.手段5.一种泡罩包装的制造方法,用于制造泡罩包装,该泡罩包装具备:容器膜,该容器膜具有用于填充内容物的袋部;以及盖膜,该盖膜以堵塞前述袋部的方式安装于前述容器膜上,
41.该泡罩包装的制造方法的特征为,具备:
42.袋部形成工序,一边搬送带状的前述容器膜,一边在该容器膜上形成前述袋部;
43.填充工序,在前述袋部中填充前述内容物;
44.密封工序,以堵塞前述袋部的方式,对在前述袋部已填充前述内容物的前述容器膜安装带状的前述盖膜;
45.冲切工序,从在前述容器膜上安装了前述盖膜的带状包装体(带状的泡罩膜)冲切前述泡罩包装;以及
46.洗涤水供给工序,在前述密封工序的下一工序且前述冲切机构的前一工序中,向前述带状包装体的上面供给洗涤水。
47.通过上述手段5,可获得与上述手段1相同的作用功效。
附图说明
48.图1为泡罩包装机的大致构成图。
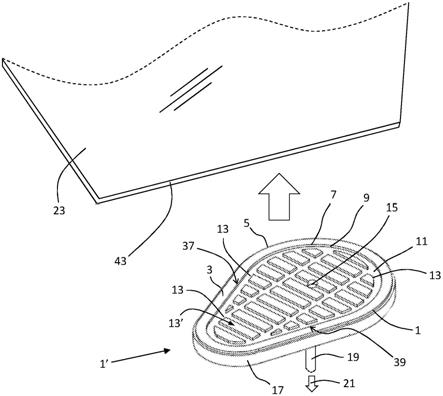
49.图2的(a)为显示泡罩包装的立体图;图2的(b)为显示泡罩包装的剖面图。
50.图3为显示泡罩膜的俯视图。
51.图4为显示冲切装置等的部分放大剖面图。
52.图5的(a)~(c)为用于说明冲切工序的说明图。
53.图6为显示关于其它实施形态的逆流限制机构的构成的模式图。
54.图7为显示关于其它实施形态的逆流限制机构的构成的模式图。
具体实施方式
55.以下,一面参照附图一面针对一个实施形态进行说明。首先,对成为制造对象的泡罩包装1进行详细说明。
56.如图2的(a)、(b)所示,本实施形态的泡罩包装1具有:容器膜3,其具备一个袋部2;盖膜4,其以堵塞袋部2的开口部的方式安装于容器膜3。
57.于袋部2中填充有内容物5〔参照图2(b)等〕。作为内容物5,例如可列举:果冻、果酱、酸奶、咖啡用牛奶、胶状糖浆、奶油等的食品。当然,不限于所例示的食品,也可为将其它食品填充于袋部2的构成。又,并不局限于食品,也可以是将医药品或化妆品等的内容物填充于袋部2的构成。
58.本实施形态的容器膜3通过例如pvc(聚氯乙烯)等的热塑性树脂材料所构成。再者,于容器膜3形成有凸缘部3a,该凸缘部3a以从袋部2开口部周缘往外侧方向延伸出去的方式形成。
59.另一方面,盖膜4以于铝蒸镀合成树脂膜上积层其它种类的合成树脂膜的膜所形成,安装成可对容器膜3(凸缘部3a)剥离。
60.再者,本实施形态的泡罩包装1中,在其周缘部中的一处,以容器膜3(凸缘部3a)与盖膜4不接着的方式制造。由此,此处的盖膜4形成为开封泡罩包装1时的捏取部4a。
61.在此,针对泡罩包装1的开封顺序进行说明。首先,以一手抓住容器膜3侧的同时,以另一手捏住盖膜4的捏取部4a。接着,一边捏住捏取部4a,一边自容器膜3将盖膜4剥下。由此,完成泡罩包装1的开封,从而可将填充于袋部2的内容物5取出。
62.另外,如后所述,本实施形态的泡罩包装1经过下述工序等而制造出:从作为安装有带状的容器膜3与带状的盖膜4而构成的带状包装体的泡罩膜35〔参照图3〕冲切作为最终制品的泡罩包装1。再者,图3中,为求方便,在泡罩膜35的部分加上散射点图案。
63.接下来,针对用以制造上述泡罩包装1的泡罩包装机10的构成进行说明。
64.如图1所示,泡罩包装机10中,自滚筒状的料卷抽出的带状的容器膜3由链夹式输送机(chain clipped conveyor)11等往下游侧的方向被间歇性地搬送。且链夹式输送机11的夹(clip)部11a(参照图3)以将容器膜3或泡罩膜35的膜宽度方向(y方向)两端部把持的方式构成。
65.在容器膜3料卷的下游侧,首先,设有加热装置12及袋部形成装置13。由加热装置12及袋部形成装置13构成了本实施形态的袋部形成机构。
66.加热装置12具备夹持容器膜3且呈上下配置的上模12a及下模12b,并构成为可将容器膜3的袋部2的形成范围局部加热。
67.袋部形成装置13具备上模13a及下模13b,该上模13a具有与袋部2的形状大致相似且更小的栓(图示省略);该下模13b具有和袋部2的形状对应的成形凹部(图示省略)。
68.然后,首先,在容器膜3利用加热装置12加热而形成为较柔软的状态下,上模13a及下模13b朝彼此接近方向相对移动。接着,栓自上模13a突出,形成袋部2的大致形状。最后,通过自上模13a喷吹空气、将容器膜3按压至下模13b的成形凹部,袋部2成形在容器膜3的既定位置。又,此袋部2的成形在容器膜3的搬送动作间的区间(interval)时进行。
69.再者,于袋部形成装置13的下游侧设有作为在袋部2填充内容物5的填充机构的填充装置14。
70.一方面,形成为带状的盖膜4的料卷配置成与前述容器膜3分开而被卷绕成滚筒状。自该料卷抽出的盖膜4会被导引到设于填充装置14的下游侧的承接辊15。盖膜4因被导引到承接辊15而形成为以堵塞袋部2的方式堆栈在容器膜3上。
71.在承接辊15的下游侧设有作为密封机构的密封装置16。密封装置16具备上模16a及下模16b,并构成为两模16a、16b可上下动且可压接,该上模16a本身的下面被加热至既定的密封温度,该下模16b形成有与袋部2对应的凹部(符号省略)。
72.然后,容器膜3及盖膜4被送到上模16a及下模16b之间,两膜3、4通过两模16a、16b而被压接,由此,盖膜4贴附在容器膜3上。由此,制造出在以盖膜4将填充有内容物5的袋部2密封的状态下的带状泡罩膜35。但是,本实施形态中,只有相当于袋部2周围的凸缘部3a处形成为贴附(密封)有盖膜4的密封部4b(参照图3的斜线部),其它的部位形成为未贴附盖膜4的未密封部4c。
73.于密封装置16的下游侧,设有作为逆流限制机构(空气喷射机构)的空气喷射装置17、及作为洗涤水供给机构的洗涤水供给装置18。以下,针对空气喷射装置17及洗涤水供给装置18进行详细说明。不过,为求方便,先说明洗涤水供给装置18。
74.洗涤水供给装置18用于在冲切泡罩包装1前的泡罩膜35的上面(盖膜4侧)供给洗涤水h,且被设置在后述的冲切装置19的上游侧。
75.如图4所示,洗涤水供给装置18具有洗涤水供给管18a及多个排水口(吐水口)18b,该洗涤水供给管18a与沿着泡罩膜35的膜宽度方向(图4的内侧方向)延伸的未图示的洗涤水供给源连接,该多个排水口(吐水口)18b按每隔该洗涤水供给管18a的延伸方向的既定间隔设置,且构成为,通过洗涤水供给管18a及排水口18b可将自前述洗涤水供给源所供给的洗涤水h大致均等地对泡罩膜35上面的膜宽度方向大致全区域进行供给。
76.本实施形态的各个排水口18b相较于垂直下方位置,分别稍微朝向膜搬送方向(x方向)下游侧斜下方,洗涤水h构成为以对泡罩膜35上朝向膜搬送方向下游侧的方式排水(吐水)。通过如此构成,可限制泡罩膜35上的洗涤水h往密封装置16侧流动。也就是说,这样的构成也可成为在本实施形态中作为逆流限制机构发挥功能。
77.空气喷射装置17朝向由洗涤水供给装置18对泡罩膜35的上面进行供给的洗涤水h喷射空气(空气等的气体)e,来限制洗涤水h往密封装置16侧流动,且设置于密封装置16与洗涤水供给装置18之间。
78.空气喷射装置17具有空气供给管17a及多个鼓风喷嘴17b,该空气供给管17a与沿着泡罩膜35的膜宽度方向延伸的未图示的鼓风机(air blower)连接,该多个鼓风喷嘴17b按每隔该空气供给管17a的延伸方向的既定间隔设置,且构成为,透过空气供给管17a及鼓风喷嘴17b,可将自前述鼓风机所供给的空气e大致均等地对泡罩膜35上面的膜宽度方向大致全区域进行喷射。
79.本实施形态的各个鼓风喷嘴17b相较于垂直下方位置,分别稍微朝向膜搬送方向(x方向)下游侧斜下方,空气e构成为以对泡罩膜35上朝向膜搬送方向下游侧的方式喷射。
80.于洗涤水供给装置18的下游侧,设置有作为从对泡罩膜35冲切泡罩包装1的冲切机构的冲切装置19。关于冲切装置19的详细容待后述。
81.于冲切装置19的下方设有输送机21,其与自泡罩膜35冲切的各泡罩包装1落下的位置相对应。通过这样的输送机21,泡罩包装1被移送往成品用料箱22。
82.再者,于输送机21的下方,设有作为洗涤水贮留机构的承接盘23,其用于在冲切泡罩包装1时,承接与该泡罩包装1一起自冲切装置19流下的洗涤水h。
83.于冲切装置19的下游侧,配设有将冲切泡罩包装1后所残留的废料(scrap)部35a裁断的裁断装置25。然后,废料部35a在裁断装置25中被裁断成既定尺寸,存积在废料用料箱27。
84.泡罩包装机10的概要如以上所述,以下将参照图4、图5来详细说明冲切装置19。
85.冲切装置19具备配置于沿着大致水平方向(x方向)进行搬送的泡罩膜35上方(盖膜4侧)的上模38、配置于泡罩膜35下方(容器膜3侧)的下模39、驱动两模38、39的未图示的驱动机构。可采用马达、流体压缸、凸轮传动机构等作为驱动机构。由此,两模38、39构成为,可沿着上下方向(z方向),朝相互接近的方向或相互分离的方向相对地移动。
86.上模38具备:用于对泡罩膜35冲切泡罩包装1的冲头41、保持冲头的冲头保持器(punch holder)42、及用于在冲切泡罩包装1时自上方按压泡罩膜35的冲孔模板43。
87.通过作为弹性机构(弹性构件)的螺旋弹簧44,冲孔模板43被安装成可相对于冲头保持器40在上下方向相对位移,且向下方赋能(偏置)。
88.下模39具备模具(die)45,其形成有在冲切泡罩包装1时供冲头41插入的插入孔45a。
89.又,针对由如以上构成的泡罩包装机10来制造泡罩包装1的顺序及其作用效果,特别是以形成在袋部2填充、密封内容物5的泡罩膜35后的主要工序为中心进行说明。
90.经过形成袋部2的袋部形成工序、在袋部2中填充内容物5的填充工序、于容器膜3安装盖膜4的密封工序等而形成的泡罩膜35被往空气喷射装置17及洗涤水供给装置18搬送、并进行洗涤水供给工序。
91.又,在填充工序中内容物5从袋部2溢出、直到其后的密封工序为止的搬送过程中,内容物5自袋部2掉出等,内容物5附着于袋部2外的容器膜3的一般部的场合,泡罩膜35维持着在其后的密封工序中不被密封的容器膜3的一般部与盖膜4间的未密封部4c挟持内容物5的状态下(参照图4),往下一个洗涤水供给工序搬送。
92.洗涤水供给工序中,对将泡罩包装1冲切前的泡罩膜35的上面供给来自洗涤水供给装置18的洗涤水h。
93.又,虽未图示,但是对在由夹部11a把持膜宽度方向两端部的泡罩膜35上面供给洗涤水h的情况时,该泡罩膜35由于因洗涤水h的重量,其膜宽度方向中央附近会呈凹陷,而在膜宽度方向上形成和缓弯曲的状态,因此洗涤水h将不易自膜宽度方向两端侧流下。
94.在像这样自洗涤水供给装置18供给洗涤水h的同时,自位于洗涤水供给装置18上游侧的空气喷射装置17朝向泡罩膜35上面的洗涤水h喷射空气e。
95.不过,本实施形态中,洗涤水h的供给或空气e的喷射并非构成为配合泡罩膜35的间歇动作而间歇性地进行,而是经常连续进行。当然,不限于此,洗涤水h的供给或空气e的喷射也可构成为配合泡罩膜35的间歇动作而间歇性地进行。
96.其后,泡罩膜35将往冲切装置19搬送,进行冲切工序。且在泡罩膜35往冲切装置19搬送时,在位于冲切装置19上游侧的洗涤水供给装置18的被供给到泡罩膜35上的洗涤水h也会一并被搬送往冲切装置19。
97.冲切装置19中,通常时,即在泡罩膜35的搬送中,上模38(冲头41、冲头保持器42、
冲孔模板43)位于从泡罩膜35往上方分离的待机位置,且下模39(模具45)位于从泡罩膜35往下方分离的待机位置。
98.然后,当被间歇搬送的泡罩膜35在既定位置停下时,则上模38下降的同时,下模39上升,并由冲孔模板43使泡罩膜35被按压在模具45的状态〔参照图5的(a)〕。
99.此时,泡罩膜35本体会停止住,但积载于其上面的洗涤水h会因惯性而强烈地朝向冲切装置19侧。而且,由于按压着泡罩膜35的冲孔模板43,洗涤水h的流动受到阻挡的同时,该洗涤水h的一部分会朝反方向回弹而朝向上游侧。本实施形态中,由自空气喷射装置17喷射的空气e来限制像这样朝向上游侧的洗涤水h到达密封装置16的情形。
100.其后,再降下冲头41,于泡罩膜35上积载着洗涤水h的状态下,冲头41逐渐进入模具45的插入孔45a〔参照图5的(b)〕。然后,通过再将冲头41往插入孔45a内推进,通过泡罩膜35冲切泡罩包装1〔参照图5的(c)〕。被冲切的泡罩包装1落进插入孔45a内而被导引至输送机21上,向完成品用料箱22移送。
101.同时,若存在泡罩膜35的未密封部4c所挟持的内容物5或附着在冲切装置19(冲头41或模具45等)的内容物5等的情况下,这些内容物5会通过自泡罩膜35上面侧流下的洗涤水h而被冲走。
102.其后,上模38及下模39自泡罩膜35分离,且残留在泡罩膜35上的洗涤水h会通过在冲切泡罩包装1后所形成于泡罩膜35的冲切穴35b等而流下,一面冲洗模具45的上面,一面通过模具45周围或插入孔45a,再往下方流下,与泡罩包装1的冲切时流下的洗涤水h一起通过输送机21的旁侧等,集中在承接盘23。
103.如此,若泡罩包装1的冲切工序结束,泡罩包装1的制造就完成了。
104.如以上所详述,根据本实施形态,具备洗涤水供给装置18,通过供给洗涤水h至冲切泡罩包装1前的泡罩膜35的上面,可在泡罩膜35上积载洗涤水h的状态下进行对泡罩包装1的冲切。
105.由此,在与冲切泡罩包装1的同时,由自泡罩膜35上面侧流下的洗涤水h,可冲走被挟持在泡罩膜35的未密封部4c的内容物5或附着在冲切装置19(冲头41抑或模具45等)的内容物5。
106.就结果来看,内容物5变得不易附着、黏着于冲切装置19,可抑制因内容物5的附着等所致的种种不良状况的发生。进而,可减少冲切装置19的清扫作业等的频率。
107.再者,本实施形态中,洗涤水供给装置18设置在冲切装置19的上游侧(密封装置16与冲切装置19之间)。由此,在冲切装置19的上游侧,将洗涤水h供给至泡罩膜35上,该洗涤水h可伴随着泡罩膜35的搬送朝冲切装置19搬送。就结果来说,可在不让泡罩包装机10的构成复杂化的情况下设置洗涤水供给装置18。
108.接下来,本实施形态中,设有用于限制泡罩膜35上的洗涤水h往密封装置16侧流动的逆流限制机构。具体而言,靠洗涤水供给装置18的上游侧,具备了朝向泡罩膜35上的洗涤水h的空气e喷射的空气喷射装置17。结果,可降低密封装置16或泡罩膜35的密封部分冷却而发生密封不良的危险。
109.又,不限于上述实施形态的记载内容,也可例如按以下的方式实施。当然,在以下未例示的其它的应用例、变更例自然也可实施。
110.(a)为制造对象的泡罩包装1的构成,并不限定于上述实施形态。
111.例如上述实施形态的泡罩包装1形成为具备一个袋部2的结构,但不限于此,也可构成为在一个泡罩包装中形成有多个袋部。再者,关于泡罩包装1或袋部2的大小或形状等,也并不限定于上述实施形态,也可采用不同的构成。
112.再者,上述实施形态中,采用了以容器膜3(凸缘部3a)与盖膜4的一部分不接着,且形成为开封时的捏取部4a的方式所构成的撕裂型开封(peel open)式泡罩包装1,但不限于此,也可构成为,去掉容器膜3(凸缘部3a)与盖膜4不接着的部位,而不形成捏取部4a。又,也可构成为,在凸缘部3a的一部分事先形成半切线等的折断线,于开封时,沿着该折断线将凸缘部3a折弯,折断该外缘部的一部分,捏住该一部分以将盖膜4剥下。
113.另外,不限于撕裂型开封式的泡罩包装,也可以采用dispen pak(注册商标)等的弯折开封式的泡罩包装。
114.(b)关于容器膜3或盖膜4的材质等,也不限于上述实施形态,也可采用不同的构成。
115.例如上述实施形态中,虽容器膜3为以pvc形成,但不限于此,当然可为cpp(无延伸聚丙烯)或pet等的树脂材料,也可为以铝等的金属材料形成的构成。
116.(c)泡罩膜35构成不限于上述实施形态。例如在上述实施形态中,虽构成为泡罩包装1在泡罩膜35的膜搬送方向及膜宽度方向上分别为两个,同时制造合计四个,但也可将其替换成,在泡罩膜35的膜搬送方向或膜宽度方向上制造一个或三个以上的构成。
117.(d)洗涤水供给机构的构成不限于上述实施形态的洗涤水供给装置18,也可采用不同的构成。
118.例如上述实施形态中,洗涤水供给装置18设置在冲切装置19的上游侧(密封装置16与冲切装置19之间)。但不受限于此,可构成为将洗涤水供给机构与冲切装置19设置在相同位置,也可构成为与冲切装置19成一体化设置。
119.再者,上述实施形态中,相较于垂直下方位置,各个排水口18b分别稍微朝向膜搬送方向下游侧斜下方,洗涤水h构成为以对泡罩膜35上朝向膜搬送方向下游侧的方式排水。但不受限于此,也可构成为各个排水口18b为分别朝向垂直下方位置,朝向垂直下方排水。
120.(e)如上述实施形态,逆流限制机构的构成不限于:自洗涤水供给装置18的上游侧朝向泡罩膜35上的洗涤水h喷射空气e的空气喷射装置17(空气喷射机构)、或自洗涤水供给装置18的排水口18b朝向膜搬送方向下游侧斜下方将洗涤水h排出的构成,也可采用不同的构成。
121.例如,如图6所示,也可构成为,在洗涤水供给装置18的上游侧使橡胶板80等的弹性构件抵接于泡罩膜35的上面,以限制洗涤水h往密封装置16侧流动,来取代空气喷射装置17。
122.再者,如图7所示,也可构成为,密封装置16与冲切装置19之间的至少一个区间中,由导引齿轮91、92(或者导引辊)等,以使下游侧比上游侧还要低的方式使泡罩膜35的搬送路径(链夹式输送机11的链部的导引路径)倾斜,以限制洗涤水h往密封装置16侧流动。
123.符号说明
124.1:泡罩包装,2:袋部,3:容器膜,4:盖膜,4b:密封部,4c:未密封部,5:内容物,10:泡罩包装机,12:加热装置,13:袋部形成装置,14:填充装置,16:密封装置,17:空气喷射装置,18:洗涤水供给装置,19:冲切装置,35:泡罩膜,38:上模,39:下模,41:冲头,42:冲头保
持器,43:冲孔模板,45:模具,45a:插入孔,e:空气,h:洗涤水。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。