1.本技术涉及重力铸造技术领域,特别涉及一种顶注式铸造模具。
背景技术:
2.重力铸造是指金属熔液在地球重力作用下注入型腔的工艺。重力浇铸包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造等;根据浇铸时的位置不同,又可分为顶注式、底注式和阶梯注入式等,其中顶注式容易充满型腔,可避免浇不足和冷隔等缺陷;顶部温度高,底部温度低,有利于实现顺序凝固和冒口补缩;结构简单,造型方便;金属消耗少等优点,受到广泛的应用。
3.但是,现有的顶注式模具及工艺成型工件较短,容易形成气孔和渣孔的缺陷,效率低、铸造质量差是本领域的技术人员需要解决的问题。
技术实现要素:
4.本技术的一个目的在于提供一种效率高,且铸造质量高的顶注式铸造模具。
5.为达到以上目的,本技术采用的技术方案为:一种顶注式铸造模具,包括上模、下模和浇注通道,所述上模和所述下模之间设有用于成型工件的型腔,所述浇注通道上设有浇注口,所述浇注通道适于连通所述浇注口和所述型腔,其特征在于,所述浇注通道包括直浇道和横浇道,所述浇注口通过所述直浇道连通所述横浇道,所述横浇道向上连通有缓流腔,所述缓流腔连通所述型腔,所述缓流腔适于储存部分浇铸液。
6.常见的顶注式铸造模具生产的工件其高度不得超过100mm,原因在于超过100mm的工件,其浇铸液随着直浇道进入型腔,容易形成大量的气孔和渣孔,常规冒口补缩手段效果极差,针对工件高度超过100mm的产品,通常需要采用底注法,但是底注法具有浇铸速度慢;底部温度高、顶部温度低,不利于顺序凝固;成型的铸件内应力更大等缺点,对某些产品要求高、产量要求高的产品并不适用。
7.常规顶注法通常将横浇道和内浇道合并,并且横浇道位于直浇道的上方,这种方式会导致浇铸液进入型腔的速度过快,形成紊流,从而影响工件的成型质量,而本技术的浇注通道包括直浇道和横浇道,并且在横浇道向上设置有缓流腔,所述缓流腔可以减缓浇铸液进入型腔的速度,从而以形成层流或者缓变流,提高工件的成型质量。
8.进一步优选,所述横浇道和所述型腔在竖直平面上错位设置,所述缓流腔沿水平方向延伸并连接所述横浇道和所述型腔。
9.进一步优选,所述铸造模具内设置有排气腔,所述排气腔设置在所述浇铸液流动通道的末端;浇注末期,空气适于跟随所述浇铸液进入所述排气腔。
10.进一步优选,所述型腔的上部设置有集渣腔,所述浇铸液中密度小于所述浇铸液的杂质适于从所述型腔上浮至所述集渣腔。
11.另一种优选,所述铸造模具上设置有暗冒口腔,所述暗冒口腔的位置与所述工件
的底部。
12.另一种优选,所述直浇道的头部连接在所述浇注口上,所述直浇道的尾部向内延伸出直浇道连接腔,所述直浇道连接腔适于连通所述直浇道和所述横浇道,所述直浇道连接腔的顶面与所述横浇道的头部连接。
13.在直浇道的尾部向内延伸出直浇道连接腔,并使直浇道连接腔的顶面与横浇道的头部连接,可以在浇铸过程中,降低浇铸液的流动速度,并使浇铸液的流动速度保持稳定,在浇铸过程中,浇铸液通过浇注口进入直浇道,随后沿着直浇道进入直浇道连接腔,随后逐步填充直浇道连接腔,并从直浇道连接腔的上部进入横浇道,使从浇注口注入的浇铸液其流动速度均匀,不会过快也不至于过慢,从而提升浇筑完成的工件质量。
14.进一步优选,所述直浇道连接腔的底面向下凸出地设置有第一缓冲腔,所述第一缓冲腔适用于储存部分浇铸液;所述横浇道的头部向上凸出地设置有横浇道冒口腔。
15.在直浇道连接腔的底面向下凸出地设置第一缓冲腔,可以进一步降低浇铸液的流动速度,使从浇注口进入直浇道的浇铸液,先填充第一缓冲腔,并沿着直浇道连接腔缓慢上升,从而进入横浇道,第一缓冲腔可以储存部分浇铸液,并且明显降低浇铸液进入横浇道的速度;由于浇铸液存在残渣和氧化物(如三氧化二铝等),这些残渣的比重比浇铸液轻,会浮在浇铸液的上表面,因此在横浇道的头部凸出设置横浇道冒口腔,可以使这些废渣冷却定型在横浇道冒口腔的顶面,从而减少工件的渣孔。
16.进一步优选,所述横浇道的左右两侧对称分布有第一横浇道和第二横浇道,所述第一横浇道的头部和所述第二横浇道的头部相互连接,所述第一横浇道的尾部和所述第二横浇道的尾部留有间隙。
17.第一横浇道的尾部和第二横浇道的尾部留有间隙是必须的,为了填充工件,通常将横浇道的形状沿着工件的投影形状布置,以实现浇铸液均匀进入型腔的目的,但是由于型腔中存在空气,需要在横浇道上留有间隙,以便排出空气。
18.进一步优选,所述浇注口的上方和所述直浇道连接腔的上方均设置有过滤片。
19.进一步优选,所述缓流腔的下方凸出地设置有第二缓冲腔,所述第二缓冲腔适用于控制所述浇铸液的流动速度;所述集渣腔内壁的投影形状与所述工件顶面的投影形状相同,所述缓流腔平均分布在所述横浇道上,所述缓流腔的数量不少于两个。
20.与现有技术相比,本技术的有益效果在于:(1)在横浇道上向上连通有缓流腔,可以降低在横浇道上浇铸液的流动速度,在填充缓流腔的过程中,浇铸液沿着横浇道从下方填充缓流腔,使进入缓流腔的浇铸液速度变缓,随后通过缓流腔进入型腔,使浇铸液流动的速度较为一致,提高顶注式工件的质量,减少气孔、渣孔、强度差等问题。
21.(2)利用顶注法成型高度较高的工件,对提高工件的密度、降低工件的内应力、提高工件的成型质量、加快工件的成型速度,并且本技术的顶注法模具减少了浇铸液的飞溅、气孔、渣孔,实现质量更高,成本更低的效果。
附图说明
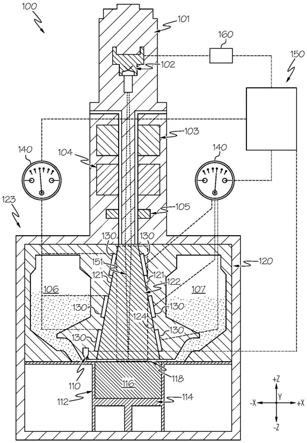
22.图1为本技术的铸造模具的一种实施例的示意图,展示了铸造模具的结构和位置关系。
23.图2为本技术的铸造模具的一种实施例的工件和废料的示意图,展示了工件和废料。
24.图3为本技术的铸造模具的一种实施例的工件的示意图,展示了工件去除废料后的状态。
25.图4为本技术的铸造模具的一种实施例的上视图。
26.图5为本技术的铸造模具的一种实施例的a-a截面的剖视图,展示了型腔的位置和结构。
27.图6为本技术的铸造模具的一种实施例的b-b截面的剖视图,展示了缓流腔。
28.图7为本技术的铸造模具的一种实施例的上模的示意图,展示了横浇道的位置。
29.图8为本技术的铸造模具的一种实施例的下模的示意图,展示了第一横浇道和第二横浇道。
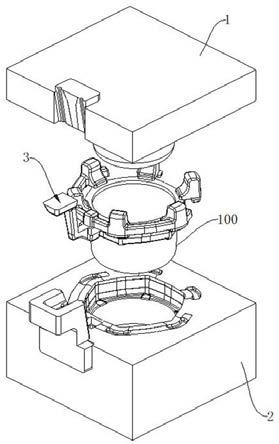
30.图9为本技术的铸造模具的一种实施例的轴测图,展示了工件位于下模中。
31.图10为本技术的铸造模具的一种实施例的工件及其废料,展示了直浇道冷料、横浇道冷料。
32.图11为本技术的铸造模具的一种实施例的工件及其废料的正视图。
33.图12为本技术的铸造模具的一种实施例的工件及其废料的俯视图,展示了集渣层。
34.图13为本技术的铸造模具的一种实施例的b-b截面的示意图,展示了暗冒口。
35.图14为本技术的铸造模具的一种实施例的示意图,展示了过滤片。
36.图中:1、上模;2、下模;3、浇注通道;31、浇注口;32、直浇道;321、第一缓冲腔;322、直浇道连接腔;33、横浇道;331、缓流腔;3311、第二缓冲腔;332、缓流连接腔;333、横浇道冒口腔;334、第一横浇道;3341、第一横浇道头部;3342、第一横浇道尾部;335、第二横浇道;3351、第二横浇道头部;3352、第二横浇道尾部;34、排气腔;35、暗冒口腔;4、型腔;41、集渣腔;5、过滤片;100、工件;200、废料区;201、直浇道冷料;2011、第一缓冲部;2012、直浇道连接部;202、横浇道冷料;2021、横浇道冒口;2022、缓流冒口;2023、缓流连接部;2024、第二缓冲部;203、集渣层;204、暗冒口;205、排气冒口。
具体实施方式
37.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
38.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、
ꢀ“
横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、
ꢀ“
前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
39.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
40.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意
图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
41.常见的顶注式铸造模具生产的工件其高度不得超过100mm,原因在于超过100mm的工件,其浇铸液随着直浇道32进入型腔4,容易形成大量的气孔和渣孔,常规冒口补缩手段效果极差,针对工件高度超过100mm的产品,通常需要采用底注法,但是底注法具有浇铸速度慢,底部温度高、顶部温度低,不利于顺序凝固,成型的铸件内应力更大等缺点,对某些产品要求高、产量要求高的产品并不适用。
42.在一个具体的实施例中,如图3所示,此工件100为圆筒形壳体,浇铸液材料为铝液,此壳体的高度为183mm,远远超过100mm,通常采用底注法铸造,但是其填充速度慢,工件100内应力大,成型质量差;而采用本技术的顶注式铸造模具,加工了成型速度,并且大量减少了渣孔和气孔,使成型的工件100能够通过隙内检查。
43.为了使顶注式铸造模具的产品气孔和渣孔更少,成型强度达标,成品率高,需要从两方面入手,分别是降低浇铸液的流动速度和稳定浇铸液流动速度,由于采用顶注式注入,浇铸液流动的速度一般较快,更容易出现气孔和渣孔,因此需要降低浇铸液的流动速度;在浇铸过程中经过不同大小的型腔4时,需要保证浇铸液的流动速度保持稳定,这保证工件100在不同位置的晶粒分布较为均匀,工件100的强度较好,成品率高。
44.本技术的顶注式铸造模具,其一种实施例如图1-14所示,包括上模1、下模2和浇注通道3,上模1和下模2之间设有用于成型工件100的型腔4,浇注通道3上设有浇注口31,浇注通道3适于连通浇注口31和型腔4,浇注通道3包括直浇道32和横浇道33,横浇道33向上连通有缓流腔331,缓流腔331连通型腔4,缓流腔331适于储存部分浇铸液以实现减缓浇铸液流动速度的目的,本实施例的分型面如图1所示,其中缓流腔331、横浇道33均位于分型面的上方,并位于上模1中,型腔4位于分型面的下方即下模2中。
45.图4和图5展示了本技术的铸造模具的剖视图,其中型腔4的位置如图5所示,上模1和下模2之间设有型腔4,型腔4的形状与工件100一致,浇注通道3连通所述浇注口31和型腔4,成型的工件100上连接有废料区200,如图2所示,当浇铸完成后,从模具中取出成型的产品,随后去除废料区200即可得到成品工件100,在这个具体的实施例中,工件100的形状如图3所示。
46.常规顶注法通常将横浇道33和内浇道合并,并且横浇道33位于直浇道32的上方,这种方式会导致浇铸液进入型腔4的速度过快,形成紊流,从而影响工件100的成型质量,而本技术的浇注通道3包括直浇道32和横浇道33,其中横浇道33向上连通有缓流腔331,缓流腔331连通型腔4,缓流腔331适于控制浇铸液流动的速度,从而行成层流或者缓变流,提高工件100的成型质量。缓流腔331的位置如图6所示,缓流腔331适于成型缓流冒口2022,为便于观察缓流冒口2022的位置如图11所示,位于工件100上方的废料区200中。
47.进一步优选,如图6所示,横浇道33和型腔4在竖直平面上错位设置,缓流腔331沿水平方向延伸并连接横浇道33和型腔4;在这个具体的实施例中,缓流腔331的下部向外延伸出缓流连接腔332,缓流连接腔332的下方连通型腔4,缓流连接腔332中的浇铸液冷却后形成缓流连接部2023,其位于废料区200中,如图10所示。
48.值得一提的是,缓流连接腔332能进一步减缓浇铸液的流速,并且有效去除浇铸液
中的氧化物,在这个具体的实施例中,浇铸液中的氧化物为三氧化二铝,三氧化二铝的密度低于铝液密度,保持浇铸液温度一致,使浇铸的工件100质量更高。缓流连接腔332设置在缓流腔331的下部,并且向外延伸,有两点好处,其一是进一步降低进入横浇道33的浇铸液的速度,使从缓流腔331向外流入型腔4中,防止其直接进入型腔4;其二是在浇铸过程中,难免会产生废渣,这些废渣的密度小于浇铸液的密度因此会浮在缓流腔331的上部,缓流连接腔332连接在缓流腔331的下部,可以防止这些废渣进入型腔4,从而提高工件100质量。
49.进一步优选,如图7和图8所示,铸造模具内设置有排气腔34,排气腔34设置在浇铸液流动通道的末端,排气腔34适于排气,排气腔34适于成型排气冒口205如图10和图11所示。
50.排气腔34对于减少工件100上的气孔非常重要,当浇铸液沿着浇注通道3进入型腔4时,型腔4中的空气受到浇铸液的挤压而向型腔4的上方运动,正好进入排气腔34的顶端,防止气孔存在工件100上,并且排气腔34还可以起到补缩的效果,提升工件100的紧密度,使冷却后的晶粒尽量排列均匀。
51.进一步优选,如图6所示,型腔4的上部设置有集渣腔41,集渣腔41连通型腔4与缓流连接腔332,集渣腔41适于成型工件100上的集渣层203,如图10和图12所示,集渣层203适于收集废渣。
52.由于在浇铸过程中,无法避免在浇铸液中存在废渣和氧化物(如三氧化二铝、氧化铁等),其密度小于浇铸液的密度,会浮在浇铸液的表面,虽然已经开设了排气腔34,但是在冷却过程中,浇铸液里还会有新生产的氧化物漂浮在浇铸液的上方,因此需要在型腔4的上部设置集渣腔41,以去除废渣。
53.另一种优选,如图5所示,铸造模具上设置有暗冒口腔35,暗冒口腔35的位置与工件100的热节位置对应,暗冒口腔35对准热节,暗冒口腔35适于成型暗冒口204,暗冒口204的位置如图13所示。
54.在这个具体的实施例中,本工件100的热节位置在工件100的底部,因此在热节位置设置暗冒口腔35,用于补缩、排气、集渣,使本工件100底部的成型质量更好,减少气孔和渣孔。
55.另一种优选,如图5所示,直浇道32的头部连接在浇注口31上,直浇道32的尾部向内延伸出直浇道连接腔322,直浇道连接腔322适于连通直浇道32和横浇道33,直浇道连接腔322的顶面与横浇道33的头部连接。直浇道32冷却后形成直浇道冷料201,横浇道33冷却后形成横浇道冷料202,直浇道连接腔322冷却后形成直浇道连接部2012,如图10和图13所示。
56.直浇道32的尾部向内延伸出直浇道连接腔322,直浇道连接腔322适于连通直浇道32和横浇道33,直浇道连接腔322的顶面与横浇道33的头部连接,在浇铸过程中,浇铸液流动的速度大小和速度的稳定性,均会影响工件100冷却后晶粒的排列顺序和晶粒大小,从而影响工件100的强度和质量,使用直浇道连接腔322可以降低浇铸液进入型腔4的速度,以形成层流或者缓变流,提高工件100的成型质量。
57.进一步优选,如图5所示,直浇道连接腔322的底面向下凸出地设置有第一缓冲腔321,第一缓冲腔321适用于储存部分浇铸液;横浇道33的头部向上凸出地设置有横浇道冒口腔333,第一缓冲腔321中的浇铸液冷却后形成第一缓冲部2011,横浇道冒口腔333中的浇
铸液冷却后形成横浇道冒口2021如图14所示。
58.在直浇道连接腔322的底面向下凸出地设置第一缓冲腔321,可以进一步降低浇铸液的流动速度,使从浇注口31进入直浇道32的浇铸液,先填充第一缓冲腔321,并沿着直浇道连接腔322缓慢上升,从而进入横浇道33,第一缓冲腔321可以储存部分浇铸液,并且明显降低浇铸液进入横浇道33的速度;由于浇铸液存在残渣和氧化物(如三氧化二铝等),这些残渣的比重比浇铸液轻,会浮在浇铸液的上表面,因此在横浇道33的头部凸出设置横浇道冒口腔333,可以使这些废渣冷却定型在横浇道冒口腔333的顶面,从而减少工件100的渣孔。
59.在浇铸过程中,浇注液流动的速度和均匀性非常重要,先进入浇注通道3的浇铸液受到型腔4的内壁的散热,温度逐渐降低,与后进入浇注通道3中的浇铸液温度差异较大,冷却后形成的工件100晶粒的排列不佳,大小不一,极其影响工件100的质量,因此设置第一缓冲腔321使温度较低的浇铸液沉淀在第一缓冲腔321中,而进入型腔4的浇铸液温度尽量保持一致,从而使工件100的质量提高。
60.进一步优选的实施例中,如图8所示,横浇道33的左右两侧对称分布有第一横浇道334和第二横浇道335,第一横浇道头部3341和第二横浇道头部3351相互连接,第一横浇道尾部3342和第二横浇道尾部3352留有间隙。
61.第一横浇道尾部3342和第二横浇道尾部3352留有间隙是必须的,为了填充工件100,通常将横浇道33的形状沿着工件100的投影形状布置,以实现浇铸液均匀进入型腔4的目的,但是由于型腔4中存在空气,需要在横浇道33上留有间隙,以便排出空气;在横浇道33的左右两侧对称分布又第一横浇道334和第二横浇道335,可以实现在型腔4不同位置均匀进料,提高工件100不同位置的均匀度。
62.另一种优选的实施例,如图9所示,浇注口31的上方和直浇道连接腔322的上方均设置有过滤片5,在这个具体的实施例中,过滤片5的孔隙密度为25~30ppi。
63.过滤片5是本领域的常见技术,但是在顶注过程中,受到重力影响,浇铸液的流动速度较快,设置的过滤片5难以起到较好的效果,本技术在浇注口31的上方和直浇道连接腔322的上方设置过滤片5可以有效降低浇铸液的流动速度,并且有效去除部分残渣,减少工件100上的渣孔,经过多次实验,过滤片5的孔隙密度为25~30ppi。
64.进一步优选的实施例中,缓流腔331的下方凸出地设置有第二缓冲腔3311,第二缓冲腔3311适用于控制浇铸液的流动速度;集渣腔41内壁的投影形状与工件100顶面的投影形状相同,缓流腔331平均分布在横浇道33上,缓流腔331的数量不少于两个,第二缓冲腔3311中的浇注液冷却后在废料区200上形成第二缓冲部2024,如图11所示。
65.在顶注的过程中,由于浇铸液的流动速度较快,对于高度比较高的工件100,容易形成浇铸液飞溅,并且形成较多的气孔和渣孔,通过缓流腔331下方的第二缓冲腔3311,进一步下降浇铸液的流动速度,并且使浇铸液流动更趋近去层流;在实际生产过程中,浇铸液沿着横浇道33进入缓流腔331,并部分储存在第二缓冲腔3311中,使浇铸液的流动速度更加均匀,实现层流效果。
66.在浇铸过程中,由于缓流腔331的内壁温度较低,先进入缓流腔331中的浇铸液温度下降,沉淀在缓流腔331的底部,如果不能使这些温度较低的浇铸液与后续温度较高的浇铸液分离,这些温度不同的浇铸液会导致成型的工件100晶粒排列较差,强度较低,更容易
出现断裂变形,因此在缓流腔331的底部设置第二缓冲腔3311,用于沉淀这些温度较低浇铸液,并且这些浇铸液可以对后续进入的浇铸液起到保温效果,进一步提升工件100的质量。
67.由于废渣的密度较低,会漂浮在浇铸液的表面,因此在型腔4的上方设置集渣腔41,集渣腔41中的浇铸液冷却后形成集渣层203,因此需要在工件100的顶面上设置相同形状的集渣层203,这些集渣层203需要在工件100成型后去除,经过多次实验,选择集渣层203的厚度为10mm,剩余工件的质量较好,成品率较高。
68.设置多个缓流腔331可以更有效的降低浇铸液的流动速度,并且使这些缓流腔331均匀分布在横浇道33上,可以使进入型腔4的各个位置的浇铸液流动速度保持均匀稳定,从而提升晶粒排布的均匀度,从而提升工件100的成型质量,缓流腔331的数量不得少于两个,在这个实施例中,缓流腔331的数量为四个。
69.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。