1.本发明涉及一种玻璃加工技术,尤其涉及一种大幅面玻璃激光高速切割掰片设备。
背景技术:
2.在汽车玻璃、液晶显示器领域,通常是将一大块玻璃,用具有一定硬度的刀轮,在一定压力下,划过玻璃表面,从而在其表面形成一道v型切割槽,然后通过冲击块、顶针、超声波振动或人工掰片,实现主体跟废料的分裂。在刀轮切割过程中,刀轮的大小、平稳度、压力决定了切割边缘的质量和后段机械倒角的大小、效率和难易程度。其次现有刀轮切割工艺,切割崩口较大,需要预留较多的边缘部分进行后段的机械倒角研磨,导致倒角工序耗费较长时间,降低整线节拍。同时,目前的掰片方法不稳定因素较多,较小的r角、c角、u型角,废料很难脱离主体部分,导致掰片良率很低。
3.随着产线对玻璃加工效率的要求不断提升,大幅面(l2000mm*w1800mm*t2mm)的玻璃整体外框切割、掰片,整线生产节拍需要达到10s内,要求切割速度达到1000mm/s,现有的激光切割技术最快速度为400mm/s,完全达不到节拍要求,严重影响产能。
技术实现要素:
4.为解决现有技术中的问题,本发明提供一种大幅面玻璃激光高速切割掰片方法及设备。
5.本发明大幅面玻璃激光高速切割掰片方法,包括如下步骤:
6.s1:对待加工的大幅面玻璃进行固定;
7.s2:激光切割:激光切割头按照既定的图形对玻璃产品进行激光切割;
8.s3:激光掰片:采用co2激光进行热裂边角引线,在热胀冷缩的作用下,使得应力从切割线方向释放,切割痕迹裂开,从而使得边角料自然裂开,完成图形角处的激光掰片;
9.s4:机械掰片:在近长线的切割线上,施加垂直于玻璃面方向的作用力,应力沿着切割痕迹释放,切割痕迹裂开,从而使废料与主体分离,得到成品。
10.本发明作进一步改进,步骤s1执行前,还包括归正步骤:通过机械定位方式对玻璃进行初定位,步骤s2中,发射激光的激光器固定不动,通过飞行光路将激光器发出的激光传输至激光切割头。
11.本发明还提供一种实现所述方法的设备,包括激光切割平台及设置在激光切割平台输出端的掰片平台,还包括将将切割后的玻璃转运至掰片平台的机械手,所述激光切割平台用于对大幅面玻璃进行激光切割,所述掰片平台用于将切割好的玻璃制品沿切割线进行激光掰片和机械掰片。
12.本发明作进一步改进,所述激光切割平台包括静龙门结构、设置在静龙门结构上的x轴飞行光路系统、设置在x轴飞行光路系统下方的y轴直线电机,设置在y轴直线电机上、由y轴直线电机驱动的玻璃切割吸附平台,x/y轴协同配合,通过飞行光路对玻璃切割吸附
平台上的大幅面玻璃按照既定的图形进行激光切割。
13.本发明作进一步改进,所述x轴飞行光路系统包括x轴直线电机模组、由x轴直线电机模组驱动的z轴伺服模组、飞行光路组件,所述飞行光路组件包括激光器、第一全反镜片、第二全反镜片、扩束镜和激光切割头组件,其中,所述激光器、第一全反镜片、扩束镜均设置在静龙门结构上,所述第二全反镜片和激光切割头组件设置在z轴伺服模组上,激光飞行传输路径为:所述激光器发出的激光经扩束镜转为平行光束后,射入第一全反镜片,然后经第一全反镜片全反射平行射入x轴直线电机模组上的第二全反镜片,光线经第二全反镜片全反射后射入激光切割头组件,然后对下方的大幅面玻璃进行激光切割。
14.本发明作进一步改进,所述激光器包括两种输出模块,其中一种输出模式为波长1064nm、脉宽15ps、单脉冲能量0.5mj、频率200khz的高频激光器,聚焦光斑5um、200khz频率时,切割速度为1000mm/s;第二种模式为波长1064nm、脉宽15ps、频率50khz、单脉冲能量2mj的高单脉冲能量激光器,由于激光器具有很高的单脉冲能量,单个光斑对玻璃的作用范围可达20um,可以在光斑间距为20um之间形成裂纹,频率50khz时,切割速度达到1000mm/s。
15.本发明作进一步改进,所述掰片平台包括y轴直线电机、设置在y轴直线电机上的玻璃吸附载台,还包括设置在玻璃吸附载台上方的x轴直线电机组件、激光掰片光路组件,所述激光掰片光路组件的光路在x轴直线电机组件的驱动调整下,对下方的玻璃吸附载台的切割好的玻璃沿切割线进行扫描。
16.本发明作进一步改进,所述激光掰片光路组件包括激光器、第三全反镜片、第四全反镜片、2d振镜,其中,激光器、第三全反镜片设置在所述x轴直线电机组件附近,所述第四全反镜片和2d振镜设置在所述x轴直线电机组件的动子上,其中,所述激光器发出的光经第三全反镜片反射,入射至第四全反镜片上,所述第四全反镜片的反射光通过2d振镜发出,垂直射入所述玻璃吸附载台上的玻璃上,对玻璃切割线进行扫描。
17.本发明作进一步改进,所述掰片平台还包括机械掰边组件,所述机械掰边组件包括设置在大幅面玻璃上方的多组压料块,对待掰边的部位从上往下施加应力。
18.本发明作进一步改进,还包括设置在所述激光切割平台进料端的进料平台和对进料的玻璃进行归正的归正平台,还包括设置在所述掰料平台出料端的出料平台,所述机械手的数量为多个,分别还用于将归正平台的物料转运至激光切割平台,将掰片平台的物料转运至出料平台。
19.与现有技术相比,本发明的有益效果是:实现玻璃的快速切割掰片以及在各平台之间的快速转移,切割速度可达1000mm/s,激光器采用两种输出模式切换,能够兼容不同材质、类型玻璃的切割,解决了传统刀轮切割良率低的问题;通过激光与机械相结合的掰片方式,极大的提高了掰片的效率和整线产能,解决行业产能瓶颈问题。
附图说明
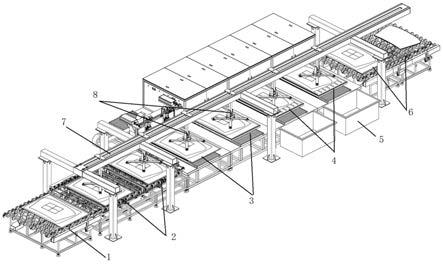
20.图1为本发明设备结构示意图;
21.图2为归正平台结构示意图;
22.图3为激光切割平台的x轴飞行光路系统结构示意图;
23.图4为掰边平台结构示意图;
24.图5为机械手结构示意图;
25.图6为本发明一实施例激光切割后玻璃形状示意图;
26.图7为激光掰片后的玻璃结构示意图;
27.图8为机械掰片后得到成品结构示意图。
具体实施方式
28.下面结合附图和实施例对本发明做进一步详细说明。
29.如图1所示,本发明设备,包括根据大幅面玻璃加工方向依次设置的进料平台1、2个归整平台2、2个激光切割平台3、2个掰边平台4、2个出料平台6、将玻璃在各个平台上平移转运的多工位取料平移机械手7。在掰边平台4的一侧还设置了用于收集废料的废料收集盒5。
30.本例的进料平台1由玻璃专用输送滚轮机构组成,所述输送滚轮机构包括伺服电机、传动杆和设置在传动杆上的若干个滚轮,其中,伺服电机与传动杆相连,带动传动杆上的滚轮向前运动。
31.如图2所示,本例的归整平台2同样设置有与进料平台结构相同并相接的玻璃专用输送滚轮机构201,进料平台1上的玻璃直接经由滚轮进入归正平台2。
32.本例的归正平台2还包括连杆顶升机构204、皮带归正机构203、定位靠轮机构202。本例连杆顶升机构包括信号感应件、伺服电机、顶升机构,所述皮带归正机构203由伺服电机、和有伺服电机驱动的几组横向皮带组成,定位靠轮机构202设置在所述横向皮带的一端。待加工玻璃由进料平台1流到归正平台2时,连杆顶升机构204的信号感应件感应到玻璃,连杆顶升机构204升起,使玻璃脱离输送滚轮机构201滚轮面,横向皮带带动玻璃运动到定位靠轮机构202,进行靠边机械定位,连杆顶升机构204下降,输送滚轮机构201带动玻璃继续向前运动。运动到指定位置时,由多工位取料平移机械手7上的机械手8将玻璃抓取到激光切割平台上。
33.如图3所示,本例的激光切割平台3由l型大理石结构301、设置在大理石结构上的x轴飞行光路系统、及设置在x轴飞行光路系统下方的y轴直线电机、及设置在y轴直线电机上、由y轴直线电机驱动y轴运动的玻璃切割吸附平台组成。
34.本例的l型大理石结构301由两块相互独立、相互垂直的大理石1和大理石2组成。
35.所述x轴飞行光路系统设置在大理石2上,包括静龙门直线电机302,本例采用静龙门直线电机302具有较高的直线度,侧放于l型大理石上,与光路分开、独立放置,确保光路系统在x轴光路的飞行稳定性。
36.本例x轴飞行光路系统包括静龙门直线电机302、设置在静龙门直线电机302沿x向运动的安装板303、设置在安装板303上的z轴伺服模组309、还包括飞行光路组件。所述飞行光路组件所述飞行光路组件包括激光器308、第一全反镜片306、第二全反镜片304、扩束镜310和激光切割头组件305,其中,所述激光器308、第一全反镜片306、扩束镜310分别通过支架307固定在静龙门结构上,所述第二全反镜片304固定在安装板303上部,与第一全反镜片306等高设置,激光切割头组件305设置在z轴伺服模组309上,并由z轴伺服模组309驱动。
37.本例激光飞行传输路径为:所述激光器308发出的激光经扩束镜310转为平行光束后,射入第一全反镜片306,然后经第一全反镜片306全反射平行射入第二全反镜片304,光线经第二全反镜片304全反射后射入激光切割头组件305,然后对下方的大幅面玻璃进行激
光切割。
38.本例激光器308置于l型大理石结构平面上,激光器308采用两种输出模式,模式1为波长1064nm、脉宽15ps、单脉冲能量0.5mj、频率200khz的高频激光器,该激光器特性适用于超白玻璃快速切割,聚焦光斑5um、200khz频率时,切割速度为1000mm/s;模式2为波长1064nm、脉宽15ps、频率20khz-50khz、单脉冲能量2mj的高单脉冲能量激光器,该激光器特性适用于绿玻、黑玻等特殊吸热、透光率低的玻璃快速切割,由于这种材料具有透光率低、高吸热特性,在很高的单脉冲能量下,光斑热影响较大,可以在光斑间距为20um之间形成裂纹,频率50khz时,切割速度达到1000mm/s。
39.本例第一全反镜片306和第二全反镜片304采用反射率大于99.5%、高损伤阈值的反1064nm波长的镜片,置于反射装置内反射光束并改变光束的传播方向;扩束镜310具有可调发散角和扩大光斑的作用,通过调节发散角刻度,调整激光束为平行光束,使激光光束在飞行传输时,在近处和远处具有相同的光斑大小,从而不影响聚焦光斑大小和焦点位置,保证切割质量;切割头采用3-5mm焦深切割头,可以满足不同厚度的玻璃切割,切割头的焦深留有1-2mm的余量,可以最大程度弥补玻璃弧面、玻璃吸附不水平引起的切割深度的变化。
40.本发明激光切割平台结构设计的优点为:
41.①
激光器固定不动,通过飞行光路进行激光传输,使x轴直线电机的负载降低到最低,提升切割速度;
42.②
切割头z轴采用电动伺服轴进行焦距电动调节,保证激光焦点的稳定性、精确性,保证切割效果;
43.③
x轴采用高速直线电机,精度高、速度快,提高切割效率。
44.本例的y轴直线电机置于大理石1上,与静龙门直线电机同置于l型大理石结构上,保证了静龙门直线电机运动平面与吸附平台平行,y轴直线电机采用阿尔泰克控制器控制,保证了平台高速运动的稳定性。
45.本例所述切割吸附平台水平置于y轴直线电机之上,由真空吸附板和气路组成。所述激光切割平台还包括下机架和上机柜。
46.激光高速切割平台的特点为:静龙门直线电机控制飞行光路在x轴方向运动,y轴直线电机控制吸附平台在y轴上运动,x/y轴协同配合,对玻璃按照既定的图形进行激光切割。同时,该方法最大程度减少了设备体积,节约了设备成本。
47.高速切割平台的动作流程为:
48.①
将玻璃取料后放置到切割吸附平台,真空吸附玻璃;
49.②
y轴直线电机将玻璃沿y方向运动到指定开始切割工位;
50.③
切割头在x轴直线电机以及吸附平台y轴直线电机的联动运动下,对玻璃按照既定的图形进行激光切割;
51.④
切割完成后y轴将切好的玻璃运送出来;
52.⑤
真空吸附关闭,玻璃移动到掰边工位。
53.如图4所示,本例的掰边平台4包括y轴直线电机401、玻璃吸附载台402、x轴双动子直线电机组件403、激光掰片光路组件、机械掰边组件。所述激光掰片光路组件为两组,分别与所述x轴双动子直线电机组件403的其中一个动子配合。
54.本例的y轴直线电机401位于大理石平台上,所述切割吸附载台402置于y轴直线电
机401之上,由真空吸附板和气路组成。
55.本例激光掰片光路组件包括激光器408、第三全反镜片407、第四全反镜片406、2d振镜405,所述第四全反镜片406和2d振镜405设置在所述x轴双动子直线电机组件403的其中一个动子上,其中,所述激光器408发出的光经第三全反镜片407反射,入射至第四全反镜片406上,所述第四全反镜片406的反射光通过2d振镜405发出,垂直射入所述玻璃吸附载台402上的玻璃上,对玻璃切割线进行扫描。
56.本例激光器408采用功率300w-450w的高功率co2激光器,波长9.3um或10.6um,光斑大小4-5mm,振镜在高速扫描状态下,切割线能够快速受热,在热胀冷缩的作用下,使得应力从切割线方向释放,切割痕迹裂开。本例第三全反镜片407、第四全反镜片406采用的全反镜片采用反射率大于99.5%、高损伤阈值的反10.6um波长的镜片。
57.所述x轴双动子直线电机上设置一组全反镜片和2d振镜,2d振镜的扫描范围为200mm*200mm,超过范围可以通过x轴双动子直线电机及y轴玻璃吸附载台联动对指定位置掰片。
58.本例掰片平台的优点为:
59.x轴双动子直线电机组件带动两路飞行光路,同时对不同区域进行掰片处理,提高掰片效率。与y轴直线电机联动,对玻璃的r角、c角、u型角进行激光掰片加工,掰片范围覆盖全幅面。
60.优选的,本例机械掰边组件包含4组由柔性橡胶材料制作而成的压料块,分别设置在玻璃的四个边方向上方,对准切割线从上往下施加应力。从而能够快速对直线或近直线的切割线进行掰片。
61.本例废料收集盒5置于掰片平台4侧边,收集掰片平台4留下的废料。
62.本例掰片平台动作流程如下:
63.1.平移机械手将玻璃取料后放置到y轴玻璃吸附载台,真空启动吸附玻璃;
64.2.y轴直线电机将玻璃向里运动到指定位置进行激光掰片(双头联动);
65.3.双掰片头在x轴直线电机、y轴直线电机的联动运动下,对玻璃按照既定图形的r角、c角、u型角进行激光掰片加工;
66.4.图形的近直线部分采用机械掰片组件进行机械掰片;
67.5.掰片完成后,y轴直线电机将掰好的玻璃运送出来;
68.6.真空吸附关闭,待取料机械手取料。
69.本例的出料平台与进料平台结构相同,同样由玻璃专用输送滚轮机构组成,伺服电机与传动杆相连,带动传动杆上的滚轮向前运动。
70.如图1和图5所示,本例的多工位取料平移机械手7包括平移龙门架支架、和若干个悬掉在所述平移龙门架支架下方的机械手8;机械手8主要由悬吊件801、机械臂802,垂直气缸803和由垂直气缸803驱动垂直运动吸附玻璃的真空吸盘804组成,本例平移机械手主要功能是通过6个机械手同时移动,通过真空吸盘804对玻璃进行取放,实现平台之间玻璃进行同步取放、流转,提高整线效率。
71.本例以汽车前挡玻璃(尺寸:l2000mm*w 1800mm*t 2mm)加工作为实施例说明,具体为:
72.上料:玻璃通过机械手自动上料,通过传输线传输到进料平台;
73.归正平台:通过机械定位方式对玻璃进行初定位;
74.切割平台:切割头在x轴直线电机、y轴直线电机的联动运动下,对玻璃10按照既定的图形对玻璃产品进行激光切割,对整体玻璃外观11及引导线101采用贝塞尔切割,切割后的玻璃如图6所示;
75.掰片平台:采用co2激光进行热裂边角引线101,加上边角料引线较短,在热胀冷缩的作用下,使得应力从玻璃外观11的切割线111及边角引线101方向释放,切割痕迹裂开,从而使得边角料自然裂开,完成图形的r角、c角、u型角进行激光掰片,激光掰片后的玻璃结构如图7所示,剩下的玻璃外观11两个角之间的近长线采用机械掰片,在切割线上,施加垂直于玻璃面方向的作用力,应力沿着切割痕迹释放,切割痕迹裂开,从而达到废料与主体分离,得到成品,如图8所示;
76.下料:成品玻璃通过机械手进入出料平台,等待下一工序进行。
77.本发明首次提出一种大幅面玻璃激光高速切割方法及设备,经过特殊的光学、结构、电气控制等配置,切割速度可达1000mm/s。激光器采用两种输出模式切换,能够兼容不同材质、类型玻璃的切割,解决了传统刀轮切割良率低的问题。本发明通过激光与机械相结合的掰片方式,极大的提高了掰片的效率和整线产能,解决行业产能瓶颈问题。
78.以上所述之具体实施方式为本发明的较佳实施方式,并非以此限定本发明的具体实施范围,本发明的范围包括并不限于本具体实施方式,凡依照本发明所作的等效变化均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。