1.本发明涉及智能化流水生产线技术领域,具体为一种烧结空心砖填充保温棉智能化生产线。
背景技术:
2.现在的建筑行业,建筑节能一直受到各大企业的重视,建筑节能也是政府一直大力提倡的可持续发展政策,是节能减排的一大助力,同时也减轻了房屋的自身重量和改善了居住的环境,随着建筑行业的持续发展,人们对居住环境要求日益提高,不仅对建筑质量有更高要求,而且还对居住的舒适度有更多的期待,舒适性、安全性、耐久性、节能性、无害性等将成为人们追求的目标,这对建筑材料也提出了更高的要求,烧结砖是一种环保建筑材料,无任何有害物质,是一种会“呼吸”的砖、是生态修复材料,它的耐久性、舒适性、安全性不可质疑,随着国家对建筑节能指标逐年提高,已由50%提高到65%甚至75%,外墙保温将成为墙体节能的关键,目前很多使用“外墙外保温”或“外墙内保温”来达到节能的效果,但由于外保温的施工复杂,成本较高,而且还存在诸多安全隐患,比如墙体与保温不同寿命,二次翻修成本高,易脱落,存在安全隐患,外墙内保温也存在诸多弊端,比如墙体保温分层脱落,人们在装修时敲掉保温层等。
3.目前市面上,还没有真正的复合保温砖的自动化生产线能够实现真正的无人化,但目前的复合保温砖的生产工艺简单,大多数靠人工完成,或简单的机械化生产,这样效率低下,成本高,而且有些企业在保温砖中注入的聚笨颗粒保温材料,聚笨颗粒属于不可降解的,对环境会造成一定的影响,并且防火等级还未达到建筑需要,在此我们提出了一种“烧结空心砖填充保温棉智能化生产线”,实现复合保温砖的全自动化制作。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种烧结空心砖填充保温棉智能化生产线,解决了大多数靠人工完成,效率低下,成本高的问题。
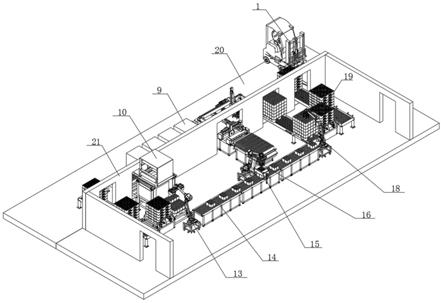
5.为实现以上目的,本发明通过以下技术方案予以实现:一种烧结空心砖填充保温棉智能化生产线,包括上下料叉车、工作场地,所述工作场地的地面上设置有围墙,并且上下料叉车位于工作场地的内部,其特征在于:所述工作场地的地面上设置有岩棉分拣移栽机,并且岩棉分拣移栽机的一侧设置有岩棉分拣输送线,所述工作场地地面的一侧且位于围墙一处通道的位置设置有砖垛上料输送线,所述工作场地地面的一侧设置有成品垛输送线,所述工作场地地面另一侧且贯穿围墙另一处通道的位置设置有托盘上料输送线,所述成品垛输送线的前方设置有热缩包装机,所述托盘上料输送线和热缩包装机相对的一侧之间设置有托盘分拣机构,所述工作场地地面的正前方设置有成品砖输送线,所述工作场地地面的顶部且位于成品砖输送线的一侧设置有成品码垛机械手。
6.优选的,所述岩棉分拣移栽机的另一侧设置有岩棉片垛,所述岩棉分拣输送线的顶部固定连接有纵向切片机,所述岩棉分拣输送线的顶部且位于纵向切片机的前方固定连
接有横向切片机。
7.优选的,所述工作场地地面的顶部且位于砖垛上料输送线的一侧设置有空托盘回收输送线,所述空托盘回收输送线和砖垛上料输送线相对的一侧之间设置有托盘回收装置,并且砖垛上料输送线的前方设置有分拣搬运机械手。
8.优选的,所述成品砖输送线顶部的中部设置有导向框,所述工作场地地面的顶部且位于成品砖输送线的后方设置有插棉机械手,所述工作场地地面的顶部且位于横向切片机的前方设置有循环输送线。
9.优选的,所述分拣搬运机械手的夹持部分包括第一机械手固定座,所述机械手固定座底部的四周均固定连接有气缸固定座,所述气缸固定座的内部固定连接有气缸,并且气缸的输出端设置有砖夹。
10.优选的,所述成品码垛机械手的夹持部分包括第二机械手固定座,所述第二机械手固定座的底部固定连接有外框,并且外框内部的两侧均滑动连接有滑板,两个所述滑板相对的一侧均固定连接有齿条,并且外框内壁的一侧固定连接有对中机构气缸,所述对中机构气缸的输出端通过连接板与滑板的顶部固定连接,所述滑板的顶部固定连接有滑块,并且外框底部的前后均固定连接有滑轨,所述滑板底部的一侧固定连接有砖外夹,所述滑板底部的另一侧固定连接有砖内夹。
11.优选的,所述插棉机械手的夹持部分包括第三机械手安装座,所述第三机械手安装座的下方设置有限位条,并且限位条的下方固定连接有插棉钢针,所述岩棉分拣移栽机的夹持部分包括机械手连接座,所述机械手连接座顶部的两侧均设置有伸缩气缸,并且机械手连接座前方和后方的两侧均设置有旋转固定座,两个所述旋转固定座相对的一侧之间转动连接有旋转轴,所述伸缩气缸的输出端设置有旋转连接座,并且旋转连接座的内部与旋转轴的表面固定连接,所述旋转轴的表面套设有岩棉板抓取旋转钢针。
12.有益效果
13.本发明提供了一种烧结空心砖填充保温棉智能化生产线。与现有技术相比具备以下有益效果:
14.(1)、该烧结空心砖填充保温棉智能化生产线,通过工作场地的地面上设置有岩棉分拣移栽机,并且岩棉分拣移栽机的一侧设置有岩棉分拣输送线,工作场地地面的一侧且位于围墙一处通道的位置设置有砖垛上料输送线,工作场地地面的一侧设置有成品垛输送线,工作场地地面另一侧且贯穿围墙另一处通道的位置设置有托盘上料输送线,成品垛输送线的前方设置有热缩包装机,托盘上料输送线和热缩包装机相对的一侧之间设置有托盘分拣机构,工作场地地面的正前方设置有成品砖输送线,工作场地地面的顶部且位于成品砖输送线的一侧设置有成品码垛机械手不需要工作人员进行高强度的实际操作,降低了制作厂家招人的困难,基本实现了零人工成本,常规制作工艺和本发明专利进行比较,经过理论时间计算和比较,能有效提高3-5倍生产效率。
15.(2)、该烧结空心砖填充保温棉智能化生产线,通过岩棉分拣移栽机的另一侧设置有岩棉片垛,岩棉分拣输送线的顶部固定连接有纵向切片机,岩棉分拣输送线的顶部且位于纵向切片机的前方固定连接有横向切片机,工作场地地面的顶部且位于砖垛上料输送线的一侧设置有空托盘回收输送线,空托盘回收输送线和砖垛上料输送线相对的一侧之间设置有托盘回收装置,并且砖垛上料输送线的前方设置有分拣搬运机械手,改善了复合保温
砖的制作工艺、提高了保温砖的隔音和隔热效果,响应了国家政策;实现了智能制造化产业,投资不太大,不浪费现有资源,不新建工厂。
16.(3)、该烧结空心砖填充保温棉智能化生产线,通过成品砖输送线顶部的中部设置有导向框,工作场地地面的顶部且位于成品砖输送线的后方设置有插棉机械手,工作场地地面的顶部且位于横向切片机的前方设置有循环输送线,生产线实现无人化操作,整个生产线1-2人(主要是巡查),由自动化向智能化和数字化工厂转变,可根据客户需求,根据空心砖的要求参数对岩棉板进行有效的切割,实现复合保温砖的不同尺寸的定制。
附图说明
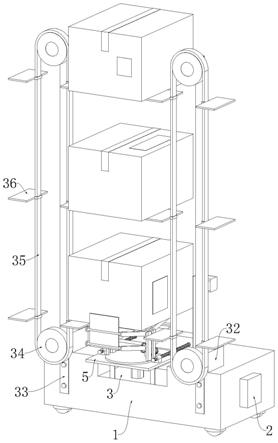
17.图1为本发明结构的立体图;
18.图2为本发明结构的俯视图;
19.图3为本发明分拣搬运机械手结构的立体图;
20.图4为本发明成品码垛机械手结构的立体图;
21.图5为本发明插棉机械手结构的立体图;
22.图6为本发明岩棉分拣移栽机结构的立体图。
23.图中:1、上下料叉车;2、空托盘回收输送线;3、砖垛上料输送线;4、岩棉片垛;5、岩棉分拣移栽机;51、机械手连接座;52、伸缩气缸;53、旋转固定座;54、旋转轴;55、旋转连接座;56、岩棉板抓取旋转钢针;6、岩棉分拣输送线;7、纵向切片机;8、横向切片机;9、成品垛输送线;10、热缩包装机;11、托盘上料输送线;12、托盘分拣机构;13、成品码垛机械手;131、第二机械手固定座;132、外框;133、滑板;134、齿条;135、对中机构气缸;136、滑块;137、滑轨;138、砖外夹;139、砖内夹;14、成品砖输送线;15、导向框;16、插棉机械手;161、第三机械手安装座;162、限位条;163、插棉钢针;17、循环输送线;18、分拣搬运机械手;181、第一机械手固定座;182、气缸固定座;183、气缸;184、砖夹;19、托盘回收装置;20、工作场地;21、围墙。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1-6,本发明提供一种技术方案:一种烧结空心砖填充保温棉智能化生产线,包括上下料叉车1、工作场地20,工作场地20地面的地面上设置有围墙21,并且上下料叉车1位于工作场地20地面的内部,其特征在于:工作场地20地面的地面上设置有岩棉分拣移栽机5,并且岩棉分拣移栽机5的一侧设置有岩棉分拣输送线6,工作场地20地面的一侧且位于围墙21一处通道的位置设置有砖垛上料输送线3,工作场地20地面的一侧设置有成品垛输送线9,工作场地20地面另一侧且贯穿围墙21另一处通道的位置设置有托盘上料输送线11,成品垛输送线9的前方设置有热缩包装机10,托盘上料输送线11和热缩包装机10相对的一侧之间设置有托盘分拣机构12,工作场地20地面的正前方设置有成品砖输送线14,工作场地20地面的顶部且位于成品砖输送线14的一侧设置有成品码垛机械手13。
26.不需要工作人员进行高强度的实际操作,降低了制作厂家招人的困难,基本实现了零人工成本,常规制作工艺和本发明专利进行比较,经过理论时间计算和比较,能有效提高3-5倍生产效率。
27.改善了复合保温砖的制作工艺、提高了保温砖的隔音和隔热效果,响应了国家政策;实现了智能制造化产业,投资不太大,不浪费现有资源,不新建工厂。
28.针对目前复合保温砖制作的短板,很好的解决了因人力、物力等因素影响造成的不足,很大程度上提高了复合保温砖制作效率,实现工厂无人化,很大程度上减少工人,提高了效率。
29.实用性广,能根据不同的空心砖的尺寸,调整生产线的制作参数,可适应制作不同尺寸复合保温砖,考虑到车间无人化,本发明专利采用信息化数据中心对工厂进行数据化管理,能更好的管控现场的生产,在信息化数据中心或者下载特定管理app后,可以远距离一键启停生产线和监督生产线的运转状态,无需人员到现场即可进行现场生产和管控。
30.生产线实现无人化操作,整个生产线1-2人(主要是巡查),由自动化向智能化和数字化工厂转变,可根据客户需求,根据空心砖的要求参数对岩棉板进行有效的切割,实现复合保温砖的不同尺寸的定制。
31.本发明中,岩棉分拣移栽机5的另一侧设置有岩棉片垛4,岩棉分拣输送线6的顶部固定连接有纵向切片机7,岩棉分拣输送线6的顶部且位于纵向切片机7的前方固定连接有横向切片机8。
32.本发明中,工作场地20地面的顶部且位于砖垛上料输送线3的一侧设置有空托盘回收输送线2,空托盘回收输送线2和砖垛上料输送线3相对的一侧之间设置有托盘回收装置19,并且砖垛上料输送线3的前方设置有分拣搬运机械手18。
33.本发明中,成品砖输送线14顶部的中部设置有导向框15,工作场地20地面的顶部且位于成品砖输送线14的后方设置有插棉机械手16,工作场地20地面的顶部且位于横向切片机8的前方设置有循环输送线17。
34.本发明中,分拣搬运机械手18的夹持部分包括第一机械手固定座181,第一机械手固定座181底部的四周均固定连接有气缸固定座182,气缸固定座182的内部固定连接有气缸183,并且气缸183的输出端设置有砖夹184。
35.本发明中,成品码垛机械手13的夹持部分包括第二机械手固定座131,第二机械手固定座131的底部固定连接有外框132,并且外框132内部的两侧均滑动连接有滑板133,两个滑板133相对的一侧均固定连接有齿条134,并且外框132内壁的一侧固定连接有对中机构气缸135,对中机构气缸135的输出端通过连接板与滑板133的顶部固定连接,滑板133的顶部固定连接有滑块136,并且外框132底部的前后均固定连接有滑轨137,滑板133底部的一侧固定连接有砖外夹138,滑板133底部的另一侧固定连接有砖内夹139。
36.本发明中,插棉机械手16的夹持部分包括第三机械手安装座161,第三机械手安装座161的下方设置有限位条162,第三机械手安装座161和限位条162之间设置有位置调节板,并且限位条162的下方固定连接有插棉钢针163,岩棉分拣移栽机5的夹持部分包括机械手连接座51,机械手连接座51顶部的两侧均设置有伸缩气缸52,并且机械手连接座51前方和后方的两侧均设置有旋转固定座53,两个旋转固定座53相对的一侧之间转动连接有旋转轴54,伸缩气缸52的输出端设置有旋转连接座55,并且旋转连接座55的内部与旋转轴54的
表面固定连接,旋转轴54的表面套设有岩棉板抓取旋转钢针56。
37.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
38.使用时,用上下料叉车1把砖垛(有托盘)放置在砖垛上料输送线3上,根据程序控制,检测到给料型号后,砖垛沿输送线运送到分拣搬运机械手18指定抓取位置等待抓取分拣,分拣搬运机械手18根据三维视觉对来料砖垛进行三维扫描,然后机械手根据扫描的结果对砖进行精准的抓取(根据设计要求抓取砖的数量可以设定),把抓取后的砖放置成品输送线14上,抓取完成后的空托盘用托盘回收装置19堆垛后经过空托盘回收输送线2运输到指定位置,然后上下料叉车1把空托盘取下并运往到装砖的位置,在砖垛转运和分拣的同时,岩棉片垛4用岩棉分拣移栽机5抓取放置在岩棉分拣输送线6上,经过运输和定位,用纵向切片机7和横向切片机8对岩棉片进行纵向和横向切割,切割的尺寸根据程序参数控制,保证切割后的岩棉片能顺利的进入到空心砖的空洞内,经过纵向和横向切割机的切割作用,把切割好的岩棉片输送到循环输送线17的定位板内(两层循环输送),循环输送线17把岩棉片输送到指定位置,输送线根据检测信号停止,插棉机械手16抓取岩棉片,到来料砖的上方,等待放置信号,来料砖垛到达导向框15正下方,信号指示插棉机械手16把一定数量的岩棉片精准的插入来料砖的孔内,通过岩棉的膨胀作用把岩棉片稳固在空心砖的空洞内,砖垛插棉结束后,经过成品砖输送线14运输到成品码垛机械手13抓取范围内,输送线把成品砖垛输送到指定位置,信号检测到抓取型号后,成品码垛机械手13把成品砖垛码放在来料托盘上,用叉车把来料托盘垛放置在11托盘上料输送线上,经过托盘分拣机构12先把托盘一个一个的分拣到成品码垛机械手13指定位置,方便成品码垛机械手13把成品砖垛放置在托盘上,当成品砖垛根据程序控制码垛到到指定数量后,成品码垛机械手13停止码垛功能,等到下一个空托盘,码垛完成的成品方形砖垛,经过输送线的运输把方形砖垛输运到热缩包装机10内,对方形砖垛进行固定密封,完成热缩包装后的方形砖垛经过线体运输到达成品垛输送线9内,到达指定位置,用叉车对包装后的方形砖垛进行下料存放到指定库存位置,循环以上工艺流程,完成规定要求的生产任务量。
39.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。