1.本发明涉及一种生物基塑料、生物基塑料薄膜及原料组合物、制备和应用。
背景技术:
2.塑料薄膜在包装和农业覆盖领域发挥着不可替代的作用,随着经济水平的提高,节能环保已成为当今社会的主流,近几年,针对可降解薄膜的研究越来越深入,应用也越来越广泛。目前市面上大部分薄膜由石油基的聚烯烃(聚乙烯、聚丙烯、聚氯乙烯等)为原料制成,该类产品大部分降解周期较长,无法被循环利用,因而会产生大量的残留垃圾,造成相当严重的“白色污染”。
3.在自然界中,木质素的储量仅次于纤维素,据统计,制浆造纸工业每年要从植物中分离出大约1.4亿吨纤维素,同时得到大量的造纸废弃物副产品木质素。但迄今为止,超过95%的造纸废弃物仍直接排入江河或浓缩后烧掉,造成资源的浪费和环境的污染,若能得到有效的资源化利用,对社会经济的发展和环境保护具有深远的意义。
4.因此,本领域亟需开发一种降解速度快,对环境污染小,原料来源广泛,易得,又实现资源最大利用化的塑料薄膜。
技术实现要素:
5.本发明所要解决的技术问题是为了克服现有技术中塑料薄膜在自然界降解速度慢,对环境影响较大,造纸工业中产生的造纸废弃物的利用度低等缺陷而提供一种生物基塑料、生物基塑料薄膜及原料组合物、制备和应用。本发明是将造纸废弃物和淀粉添加到特定种类的聚乙烯树脂中,制得生物基塑料和生物基塑料薄膜,生物基塑料和生物基塑料薄膜的制备工艺简单,且具有良好的抗冲击性能、抗拉性能和延伸率,拉伸强度可达20.9mpa以上,断裂伸长率可达428.9%以上;制得的产品还具有较理想的稳定性和开口性能;同时,造纸废弃物这种生物基填料的添加,不仅大大降低了生物基塑料薄膜的原料成本,而且使得生物基塑料薄膜具有可降解的性能,实现变废为宝,资源的最大化利用。
6.本发明采用以下技术方案解决上述技术问题:
7.本发明提供一种生物基塑料的原料组合物,其包括如下重量份数的各组分:40~90份聚乙烯树脂、5~30份造纸废弃物干粉、5~30份淀粉和1~15份助剂;其中,所述聚乙烯树脂为茂金属聚乙烯树脂(mlldpe)或高密度聚乙烯树脂(hdpe);所述助剂为相容剂、交联剂、增塑剂和分散润滑剂中的一种或多种。
8.本发明中,所述聚乙烯树脂可为日本普瑞曼聚合物株式会社生产的聚乙烯树脂。
9.本发明中,所述造纸废弃物干粉可为本领域造纸过程中常规产生的造纸废弃物经清洗、干燥,粉碎和过筛,即得。
10.其中,所述造纸废弃物可为腐浆、浆渣、木皮、制浆废液提取物和含硅白泥中的一种或多种,较佳地为腐浆或制浆废液提取物。
11.其中,所述制浆废液提取物可参照发明专利cn102587179b制得,具体地为:(a)选
取桉木片并进行预气蒸;(b)按照桉木片与水的质量比为1:(3~10)的比例,用泵将桉木片的水溶液打到独立连续水解塔顶部,桉木片水解反应时间1~4h,反应温度120~180℃,预水解反应之后将水解液从水解塔下部抽提出;(c)采用硫酸盐法对水解后的桉木片进行蒸煮,蒸煮条件如下:水解后的桉木片在蒸煮锅顶部匀速加入,基于桉木片绝干量为以naoh计16%~24%的有效碱,有效碱的硫化度为20~40%,蒸煮温度为140~170℃,桉木片与水的质量比为1:(3~6),蒸煮时间为1~4h,收集溶解浆后,水解塔中剩余的物质经过滤,得制浆废液提取物。
12.较佳地,所述制浆废液提取物的制备方法为a选取桉木片并进行预气蒸;b按照桉木片与水的质量比为1:5的比例,用泵将桉木片的水溶液达到独立连续水解塔顶部,桉木片水解反应时间2h,反应温度165℃,预水解反应之后将水解液从水解塔下部抽提出;c采用硫酸盐法对水解后的桉木片进行蒸煮,蒸煮条件如下,水解后的桉木片在蒸煮锅顶部均匀加入、基于桉木片绝干量为以naoh计18%的有效碱、有效碱的硫化度为28%、蒸煮温度为150℃、桉木片与水质量比为1:5、蒸煮时间为2h,收集溶解浆后,水解塔中剩余的物质经过滤,得制浆废液提取物。
13.其中,所述腐浆可为造纸领域造纸过程中,纸浆流经造纸机网部系统各种管路及设备时聚集成沉积物,细菌和霉菌在所述沉积物中生长和繁殖后形成的物料。
14.其中,所述浆渣为造纸领域造纸过程中,纸浆经过滤,筛分,净化,分离出良浆后剩余物料。
15.本发明中,所述造纸废弃物干粉的粒径可为本领域该类物质常规的粒径,较佳地为200~5000目,更佳地为300~3000目,进一步更佳地为500~2000目。
16.本发明中,所述淀粉可为本领域常规使用的淀粉,一般可为食用级淀粉,较佳地为玉米淀粉、木薯淀粉、马铃薯淀粉和小麦淀粉中的一种或多种,更佳地为玉米淀粉或木薯淀粉。
17.本发明中,所述助剂较佳地为:
18.交联剂、增塑剂和分散润滑剂的混合物;
19.或,
20.增塑剂、分散润滑剂和相容剂的混合物。
21.本发明中,所述相容剂可为本领域常规使用的相容剂,较佳地为马来酸酐接枝pe。
22.本发明中,所述交联剂可为本领域常规使用的交联剂,较佳地为dcp(过氧化二异丙苯)、bpo(过氧化苯甲酰)和钛酸四丁酯中的一种或多种,更佳地为bpo。
23.本发明中,所述增塑剂可为本领域常规使用的增塑剂,较佳地为tbc(柠檬酸三丁酯)、atbc(乙酰柠檬酸三正丁酯)、甘油和环氧大豆油中的一种或多种,更佳地为甘油或tbc。
24.本发明中,所述分散润滑剂可为本领域常规使用的分散润滑剂,较佳地为硬脂酸、硬脂酸丁酯、油酸酰胺、乙撑双硬脂酰胺和pe蜡中的一种或多种,更佳地为硬脂酸或pe蜡。
25.本发明中,所述聚乙烯树脂的重量份数较佳地为50~80份,更佳地为70~80份。
26.本发明中,所述造纸废弃物干粉的重量份数较佳地为10~30份,更佳地为15~30份。
27.本发明中,所述淀粉的重量份数较佳地为10~25份,更佳地为10~15份。
28.本发明中,所述助剂的重量份数较佳地为7~13份,更佳地为8~13份。
29.本发明中,所述相容剂的重量份数可为本领域该类物质常规的重量份数,较佳地为1~8份,更佳地为1~5份。
30.本发明中,所述交联剂的重量份数可为本领域该类物质常规的重量份数,较佳地为0.5~3份,更佳地为1~2.5份。
31.本发明中,所述增塑剂的重量份数可为本领域该类物质常规的重量份数,较佳地为4~8份,更佳地为5~7份,进一步更佳地为6~7份。
32.本发明中,所述分散润滑剂的重量份数可为本领域该类物质常规的重量份数,较佳地为0.5~3份,更佳地为1~2.5份。
33.本发明还提供一种生物基塑料的制备方法,具体包括如下步骤:如上所述生物基塑料的原料组合物经混合、挤出塑化,即可。
34.其中,所述混合的条件和方法可为本领域该类操作常规的条件和方法,一般在高速共混机中进行。
35.在高速共混机中进行所述混合时,所述高速共混机的转速可为本领域该类操作常规的转速,较佳地为10~5000rpm,更佳地为100~3000rpm,进一步更佳地为200~400rpm,例如300rpm。
36.所述混合的时间可为本领域该类操作常规的时间,较佳地为10~2000min,更佳地为20~1000min,进一步更佳地为30~60min。
37.所述混合的温度可为本领域该类操作常规的温度,较佳地为20~150℃,更佳地为30~120℃,进一步更佳地为50~100℃。
38.所述挤出塑化的条件和方法可为本领域该类操作常规的条件和方法,一般在双螺杆挤出机中进行。
39.在双螺杆挤出机中进行所述挤出塑化时,所述双螺杆挤出机从一区到六区的温度可为本领域该类操作常规的温度,较佳地为60~220℃,更佳地为80~200℃,进一步更佳地为90~190℃。
40.一较佳实施方案中,所述双螺杆挤出机从一区到六区的温度分别为120~150℃、140~155℃、140~170℃、170~180℃、170~180℃或170~195℃。
41.另一较佳地实施方案中,所述平行双螺杆挤出机从一区到六区的温度分别为130~150℃、145~155℃、150~170℃、175~180℃、175~180℃或175~180℃。
42.在双螺杆挤出机中进行所述挤出塑化时,所述双螺杆挤出机的机头温度可为本领域该类操作常规的温度,较佳地为60~220℃,更佳地为80~200℃,进一步更佳地为170~175℃。
43.在双螺杆挤出机中进行所述挤出塑化时,所述双螺杆挤出机的转速可为本领域该类操作常规的转速,较佳地为30~600rpm,更佳地为60~450rpm,进一步更佳地为120~200rpm,例如150rpm。
44.所述生物基塑料的制备方法中,所述挤出塑化后还可进一步包括造粒的操作。
45.本发明还提供一种生物基塑料,其由如上所述的生物基塑料的制备方法制得。
46.本发明还提供一种生物基塑料薄膜,其由如上所述的生物基塑料经吹膜成型制得。
47.所述吹膜成型的条件和方法可为本领域该类操作常规的条件和方法。
48.所述吹膜成型的温度可为本领域该类操作常规的温度,较佳地为90~220℃,更佳地为178~185℃,例如180℃。
49.本发明还提供一种如上所述的生物基塑料在生物基塑料薄膜中作为制备原料的应用。
50.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
51.本发明所用试剂和原料均市售可得。
52.本发明的积极进步效果在于:本发明中生物基塑料和生物基塑料薄膜的制备工艺简单,制得的生物基塑料和生物基塑料薄膜具有良好的抗冲击性能、抗拉性能和延伸率,拉伸强度可达20.9mpa以上,断裂伸长率可达428.9%以上;制得的产品还具有较理想的稳定性和开口性能;造纸废弃物和淀粉添加到特定种类的聚乙烯树脂中,将传统聚乙烯材料改性为生物基塑料和生物基塑料薄膜,具有良好的力学性能和抗冲击性能的同时也具备易降解性能,缩短了传统聚乙烯材料的降解时间,对缓解白色污染以及土壤的保护起到了很好的作用,降低了成本,更好的推广,实现资源的更大化利用,更好的保护环境。
具体实施方式
53.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
54.下述实施例和对比例中制浆废液提取物的具体制备方法为:a选取桉木片并进行预气蒸;b按照桉木片与水的质量比为1:5的比例,用泵将桉木片的水溶液达到独立连续水解塔顶部,桉木片水解反应时间2h,反应温度165℃,预水解反应之后将水解液从水解塔下部抽提出;c采用硫酸盐法对水解后的桉木片进行蒸煮,蒸煮条件如下,水解后的桉木片在蒸煮锅顶部均匀加入、基于桉木片绝干量为以naoh计18%的有效碱、有效碱的硫化度为28%、蒸煮温度为150℃、桉木片与水质量比为1:5、蒸煮时间为2h,收集溶解浆后,水解塔中剩余物质经过滤和浓缩得制浆废液提取物,制浆废液的ph为11。
55.下述实施例中腐浆为造纸过程中,纸浆流经造纸机网部系统各种管路及设备时聚集成的沉积物,细菌和霉菌在沉积物中生长和繁殖后形成的物料。
56.下述实施例和对比例中浆渣为造纸过程中,纸浆经过滤,筛分,净化,分离出良浆后剩余物料。
57.下述实施例和对比例中使用的聚乙烯树脂均购自于日本普瑞曼聚合物株式会社。
58.实施例1
59.一、生物基塑料的制备
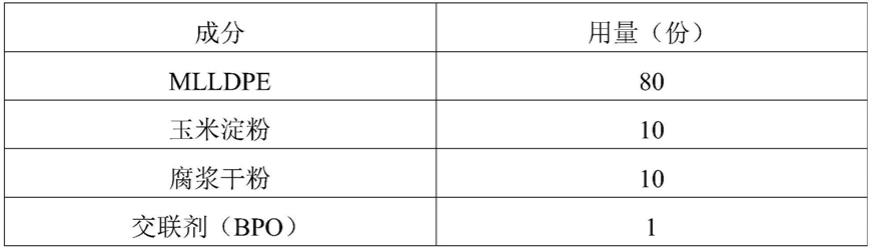
60.生物基塑料的原料组合物中各组分的种类和用量见表1。本实施例中,原料组合物中的造纸废弃物干粉为腐浆经清洗、干燥、粉碎和过筛后制得的腐浆干粉,造纸废弃物干粉的粒径为500~2000目。
61.将生物基塑料的原料组合物加入高速共混机中混合,混合的温度为100℃,混合的转速为400rpm,混合的时间为60min,得到初混物;
62.将上述初混物置于双螺杆挤出机中挤出塑化,造粒,双螺杆挤出机从一区到六区的温度分别为120℃、145℃、170℃、175℃、175℃和175℃;双螺杆挤出机的机头温度为175℃,螺杆的转速为200rpm,制得母粒;
63.二、生物基塑料薄膜的制备
64.将上述母粒放入吹膜机中进行吹膜成型,在180℃下吹膜成型,制得生物基塑料薄膜。
65.表1
[0066][0067][0068]
实施例2
[0069]
一、生物基塑料的制备
[0070]
生物基塑料的原料组合物中各组分的种类和用量见表2。本实施例中,原料组合物中的造纸废弃物为制浆废液提取物经清洗、干燥、粉碎和过筛后制得的制浆废液提取物干粉,造纸废弃物干粉的粒径为200~2000目。
[0071]
将生物基塑料的原料组合物加入高速共混机中混合,混合的温度为50℃,混合的转速为300rpm,混合的时间为30min,得到初混物;
[0072]
将上述初混物置于双螺杆挤出机中挤出塑化,造粒,双螺杆挤出机从一区到六区的温度分别为150℃、155℃、170℃、175℃、175℃和175℃;双螺杆挤出机的机头温度为170℃,螺杆的转速为120rpm,制得母粒;
[0073]
二、生物基塑料薄膜的制备
[0074]
将上述母粒放入吹膜机中进行吹膜成型,在178℃下吹膜成型,制得生物基塑料薄膜。
[0075]
表2
[0076]
成分用量(份)hdpe70玉米淀粉15制浆废液提取物干粉15相容剂(马来酸酐接枝pe)1增塑剂(甘油)6分散润滑剂(pe蜡)1
[0077]
实施例3
[0078]
一、生物基塑料的制备
[0079]
生物基塑料的原料组合物中各组分的种类和用量见表3。本实施例中,原料组合物中的造纸废弃物为制浆废液提取物经清洗、干燥、粉碎和过筛后制得的制浆废液提取物干粉,造纸废弃物干粉的粒径为300~1000目。
[0080]
将生物基塑料的原料组合物加入高速共混机中混合,混合的温度为50℃,混合的转速为200rpm,混合的时间为30min,得到初混物;
[0081]
将上述初混物置于双螺杆挤出机中挤出塑化,造粒,双螺杆挤出机从一区到六区的温度分别为130℃、140℃、150℃、180℃、180℃和180℃;双螺杆挤出机的机头温度为170℃,螺杆的转速为150rpm,制得母粒;
[0082]
二、生物基塑料薄膜的制备
[0083]
将上述母粒放入吹膜机中进行吹膜成型,在185℃下吹膜成型,制得生物基塑料薄膜。
[0084]
表3
[0085]
成分用量(份)mlldpe70制浆废液提取物干粉30相容剂(马来酸酐接枝pe)5木薯淀粉10增塑剂(tbc)7分散润滑剂(硬脂酸)1
[0086]
对比例1
[0087]
一、塑料的制备
[0088]
塑料的原料组合物中各组分的种类和用量见表4。
[0089]
塑料的原料组合物加入高速共混机中混合,混合的温度为60℃,混合的转速为200rpm,混合的时间为60min,得到初混物;
[0090]
将上述初混物置于双螺杆挤出机中挤出塑化,造粒,双螺杆挤出机从一区到六区的温度分别为170℃、180℃、185℃、185℃、190℃和190℃;双螺杆挤出机的机头温度为185℃,螺杆的转速为200rpm,制得母粒;
[0091]
二、塑料薄膜的制备
[0092]
将上述母粒放入吹膜机中进行吹膜成型,在190℃下吹膜成型,制得塑料薄膜。
[0093]
表4
[0094]
成分用量(份)hdpe80淀粉20交联剂(钛酸四丁酯)3增塑剂(山梨糖醇)5分散润滑剂(pe蜡)2
[0095]
对比例2
[0096]
一、生物基塑料的制备
[0097]
生物基塑料的原料组合物中各组分的种类和用量见表5。本实施例中,原料组合物中的造纸废弃物为木皮经清洗、干燥、粉碎和过筛后制得的木皮干粉,造纸废弃物干粉的粒径为300~1000目。
[0098]
将生物基塑料的原料组合物加入高速共混机中混合,混合的温度为80℃,混合的转速为200rpm,混合的时间为40min,得到初混物;
[0099]
将上述初混物置于双螺杆挤出机中挤出塑化,造粒,双螺杆挤出机从一区到六区的温度分别为140℃、145℃、155℃、165℃、165℃和165℃;双螺杆挤出机的机头温度为155℃,螺杆的转速为200rpm,制得母粒;
[0100]
二、生物基塑料薄膜的制备
[0101]
将上述母粒放入吹膜机中进行吹膜成型,吹膜成型的温度为170℃,制得生物基塑料薄膜。
[0102]
表5
[0103][0104][0105]
效果实施例
[0106]
按照国标gb/t1040.2-2006中方法将实施例1~3和对比例1~2吹膜成型前的母粒制成形状为哑铃型,长度为150mm,窄部宽度为10mm,标距为75mm的待测样条,按照国标gb/t1040.1-2006,采用万能电子拉力试验机(ky8000c型)检测上述样条的拉伸强度和断裂伸长率,具体数据如表6所示。
[0107]
表6
[0108]
编号拉伸强度/mpa断裂伸长率/%实施例123.2428.9实施例220.9467.2实施例322.5437.8对比例124.3386.7对比例221.6398.4
[0109]
通过结果可以看出,本发明实施例1~3制得的生物基塑料的力学性能优于对比例1~2制得的材料力学性能,且能满足使用要求,并大大的降低了成本,实现变废为宝,让资源得到最有效的利用。
[0110]
以上显示和描述了本发明的基本原理、主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护的范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
