1.本发明属于回收领域,涉及尾油中的金属组分回收利用的方法。
背景技术:
2.原油质量呈现出重质化、劣质化的趋势,高硫、高金属、高残炭的重劣质原油比例在全球原油供应中逐年上升。与此同时,环保法规日益严格、产品质量标准不断升级,要求对重油资源进行深度加工,以提高资源利用率,改善油品质量。浆态床加氢工艺是劣质重油/渣油在有氢气、催化剂存在的条件下进行的高温、高压反应。由于其原料适应性强、转化率高等特点,在加工劣质重油方面具有明显优势,是实现重油高效绿色转化的有效途径。油溶性钼系催化剂由于其分散性能好,无负载,与油相大分子接触好,故具有非常好的加氢抑焦性能,在浆态床加氢工艺中发挥了重要的作用。
3.钼作为一种有限的资源,在国防、冶金等方面有重要的应用,随着炼油工业的发展,对钼催化剂的需求也日益增大。浆态床加氢工艺由于其处理原料的不同,会有1~10%的尾油外甩,而外甩的尾油中含有大量沉积了ni和v的钼系催化剂。目前的尾油处理方法多为直接进焦化,会带来环境问题及经济损失。因此,从尾油中回收金属组分,并将其转化成可再次用于浆态床加氢的油溶性催化剂,部分替代或完全替代新鲜催化剂使用,无论对增加炼厂的经济效益、减少能耗和减少环境污染来说都具有重要的现实意义。
4.目前对浆态床加氢尾油中金属的回收利用,多通过酸碱法等方式,得到mo、ni、v等活性金属组分的盐溶液。cn105274344a公开了一种从废石油催化剂中回收钼和钒的方法。该方法过程包括:将废催化剂依次进行空烧脱油、粉碎、与碳酸钠混合后焙烧,然后将所得焙烧料用水浸并调节浸取液ph为碱性,再向浸取液加入氯化铵沉钒,最后将沉钒后的溶液以离子交换法富集,得到钼酸铵溶液。该种处理方法尚存在一定的缺陷,如处理过程中可能会产生新的污染、操作流程复杂、引入无关碱金属离子等。目前,还未见从浆态床加氢尾油中回收金属组分,并将其转化成可再次用于浆态床加氢的油溶性催化剂相关的报道。
技术实现要素:
5.为了克服现有技术中的不足之处,本发明提供了一种尾油中金属组分的回收利用的方法。
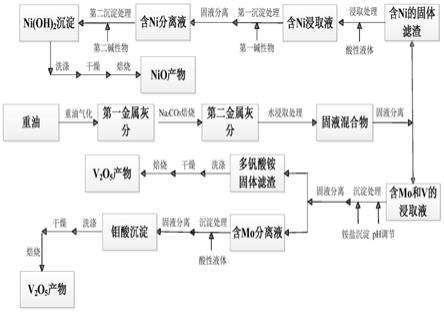
6.本发明提供一种尾油中的金属组分回收利用的方法,包括以下步骤:
7.(1)将含mo、ni、v的尾油粉碎,加入萃取剂进行萃取分离,
8.洗出油相,得到金属残渣;
9.(2)对步骤(1)所得金属残渣进行干燥、粉碎后,在含氧气体存在下在焙烧装置中进行焙烧处理,得到含moo3、nio和v2o5的金属灰分;
10.(3)将步骤(2)所得金属灰分加入溶剂中溶解分散后,加入酸液进行反应,得到中间产物;
11.(4)将步骤(3)所得中间产物中未反应的固体杂质分离,再与c6~c16有机酸或c6
~c16有机酯混合反应;
12.(5)分离步骤(4)所得产物,去除溶剂相,水洗油相,减压蒸馏脱除轻组分后得到含mo、ni、v的有机酸盐。
13.本发明提供的尾油中金属组分的回收利用的方法实现了从尾油中将mo、ni、v金属分离和回收,并将其转化成可再次用于浆态床加氢的油溶性催化剂,解决了尾油的污染问题,而且节约能源、提高效益。该方法过程简单,生产路线环保,所得产品油溶性好,加氢裂化性能优良。
14.该方法从浆态床加氢外甩尾油中回收金属组分,并将其转化成可再次用于浆态床加氢的油溶性催化剂,解决了尾油的污染问题,而且节约能源、提高效益,所得油溶性催化剂性能优良。
具体实施方式
15.以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
16.本发明提供一种尾油中的金属组分回收利用的方法,该方法包括以下步骤:
17.(1)将含mo、ni、v的尾油粉碎,加入萃取剂进行萃取分离,洗出油相,得到金属残渣;
18.(2)对步骤(1)所得金属残渣进行干燥、粉碎后,在含氧气体存在下在焙烧装置中进行焙烧处理,得到含moo3、nio和v2o5的金属灰分;
19.(3)将步骤(2)所得金属灰分加入溶剂中溶解分散后,加入酸液进行反应,得到中间产物;
20.(4)将步骤(3)所得中间产物中未反应的固体杂质分离,再与c6~c16有机酸或c6~c16有机酯混合反应;
21.(5)分离步骤(4)所得产物,去除溶剂相,水洗油相,减压蒸馏脱除轻组分后得到含mo、ni、v的有机酸盐。
22.在本发明中,所述尾油是指高金属、高硫、高残炭和/或高沥青质的重油经含钼催化剂加氢反应后经产品分离而产生的尾油。其中,具有上述特点的所述尾油选自原油馏程>500℃的馏分,或密度>1g/cm3的石油烃油;优选选自重质原油、原油蒸馏得到的残渣油、催化裂化油浆、煤焦油、乙烯焦油、页岩油、稠油、油砂沥青、固定床、沸腾床渣油加氢尾油、煤液化尾油以及炼厂生产过程中产生的各种重质物料。所述金属组分通常来源于分散在尾油中含有mo、ni和v等金属的固体颗粒催化剂,其中mo来自加入的催化剂,ni和v可能来自加入的催化剂,也来自于原料油,在加氢过程中从原料中脱除出来,沉积在催化剂颗粒上。
23.本发明提供的尾油中金属组分的回收利用的方法中,更具体地,步骤(1)中,将含mo、ni、v的尾油粉碎,加入萃取剂进行萃取分离,洗出油相,得到金属残渣。所述萃取分离采用的萃取剂优选选自苯、甲苯、二甲苯、直馏柴油和催化裂化柴油中的至少一种;
24.本发明提供的尾油中金属组分的回收利用的方法中,更具体地,步骤(1)中,所述尾油与萃取剂的质量比为1~15:1。
25.本发明提供的尾油中金属组分的回收利用的方法中,更具体地,步骤(1)中,所述的萃取分离温度为40~220℃,和/或时间为0.1~10小时。时间可以依据萃取分离温度进行
调整。
26.本发明提供的尾油中金属组分的回收利用的方法中,步骤(2)中,对步骤(1)所得金属残渣进行干燥、粉碎后,在含氧气体存在下在焙烧装置中进行焙烧处理,得到moo3、nio和v2o5的金属灰分。所述粉碎用于使金属残渣的粒度减小,有利于残渣的焙烧,例如粉粹后使得金属残渣的粒度为80~220目。
27.本发明提供的尾油中金属组分的回收利用的方法中,步骤(2)中,所述的焙烧温度为400~600℃,和/或焙烧时间为10~240min,和/或所述含氧气体为空气和/或氧气,优选为氧气。
28.本发明提供的尾油中金属组分的回收利用的方法中,步骤(2)中,以含氧气体中氧气的体积为基准,相对于1g的所述金属残渣,所述含氧气体物流为20~150ml/min。
29.本发明提供的尾油中金属组分的回收利用的方法中,步骤(2)中,所述含氧气体可以与重油同时向焙烧装置中进料,也可以将重油一次性加入焙烧装置中,然后再连续或分批次地通入含氧气体。所述焙烧装置是本领域技术人员所熟知的,例如是焙烧炉等。
30.本发明提供的尾油中金属组分的回收利用的方法中,步骤(3)中,将步骤(2)所得金属灰分加入溶剂中溶解分散后,加入酸液进行反应,得到中间产物。所述溶剂可选范围较宽,例如为苯、甲苯、水、乙醇和石油醚中的一种或多种。
31.本发明提供的尾油中金属组分的回收利用的方法中,步骤(3)中,所述的酸液可以为有机酸和/或无机酸液,针对本发明优选选自盐酸、硫酸、硝酸、高锰酸、甲酸、乙酸、乙二酸、丙酸、丙二酸中的一种或几种的混合物。
32.本发明提供的尾油中金属组分的回收利用的方法中,步骤(3)中,所述的反应温度为20~200℃,和/或反应时间为0.5~10小时,和/或溶剂与金属灰分的质量比为(2~30):1,和/或酸液与金属灰分中总金属的摩尔比为(0.5~10):1。前述反应条件,可以根据目标中间产品组成需要进行调整和组合。
33.本发明提供的尾油中金属组分的回收利用的方法中,步骤(4)中,将步骤(3)所得中间产物中未反应的固体杂质分离,再与c6~c16有机酸或c6~c16有机酯混合反应。
34.本发明提供的尾油中金属组分的回收利用的方法中,步骤(4)中,所述的c6~c16有机酸种类可选范围较宽,例如选自己酸、2-乙基己酸、己二酸、庚酸、2-丙基庚酸、辛酸、壬酸、2-苯基丙酸、苯甲酸、苯乙酸、柠檬酸、邻苯二甲酸、间苯二甲酸和对苯二甲酸中的一种或几种的混合物。
35.本发明提供的尾油中金属组分的回收利用的方法中,步骤(4)中,所述的c6~c16有机酯种类可选范围较宽,例如优选选自乙酸丁酯、辛酸甲酯、乙酸戊酯、戊酸戊酯、丁酸乙酯、庚酸乙酯、戊酸甲酯、己酸戊酯、辛酸乙酯和戊酸乙酯中的一种或几种的混合物。
36.本发明提供的尾油中金属组分的回收利用的方法中,步骤(4)中,所述的反应温度为160~320℃,和/或反应时间为2~22小时,和/或c6~c16有机酸或c6~c16有机酯与中间产物中总金属的摩尔比为(1~15):1。前述反应条件,可以根据目标中间产品组成需要进行调整和组合。
37.本发明提供的尾油中金属组分的回收利用的方法中,步骤(5)中,分离步骤(5)所得产物,去除溶剂相,水洗油相,减压蒸馏脱除轻组分后得到含mo、ni、v的有机酸盐。
38.本发明提供的尾油中金属组分的回收利用的方法中,步骤(3)~(5)在惰性气体保
护下进行,更优选在氮气保护下进行。
39.本发明提供的尾油中金属组分的回收利用的方法中,步骤(3)~(5)中加入促进剂,所述的促进剂选自甲苯、二甲苯、石油醚、水或乙醇中的一种或几种的混合物。
40.根据本发明,优选地,以尾油的重量为基准,所述尾油中mo的含量为0.1-5重量%,ni的含量为0.1-5重量%,v的含量为0.1-5重量%,c的含量为85-92重量%,h的含量为5-12重量%。
41.根据本发明的一种优选的实施方式,所述尾油选自原油馏程>500℃的馏分,或密度>1g/cm3的石油烃油;优选所述尾油选自重质原油、原油蒸馏得到的残渣油、催化裂化油浆、煤焦油、乙烯焦油、页岩油、稠油、油砂沥青、固定床、浆态床渣油加氢尾油、沸腾床渣油加氢尾油、煤液化尾油和炼厂生产过程中产生的重质物料中的一种或多种。
42.本发明具有如下优点:
43.1、本发明采用溶剂萃取、空气焙烧和有机合成联合的方式实现了从尾油中将mo、ni、v金属分离和回收,并将其转化成可再次用于浆态床加氢的油溶性催化剂,解决了尾油的污染问题,简化工艺步骤,避免碱金属离子引入,减少后续废渣处理量,具有重要的环保价值。
44.2、尾油中的金属分离回收后又再度合成浆态床重油加氢的油溶性催化剂,节约了能源、提高了经济效益。所得产品油溶性好,加氢裂化性能优良,可部分替代新鲜催化剂使用。
45.下面的实施例将对本发明提供的方法予以进一步说明,但并不因此而限制本发明。
46.实施例以及对比例中所使用的化学试剂均购自国药集团化学试剂有限公司。尾油源自石油化工科学研究院多产改质油的渣油临氢热转化工艺(rmx尾油),以rmx尾油的重量为基准,rmx尾油中mo的含量为0.50重量%,ni的含量为0.23重量%,v的含量为0.74重量%,c的含量为87.18重量%,h的含量为6.84重量%。实施例中使用的渣油原料性质见表1。
47.金属残渣中的金属组分及含量的根据astm d5708的方法测定;灰分、中的金属组分及其含量根据gb/t30905-2014的方法测定;合成产物中的金属组分及其含量根据astm d5307的方法测定。
48.表1渣油性质
[0049][0050][0051]
以下对本发明的具体实施方式进行详细说明。
[0052]
实施例1
[0053]
(1)将300g rmx尾油粉碎,加入1200g甲苯,在160℃萃取5h,然后分离出油相,得到金属残渣;
[0054]
(2)将金属残渣在140℃、0.01mpa下干燥4h,然后经过粉碎机处理将金属残渣粒径粉碎至100目。进行金属含量分析可知,所得金属残渣中mo的含量为5.2重量%,ni的含量为1.6重量%,v的含量为4.8重量%;
[0055]
(3)将粉碎后累积得到的金属残渣30g(mo、ni和v的质量分数分别为5.2%、1.6%和4.8%),加入到焙烧炉中,在550℃、2000ml/min气速下进行空气焙烧1h。焙烧处理产生烟气夹带着燃烧含mo、v和ni的灰分进入过滤器气固分离得到烟气和金属灰分。焙烧结束后冷却焙烧炉,含mo、v和ni的金属灰分由过滤器反吹至收集塔中收集。分析灰分中钼、镍和钒含量(以氧化物计)分别为41.3重量%、10.7重量%和45.3重量%。
[0056]
(4)将累积所得30g金属灰分与150g水在烧瓶中溶解分散,惰性气体吹扫,在温度70℃下加入硝酸(ar级)反应8小时,硝酸与金属灰分中总金属含量的摩尔比为8:1,得到中
间产物;
[0057]
(5)将未反应的固体杂质分离,将2-乙基己酸加入上步反应产物中,添加时间为5min,添加完毕后,在温度为220℃条件下反应6小时,2-乙基己酸与中间产物中总金属含量摩尔比为9:1。将产物进行分离,除去溶剂相,水洗油相,减压蒸馏后得到含mo、ni、v的有机酸盐。进行金属含量分析可知,有机酸盐中mo含量5.6重量%,ni含量1.5重量%,v含量3.7重量%。在柴油中的溶解性能良好。
[0058]
实施例2
[0059]
(1)同实施例1;
[0060]
(2)同实施例1;
[0061]
(3)将粉碎后累积得到的金属残渣30g(mo、ni和v的质量分数分别为5.2%、1.6%和4.8%),加入到焙烧炉中,在600℃、2300ml/min气速下进行空气焙烧1h。焙烧处理产生烟气夹带着燃烧含mo、v和ni的灰分进入过滤器气固分离得到烟气和金属灰分。焙烧结束后冷却焙烧炉,含mo、v和ni的金属灰分由过滤器反吹至收集塔中收集。分析灰分中钼、镍和钒含量(以氧化物计)分别为42.2重量%、11.2重量%和46.7重量%。
[0062]
(4)将累积所得30g金属灰分与300g甲苯在烧瓶中溶解分散,惰性气体吹扫,在温度160℃下加入硫酸(ar级)反应3小时,硫酸与金属灰分中总金属含量的摩尔比为4:1,得到中间产物;
[0063]
(5)将未反应的固体杂质分离,将辛酸加入上步反应产物中,添加时间为5min,添加完毕后,在温度为180℃条件下反应15小时,辛酸与中间产物中总金属含量摩尔比为12:1。将产物进行分离,除去溶剂相,水洗油相,减压蒸馏后得到含mo、ni、v的有机酸盐。进行金属含量分析可知,有机酸盐中mo含量6.3重量%,ni含量1.8重量%,v含量4.1重量%。在柴油中的溶解性能良好。
[0064]
实施例3
[0065]
(1)同实施例1;
[0066]
(2)同实施例1;
[0067]
(3)将粉碎后累积得到的金属残渣30g(mo、ni和v的质量分数分别为5.2%、1.6%和4.8%),加入到焙烧炉中,在650℃、1500ml/min气速下进行空气焙烧30min。焙烧处理产生烟气夹带着燃烧含mo、v和ni的灰分进入过滤器气固分离得到烟气和金属灰分。焙烧结束后冷却焙烧炉,含mo、v和ni的金属灰分由过滤器反吹至收集塔中收集。分析灰分中钼、镍和钒含量(以氧化物计)分别为41.2重量%、12.2重量%和46.9重量%。
[0068]
(4)将累积所得30g金属灰分与450g乙醇在烧瓶中溶解分散,惰性气体吹扫,在温度100℃下加入甲酸(ar级)反应5小时,甲酸与金属灰分中总金属含量的摩尔比为10:1,得到中间产物;
[0069]
(5)将未反应的固体杂质分离,将苯甲酸加入上步反应产物中,添加时间为5min,添加完毕后,在温度为240℃条件下反应10小时,苯甲酸与中间产物中总金属含量摩尔比为6:1。将产物进行分离,除去溶剂相,水洗油相,减压蒸馏后得到含mo、ni、v的有机酸盐。进行金属含量分析可知,有机酸盐中mo含量5.8重量%,ni含量2.5重量%,v含量4.5重量%。在柴油中的溶解性能良好。
[0070]
实施例4
[0071]
(1)同实施例1;
[0072]
(2)同实施例1;
[0073]
(3)将粉碎后累积得到的金属残渣30g(mo、ni和v的质量分数分别为5.2%、1.6%和4.8%),加入到焙烧炉中,在350℃、2000ml/min气速下进行空气焙烧1h。焙烧处理产生烟气夹带着燃烧含mo、v和ni的灰分进入过滤器气固分离得到烟气和金属灰分。焙烧结束后冷却焙烧炉,含mo、v和ni的金属灰分由过滤器反吹至收集塔中收集。分析灰分中钼、镍和钒含量(以氧化物计)分别为33.1重量%、8.6重量%和36.2重量%。
[0074]
(4)同实施例1;
[0075]
(5)将未反应的固体杂质分离,将2-乙基己酸加入上步反应产物中,添加时间为5min,添加完毕后,在温度为220℃条件下反应6小时,2-乙基己酸与中间产物中总金属含量摩尔比为9:1。将产物进行分离,除去溶剂相,水洗油相,减压蒸馏后得到含mo、ni、v的有机酸盐。进行金属含量分析可知,有机酸盐中mo含量3.8重量%,ni含量0.9重量%,v含量2.5重量%。在柴油中不能完全溶解。
[0076]
实施例5
[0077]
(1)同实施例1;
[0078]
(2)同实施例1;
[0079]
(3)同实施例1;
[0080]
(4)同实施例1;
[0081]
(5)将2-乙基己酸加入上步反应产物中,添加时间为5min,添加完毕后,在温度为150℃条件下反应10小时,2-乙基己酸与中间产物中总金属含量摩尔比为6:1。将产物进行分离,除去溶剂相,水洗油相,减压蒸馏后得到含mo、ni、v的有机酸盐。进行金属含量分析可知,有机酸盐中mo含量1.2重量%,ni含量0.3重量%,v含量0.8重量%。在柴油中不能完全溶解。
[0082]
测试例1
[0083]
取350g减压渣油,3000μg/g的含mo、ni、v的有机酸盐(以总金属计,来源实施例1),0.9g硫粉,依次加入3l高压反应釜内进行催化剂活性评价。在反应温度420℃,反应氢初压9mpa下进行加氢反应130min后,液体产物送去做分析,结果见表2。
[0084]
其中,>524℃馏分裂化率和生焦率的具体计算方法如下:
[0085]
>524℃馏分裂化率=(1-产物中>524℃馏分收率/原料>524℃含量)
×
100%;
[0086]
生焦率=甲苯不溶物质量/原料油质量
×
100%-原料中甲苯不溶物质量分数。
[0087]
测试对比例1
[0088]
取350g减压渣油,3000μg/g的负载型催化剂(其中,钼含量10wt%,钴含量3wt%,载体为氧化铝),0.9g硫粉,依次加入3l高压反应釜内进行催化剂活性评价。在反应温度420℃,反应氢初压9mpa下进行加氢反应130min后,液体产物送去做分析,结果见表3。
[0089]
表3加氢反应结果
[0090][0091]
从表2结果看,本发明通过溶剂萃取、空气焙烧和有机合成联合的方式得到的含mo、ni、v的催化剂与负载型催化剂相比具有较高的加氢裂化活性和抑制生焦的能力。该方法过程简单,生产路线环保,所得产品油溶性好,加氢裂化性能优良。
[0092]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。