1.本实用新型涉及西林瓶灌装生产线相关制品领域,具体为一种全自动西林瓶灌装机。
背景技术:
2.西林瓶,一种胶塞封口的小瓶子,有棕色,透明等种类,一般为玻璃材质。西林瓶瓶颈部较细,瓶颈以下粗细一致;瓶口略粗于瓶颈,略细于瓶身。
3.但是目前西林瓶生产线中灌装及压盖工序由不同生产线进行操作,导致生产效率降低,具有一定的缺陷性。
技术实现要素:
4.本实用新型的目的在于提供一种全自动西林瓶灌装机,以解决上述背景技术中提出现有的西林瓶生产线中灌装及压盖工序由不同生产线进行操作,导致生产效率降低问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种全自动西林瓶灌装机,包括机架、伺服灌装压塞系统、高速轧盖系统与输送带,所述伺服灌装压塞系统包括供瓶结构、主转盘结构、灌装结构、送塞压塞结构与第一电器操作面板;
6.所述高速轧盖系统包括进瓶机构、送盖挂盖机构、转盘轧盖机构、转盘出瓶机构与第二电器操作面板。
7.优选的,所述供瓶结构与灌装结构上均设有缺瓶光电传感器。
8.优选的,所述输送带设于伺服灌装压塞系统与高速轧盖系统之间,且由输送电机带动作往复输送。
9.优选的,所述第一电器操作面板与第二电器操作面板均为plc触摸屏人机界面。
10.优选的,所述伺服灌装压塞系统与高速轧盖系统台面均采用304#不锈钢材料。
11.与现有技术相比,本实用新型的有益效果是:
12.该全自动西林瓶灌装机,通过将多道工序结构进行结合,能够实现灌装封盖包装一体化,从而增加生产效率,适合推广使用。
附图说明
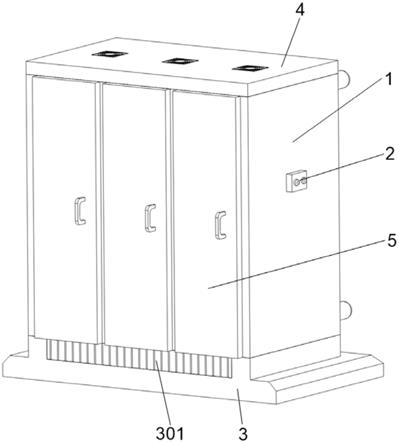
13.图1为本实用新型的一种全自动西林瓶灌装机的结构示意图。
14.图中:1、机架;2、伺服灌装压塞系统;3、高速轧盖系统;4、输送带;5、供瓶结构;6、主转盘;7、灌装结构;8、送塞压塞结构;9、进瓶机构;10、送盖挂盖机构;11、转盘轧盖机构;12、转盘出瓶机构;13、第二电器操作面板;14、第一电器操作面板。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
16.请参阅图1,本实用新型提供的一种实施例:一种全自动西林瓶灌装机,包括机架1、伺服灌装压塞系统2、高速轧盖系统3与输送带4,伺服灌装压塞系统2包括供瓶结构5、主转盘结构6、灌装结构7、送塞压塞结构8与第一电器操作面板14,供瓶结构5包括第一供瓶转盘,第一供瓶转盘通过输送电机驱动,第一供瓶转盘的一侧设有进瓶口,第一供瓶转盘与输送带之间设有输送带进口,具体的讲,瓶子用人工放进供瓶结构 5中的进瓶口后,用手朝前方适度推送至供瓶转盘上,供瓶转盘由机架1 内的供瓶电机驱动作旋转运动,使得转盘上的瓶子随着旋转方向经过进瓶导向板的引导自动进入输送带进口,排列有序地随输送带4输送入进瓶转盘中,完成供瓶工作;主转盘6结构包括主转盘,主转盘的一侧设有进瓶拨轮,主转盘与进瓶拨轮分别通过主转盘伺服电机与进瓶拨轮电机驱动,具体的讲,开启电源后,主转盘伺服电机、进瓶拨轮电机运转,分别带动驱动凸轮分度器、进瓶拨轮运转,进瓶拨轮运转将瓶子输送入主转盘孔槽内,凸轮分度器运转将瓶子送入到灌装头下面进行灌装;灌装结构7包括不锈钢泵体,不锈钢泵体上设有快开接头,不锈钢泵体上设有输液管,输液管上设有单向阀,输液管的一端设有灌装针管,不锈钢泵体的一侧固定连接有针管支架,灌装针管固定连接在针管支架上,机架1上设有第一气缸,第一气缸与不锈钢泵体连接,具体的讲,根据瓶子的高低与大小可调节灌装头下方的第一气缸的行程,来调整灌装针管的高低位置及间距。瓶子由主转盘运送至针管下方时,灌装头由气缸带动做上升下降运动使针管伸入瓶内灌装;送塞压塞结构8包括压塞转盘与理塞震荡盘,理塞震荡盘的一侧连通有下塞轨道,下塞轨道的下方设有真空吸塞翻转盘,下塞轨道与真空吸塞翻转盘之间通过连接轴连接,机架1下设有第二气缸,第二气缸与连杆轴连接,具体的讲,人工把内塞放入理塞震荡盘内,开启振动盘电源,用调速器调节震荡盘的电磁振幅,取得合适的振幅。使内塞有序、同方向、有速度地进入到下塞轨道内,顺着内塞轨道自上而下地划入到真空吸塞口,真空发生器产生真空吸住内塞,机架的第二气缸工作,带动连杆轴作偏心运动使真空吸塞翻转盘向主转盘方向瞬间翻转,将内塞压入停留在主转盘压塞工位上的灌装粉的瓶口中,完成压塞工作。接着真空发生器放气,第二气缸工作向下运动带动连杆轴偏心运动,使真空吸塞翻转盘复位至原始状态;
17.高速轧盖系统3包括进瓶机构9、送盖挂盖机构10、转盘轧盖机构 11、转盘出瓶机构12与第二电器操作面板13,进瓶机构9包括第二供瓶转盘上与设于与输送带连通的开口,第二供瓶转盘通过送瓶供瓶电机驱动,第二供瓶转盘上设有调节导向板,具体的讲,开启电源,压上内塞的瓶子由瓶斗进入到供瓶转盘上,由送瓶供瓶电机驱动供瓶转盘顺时方向旋转,使转盘上的瓶子也作顺时方向旋转输送,经过调节导向板的分流导向使瓶子顺序快速地进入挂盖转盘中,进入自动挂盖的工序完成送盖工位的工作;送盖挂盖机构10包括理盖震荡盘、送盖轨道与自动挂盖头,自动挂盖头设于进瓶机构9的上方,具体的讲,人工把瓶盖放入理盖震荡盘中,开启电源通电后调节震荡盘的调速器,取得合适的电磁振幅,使瓶盖振动有序、逐个、同方向有速度地进入到送盖轨道,随势自上而下地滑入到卡盖爪停住等候,压上内塞的瓶子由过桥输送盘旋转送入到卡盖爪下方工位时,由于输送盘的旋转推送力作用,使瓶子通过此二个卡盖爪时,瓶盖自动挂挂在瓶口上面,再经过防跳盖调节板工位后,瓶盖会整齐平稳地套在瓶口上,进入到轧盖工位;转盘轧盖机构11包括进瓶转盘与自动轧
盖头,进瓶转盘通过进瓶电机驱动,转盘出瓶机构12包括出瓶转盘,出瓶转盘通过出瓶电机驱动,具体的讲,挂上瓶盖的瓶子由进瓶转盘送入到行星轧盖头工位,行星轧盖头由机架内的主电机驱动齿轮运转,带动行星轧盖头的8个压盖头自行旋转同时围绕中心轴旋转。当瓶子进入压盖头工位时,压盖头降压住瓶盖,在此同时顶瓶升降座由于底座下方的顶升凸轮旋转而向上顶升,夹住瓶子,使瓶子顺时针旋转,轧刀随之旋转并将瓶盖进行滚轧而锁紧完成轧盖工作。
18.本实施例中,供瓶结构5与灌装结构7上均设有缺瓶光电传感器;下塞轨道为双轨设置;送盖轨道上设有缺盖光电传感器;自动轧盖头为八头行星式轧盖;输送带4设于伺服灌装压塞系统2与高速轧盖系统3之间,且由输送电机带动作往复输送;第一电器操作面板14与第二电器操作面板13均为plc触摸屏人机界面;伺服灌装压塞系统2与高速轧盖系统3 台面均采用304#不锈钢材料。
19.工作原理:首先瓶子用人工放进供瓶结构5中的进瓶口后,用手朝前方适度推送至供瓶转盘上,供瓶转盘由机架1内的供瓶电机驱动作旋转运动,使得转盘上的瓶子随着旋转方向经过进瓶导向板的引导自动进入输送带进口,排列有序地随输送带4输送入进瓶转盘中,完成供瓶工作,开启电源后,主转盘伺服电机、进瓶拨轮电机运转,分别带动驱动凸轮分度器、进瓶拨轮运转,进瓶拨轮运转将瓶子输送入主转盘孔槽内,凸轮分度器运转将瓶子送入到灌装头下面进行灌装,根据瓶子的高低与大小可调节灌装头下方的第一气缸的行程,来调整灌装针管的高低位置及间距。瓶子由主转盘运送至针管下方时,灌装头由气缸带动做上升下降运动使针管伸入瓶内灌装,人工把内塞放入理塞震荡盘内,开启振动盘电源,用调速器调节震荡盘的电磁振幅,取得合适的振幅。使内塞有序、同方向、有速度地进入到下塞轨道内,顺着内塞轨道自上而下地划入到真空吸塞口,真空发生器产生真空吸住内塞,机架的第二气缸工作,带动连杆轴作偏心运动使真空吸塞翻转盘向主转盘方向瞬间翻转,将内塞压入停留在主转盘压塞工位上的灌装粉的瓶口中,完成压塞工作。接着真空发生器放气,第二气缸工作向下运动带动连杆轴偏心运动,使真空吸塞翻转盘复位至原始状态;
20.开启电源,压上内塞的瓶子由瓶斗进入到供瓶转盘上,由送瓶供瓶电机驱动供瓶转盘顺时方向旋转,使转盘上的瓶子也作顺时方向旋转输送,经过调节导向板的分流导向使瓶子顺序快速地进入挂盖转盘中,进入自动挂盖的工序完成送盖工位的工作,人工把瓶盖放入理盖震荡盘中,开启电源通电后调节震荡盘的调速器,取得合适的电磁振幅,使瓶盖振动有序、逐个、同方向有速度地进入到送盖轨道,随势自上而下地滑入到卡盖爪停住等候,压上内塞的瓶子由过桥输送盘旋转送入到卡盖爪下方工位时,由于输送盘的旋转推送力作用,使瓶子通过此二个卡盖爪时,瓶盖自动挂挂在瓶口上面,再经过防跳盖调节板工位后,瓶盖会整齐平稳地套在瓶口上,进入到轧盖工位,挂上瓶盖的瓶子由进瓶转盘送入到行星轧盖头工位,行星轧盖头由机架内的主电机驱动齿轮运转,带动行星轧盖头的8个压盖头自行旋转同时围绕中心轴旋转。当瓶子进入压盖头工位时,压盖头降压住瓶盖,在此同时顶瓶升降座由于底座下方的顶升凸轮旋转而向上顶升,夹住瓶子,使瓶子顺时针旋转,轧刀随之旋转并将瓶盖进行滚轧而锁紧完成轧盖工作
21.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新
型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。