1.本实用新型涉及次氯酸钠生产技术领域,特别是涉及一种次氯酸钠自动生产系统。
背景技术:
2.目前,氯碱行业无专用次氯酸钠生产系统,次氯酸钠的生产只是用于应急处理吸收废氯气,存在产量小,而且质量不好控制的缺点。
技术实现要素:
3.针对上述问题,本实用新型实施例提供了一种次氯酸钠自动生产系统。
4.本实用新型实施的一方面,提供了一种次氯酸钠自动生产系统,包括氯气吸收塔、两个并列设置的碱液循环罐、碱液循环泵、次氯酸钠泵、碱液换热器、游离碱分析仪、质量流量计、氯气切断阀、电导率仪、倒罐切断阀、排次钠切断阀以及dcs控制器;其中,
5.氯气吸收塔中部气相进口连接氯气管道,质量流量计安装在氯气管道上,氯气切断阀安装在氯气管道上且位于质量流量计靠近氯气吸收塔一侧;
6.氯气吸收塔底部一侧回液口经回流管道与两个并列设置的碱液循环罐的顶部进液口连接,两个并列设置的碱液循环罐的底部一侧出液口经碱液循环管道与氯气吸收塔顶部一侧的进液口连接,碱液循环泵安装在碱液循环管道上,碱液循环泵进出口之间设置有回流管道,游离碱分析仪安装在回流管道上;
7.两个并列设置的碱液循环罐的进液口和出液口上安装倒罐切断阀;
8.碱液换热器安装在碱液循环泵与氯气吸收塔之间的碱液循环管道上;
9.两个并列设置的碱液循环罐的底部另一侧设置排钠口,排钠口经排钠管道与次钠罐连接,次氯酸钠泵和电导率仪安装在排钠管道上,排钠口上安装排次钠切断阀;
10.dcs控制器与碱液循环泵、次氯酸钠泵、碱液换热器、游离碱分析仪、质量流量计、氯气切断阀、电导率仪、倒罐切断阀以及排次钠切断阀电连接。
11.与现有技术相比,本实用新型的有益效果在于:通过质量流量计和氯气切断阀进行进塔氯气累积量的检测和控制,防止因氯气加入过量而导致次氯酸钠分解;氯气吸收塔和双碱液循环罐形成一塔双罐倒换生产次钠流程;碱液循环罐通过倒罐切断阀、碱液循环泵、碱液换热器组成烧碱液循环进塔流程,保证烧碱液正常供应进塔;碱液循环罐出液口倒罐切断阀、次氯酸钠泵组成排次钠流程,并通过电导率仪检测所排放次氯酸钠产品的质量,防止不合格次氯酸钠产品排出;通过dsc控制器进行各部分的协调控制实现次氯酸钠的自动化生产。
12.可选的,质量流量计的数量为两个,前后依次安装在氯气管道上。
13.可选的,回流管道上安装有温度传感器,温度传感器与dsc控制器连接;在线监测循环碱液温度,当设定温度达到报警值时切断进塔氯气,防止次氯酸钠分解。
14.可选的,氯气吸收塔塔顶出口经尾气管道与二次吸收塔进口连接。
附图说明
15.此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,并不构成对本实用新型的限定。在附图中:
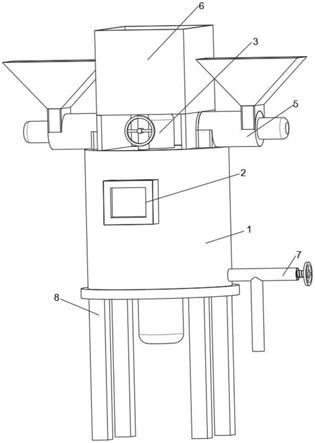
16.图1为本实用新型实施例提供的一种次氯酸钠自动生产系统。
具体实施方式
17.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施方式和附图,对本实用新型做进一步详细说明。在此,本实用新型的示意性实施方式及其说明用于解释本实用新型,但并不作为对本实用新型的限定。
18.参见图1,本实用新型实施例提供的一种次氯酸钠自动生产系统,包括氯气吸收塔1、两个并列设置的碱液循环罐2、碱液循环泵3、次氯酸钠泵4、碱液换热器5、游离碱分析仪6、质量流量计7、氯气切断阀8、电导率仪9、倒罐切断阀10、排次钠切断阀11以及dcs控制器12;其中,
19.氯气吸收塔1中部气相进口连接氯气管道,质量流量计7安装在氯气管道上,氯气切断阀8安装在氯气管道上且位于质量流量计7靠近氯气吸收塔1一侧;
20.氯气吸收塔1底部一侧回液口经回流管道与两个并列设置的碱液循环罐2的顶部进液口连接,两个并列设置的碱液循环罐2的底部一侧出液口经碱液循环管道与氯气吸收塔顶1部一侧的进液口连接,碱液循环泵3安装在碱液循环管道上,碱液循环泵3进出口之间设置有回流管道,游离碱分析仪6安装在回流管道上;
21.两个并列设置的碱液循环罐2的进液口和出液口上安装倒罐切断阀10;
22.碱液换热器5安装在碱液循环泵3与氯气吸收塔1之间的碱液循环管道上;
23.两个并列设置的碱液循环罐2的底部另一侧设置排钠口,排钠口经排钠管道与次钠罐连接,次氯酸钠泵7和电导率仪9安装在排钠管道上,排钠口上安装排次钠切断阀11;
24.dcs控制器12与碱液循环泵3、次氯酸钠泵4、碱液换热器5、游离碱分析仪6、质量流量计7、氯气切断阀8、电导率仪9、倒罐切断阀10以及排次钠切断阀11电连接。
25.在实施中,质量流量计7的数量为两个,前后依次安装在氯气管道上。
26.在实施中,回流管道上安装有温度传感器,温度传感器与dsc控制器12连接;在线监测循环碱液温度,当设定温度达到报警值时切断进塔氯气,防止次氯酸钠分解。
27.在实施中,氯气吸收塔1塔顶出口经尾气管道与二次吸收塔进口连接,对尾气进行二次吸收处理。
28.在生产过程中,预先在两个碱液循环罐2中的第一碱液循环罐中加入烧碱液,第一碱液循环罐的倒罐切断阀打开,第二碱液循环罐的倒罐切断阀关闭,两个碱液循环罐的排次钠切断阀11关闭;打开氯气切断阀8向氯气吸收塔1中加氯气,同时启动碱液循环泵3,将第一碱液循环罐中的烧碱液送入氯气吸收塔1中与氯气进行反应,循环反应过程中,游离碱分析仪6实时在线检测游离碱含量,当游离碱含量达到指标后,打开第二碱液循环罐进液口处的倒罐切断阀10,同时关闭第一碱液循环罐进液口处的倒罐切断阀10,完成倒罐实现将合格产品排放至第二碱液循环罐,打开第二碱液循环罐的排次钠切断阀11和次氯酸钠泵4,并通过电导率仪检测所排放次氯酸钠产品的质量,防止不合格次氯酸钠产品排出;第一碱液循环罐排空之后,关闭碱液循环泵3,再次向第一碱液循环罐中加入烧碱液,关闭第二碱
液循环罐进液口处的倒罐切断阀10,同时打开第一碱液循环罐进液口处的倒罐切断阀10,启动碱液循环泵3并实时监测游离碱含量,当游离碱含量达到指标后再次进行倒罐进行循环生产。
29.本实用新型实施例提供的方案,通过质量流量计和氯气切断阀进行进塔氯气累积量的检测和控制,防止因氯气加入过量而导致次氯酸钠分解;氯气吸收塔和双碱液循环罐形成一塔双罐倒换生产次钠流程;碱液循环罐通过倒罐切断阀、碱液循环泵、碱液换热器组成烧碱液循环进塔流程,保证烧碱液正常供应进塔;碱液循环罐出液口倒罐切断阀、次氯酸钠泵组成排次钠流程,并通过电导率仪检测所排放次氯酸钠产品的质量,防止不合格次氯酸钠产品排出;通过dsc控制器进行各部分的协调控制实现次氯酸钠的自动化生产。
30.以上所述仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本实用新型的保护范围内。
技术特征:
1.一种次氯酸钠自动生产系统,其特征在于,包括氯气吸收塔、两个并列设置的碱液循环罐、碱液循环泵、次氯酸钠泵、碱液换热器、游离碱分析仪、质量流量计、氯气切断阀、电导率仪、倒罐切断阀、排次钠切断阀以及dcs控制器;其中,氯气吸收塔中部气相进口连接氯气管道,质量流量计安装在氯气管道上,氯气切断阀安装在氯气管道上且位于质量流量计靠近氯气吸收塔一侧;氯气吸收塔底部一侧回液口经回流管道与两个并列设置的碱液循环罐的顶部进液口连接,两个并列设置的碱液循环罐的底部一侧出液口经碱液循环管道与氯气吸收塔顶部一侧的进液口连接,碱液循环泵安装在碱液循环管道上,碱液循环泵进出口之间设置有回流管道,游离碱分析仪安装在回流管道上;两个并列设置的碱液循环罐的进液口和出液口上安装倒罐切断阀;碱液换热器安装在碱液循环泵与氯气吸收塔之间的碱液循环管道上;两个并列设置的碱液循环罐的底部另一侧设置排钠口,排钠口经排钠管道与次钠罐连接,次氯酸钠泵和电导率仪安装在排钠管道上,排钠口上安装排次钠切断阀;dcs控制器与碱液循环泵、次氯酸钠泵、碱液换热器、游离碱分析仪、质量流量计、氯气切断阀、电导率仪、倒罐切断阀以及排次钠切断阀电连接。2.如权利要求1所述的次氯酸钠自动生产系统,其特征在于,质量流量计的数量为两个,前后依次安装在氯气管道上。3.如权利要求1所述的次氯酸钠自动生产系统,其特征在于,回流管道上安装有温度传感器,温度传感器与dsc控制器连接。4.如权利要求1所述的次氯酸钠自动生产系统,其特征在于,氯气吸收塔塔顶出口经尾气管道与二次吸收塔进口连接。
技术总结
本实用新型实施例提供了一种次氯酸钠自动生产系统,包括氯气吸收塔、两个并列设置的碱液循环罐、碱液循环泵、次氯酸钠泵、碱液换热器、游离碱分析仪、质量流量计、氯气切断阀、电导率仪、倒罐切断阀、排次钠切断阀以及DCS控制器;本实用新型实施例提供的方案,能够实现次氯酸钠的自动化生产。氯酸钠的自动化生产。氯酸钠的自动化生产。
技术研发人员:严旭 王佳伟 李学伟 王磊 侯凤银 李凌云 杨小军 贺志宽 黄玉宾 董意明 张珲桓 张浩浩 马英 郑学平 胡洋洋 王红礼 吕彦玲 张胜男
受保护的技术使用者:唐山三友氯碱有限责任公司
技术研发日:2021.11.17
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。