1.本发明涉及乳制品加工技术领域,具体涉及一种低温杀菌巴氏杀菌乳的制备方法。
背景技术:
2.牛乳是最古老的天然饮料之一,被誉为“白色血液”,是最接近完美的营养食物,其含有丰富的蛋白质、脂肪、维生素和矿物质等营养物质,乳蛋白中含有人体必需的氨基酸;乳脂肪多为短链和中链脂肪酸,极易被人体吸收;钾、磷、钙等矿物质配比合理,易于人体吸收,其蛋白质主要由79.6%的酪蛋白、11.5%乳清蛋白、3.3%乳球蛋白组成,另含有少量的免疫球蛋白和酶等,其乳脂肪以微粒状的脂肪球分散在乳液中,呈很好的乳化状态,吸收率高达97%,主要以甘油三酯为主,含有少量的磷脂和胆固醇;其含有人体所需的各种维生素,牛乳还是b族维生素的良好来源,可以提供相当数量的核黄素、维生素b
12
、维生素a、维生素b6和泛酸。由于所含的营养素比较完全,营养价值很高且易消化吸收,最适合于病人、幼儿、老人食用。
3.巴氏杀菌乳,简称“巴氏奶”,是法国微生物学家、化学家巴斯德于1863年在科学实验研究微生物过程中所发明的,巴斯德利用低温热力将牛奶中的大部分有害微生物(如布氏杆菌、结核杆菌、痢疾杆菌、伤寒杆菌等,但芽孢杆菌不能被彻底杀死)杀灭所产生的一种牛奶产品。这种牛奶处理方式比较温和,在杀灭牛奶中的致病菌而有效保证食品的公共卫生和消费者安全食用的同时,最大限度地保留或接近牛奶原有特质与风味。
4.中国乳制品发展七十多年来,国内奶业不断发展壮大,发展初期,中国乳业的发展环境可用“贫瘠”来形容,百废待兴,乳业举步维艰,我国奶类总产量21.7万吨,人均奶类占有量0.4千克左右,一个人一年的奶类饮用量不足现在的两盒牛奶,随着奶业的“改革”,中国的乳制品发展经历了“改革期”、“提质期”、“振兴期”,随着奶牛养殖方式的转变和养殖规模的扩大,现代集中规模生产下的奶牛,吃的是配方料,喝的是干净水,睡的是“软卧床”,定点定时投喂、运动,甚至听音乐,机械化挤奶,智能化管理,其产奶量得到快速提高,促使奶业转型升级加快,凭票购买已成为过去式,现在的乳制品市场是供应充足,琳琅满目。
5.人们对“营养”、“新鲜”的需求和认识,乳制品中的巴氏杀菌乳颇受广大消费者的欢迎,巴氏杀菌乳,是指以生牛乳为原料,经净乳、均质、巴氏杀菌、冷却、灌装等工序制得的液体产品,其色泽呈乳白色或微黄色,滋气味具有乳固有的香味,无异味,组织状态呈均匀一致液体,无凝块、无沉淀、无正常视力可见异物。
6.针对上述情况,本发明提出了一种低温杀菌巴氏杀菌乳的制备方法,将巴氏杀菌乳杀菌温度降低至80-85度工艺保证质量的研发,以拥有“优质奶源”和“巴氏保鲜工艺”两大优势的“巴氏鲜奶”,以实现牛奶天然活性营养的保存为核心标准,用最温和的手段,最大程度的保留牛奶中的天然活性营养,实现牛乳的“新活、营养”。
技术实现要素:
7.本发明的目的是提供一种低温杀菌巴氏杀菌乳的制备方法,该方法在保证牛奶营养的同时还具有较优异的口感,满足消费者的需求。
8.本发明采用以下技术方案解决上述技术问题的:
9.一种低温杀菌巴氏杀菌乳的制备方法,所述杀菌温度为80-85℃,所述杀菌时间为10-13s。
10.进一步地,所述方法包括以下步骤:
11.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至2-6℃,储藏;
12.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;
13.(3)均质:将暂存乳液通入杀菌机中进行均质;
14.(4)巴氏杀菌,杀菌后在2-6℃的条件下进行冷却暂存;
15.(5)灌装后在温度为2-6℃的条件下进行冷藏储存。
16.进一步地,所述生牛乳中蛋白质≥3.10g/100g、脂肪含量≥3.50g/100g、非脂乳固体≥8.30g/100g、酸度12.2~16.0
°
t、杂质度≤0.25mg/kg、菌落总数≤8000cfu/ml,体细胞≤30万个/ml。
17.进一步地,所述预热过程为:将生牛乳加热至55-60℃。
18.进一步地,所述稳定剂包括相对于预热的生牛乳重量份为0.5-1%海藻酸丙二醇酯和0.1-0.5%羧甲基纤维素钠复配。
19.进一步地,所述均质的压力为18-20mpa,温度为60-65℃。
20.进一步地,所述净乳通过净乳机离心除杂;所述净乳机的转速为6500-7000rpm。
21.本发明的优点在于:
22.本发明一种低温杀菌巴氏杀菌乳的制备方法,采用优质生牛乳为原料,通过巴氏杀菌乳杀菌温度降低至80-85℃,最大程度的保留牛乳中活性物质满足广大消费者对牛乳的“新鲜”、“营养”、“健康”的需求,在市场上具有较强的竞争力和市场前景,经济效益明显,且成品呈乳白色或微黄色,具有生鲜牛乳的纯香味、奶香味浓郁、饱满、略带甜味,留香持久,无其他异味。
23.本发明提供的一种低温杀菌巴氏杀菌乳的制备方法制备得到的巴氏杀菌乳中糠氨酸≤10mg/100g蛋白质,蛋白含量≥3.1g/100g;脂肪含量≥3.5g/100g;酸度12.2~16.0ot;非脂乳固体≥8.30g/100g;未检出三聚氰胺(mg/kg);菌落总数≤200cfu/ml;未检出大肠菌群(cfu/ml);且黄曲霉毒素m1≤0.3ug/kg;在保证巴氏杀菌乳营养的情况下还能有效地满足消费者的口感需求。
具体实施方式
24.下面结合具体实施方式对本发明做进一步说明,以下实施例旨在说明本发明而不是对本发明的进一步限定。
25.本发明提供了一种低温杀菌巴氏杀菌乳的制备方法,包括以下步骤:
26.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至2-6℃,储藏(冷却后的奶液打入贮奶缸、奶仓内储存,以供下道工序使用);所述净乳通过净乳机离心除
杂;所述净乳机的转速为6500-7000rpm;
27.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至55-60℃;所述稳定剂包括相对于预热的生牛乳重量份为0.5-1%海藻酸丙二醇酯和0.1-0.5%羧甲基纤维素钠复配;
28.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为18-20mpa,温度为60-65℃;
29.(4)巴氏杀菌,杀菌后在2-6℃的条件下进行冷却暂存;所述杀菌温度为80-85℃,所述杀菌时间为10-13s;
30.(5)高位罐暂存:优质乳产品均质之后在80
±
0.25℃条件下杀菌15秒钟,然后冷却到2℃-6℃,高位罐暂存。
31.(6)包材验收:检验员从库房准确采样,按照相关标准要求进行检测,检测合格后方可收入。
32.(7)灌装:检测合格后的产品用巴氏奶灌装机灌装,灌装温度8℃以下并标注生产日期。
33.(8)包装:将灌装好的产品装入纸箱或奶格中,纸箱用胶带封口。
34.(9)冷藏储存:将产品搬运至冷藏库(2℃-6℃)储存。
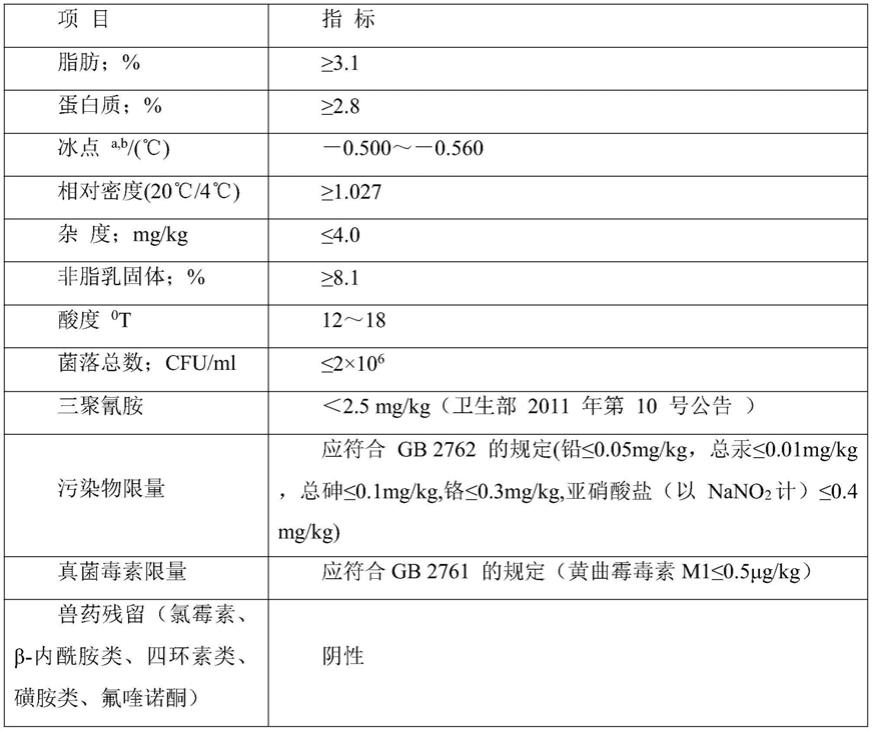
35.其中,原料生牛乳的标准如下:
36.生产方式:从正常饲养的,无传染病和乳房炎的健康母牛乳房内经机械挤出的常乳。
37.交付方式:公司奶牛场或合作社采集冷却后用保温冷藏车运输到厂交付。
38.包装类型:液体原料,直接用专用保温冷藏车装运。
39.贮存方式:2℃-6℃贮存。
40.使用前处理:使用前需经酒精试验、感官检验、理化指标测定合格,并过磅计量。
41.接收准则:理化及卫生指标应符合gb 19301-2010《食品安全国家标准生乳》标准。
42.感官要求:呈乳白色或微黄色,具有乳固有的香味,无异味呈均匀一致液体,无凝块、无沉淀、无正常视力可见异物。
43.生乳理化指标要求:冰点:-0.500~-0.560℃、相对密度≥1.028(20℃/4℃)、蛋白质≥3.10g/100g、脂肪含量≥3.50g/100g、非脂乳固体≥8.30g/100g、酸度12.2~16.0
°
t、杂质度≤0.25mg/kg、三聚氰胺(mg/kg):不得检出、菌落总数≤8000cfu/ml,体细胞≤30万个/ml;
44.生乳贮存温度0~4℃,储存时间不得大于24小时;
45.运输工具清洁无污染,全程冷链,运输过程保证生乳温度不高于6,运输时间不得超过6小时;
46.杀菌条件:80~85℃,15秒;60~65℃均质,均质压力18~20mpa;
47.巴杀机验性能验证每半年年进行一次,偏差在要求范围内符合要求。
48.用更为详细的实施例和对比例作更一步的说明如下:
49.实施例1
50.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至2℃,储藏;所述净乳通过净乳机离心除杂;所述净乳机的转速为6500rpm;
51.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至55℃;所述稳定剂包括相对于预热的生牛乳重量份为0.5%海藻酸丙二醇酯和0.1%羧甲基纤维素钠复配;
52.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为18mpa,温度为60℃;
53.(4)巴氏杀菌,杀菌后在2℃的条件下进行冷却暂存;所述杀菌温度为80℃,所述杀菌时间为10s;
54.(5)灌装后在温度为2℃的条件下进行冷藏储存。
55.实施例2
56.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至6℃,储藏;所述净乳通过净乳机离心除杂;所述净乳机的转速为7000rpm;
57.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至60℃;所述稳定剂包括相对于预热的生牛乳重量份为1%海藻酸丙二醇酯和0.5%羧甲基纤维素钠复配;
58.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为20mpa,温度为65℃;
59.(4)巴氏杀菌,杀菌后在6℃的条件下进行冷却暂存;所述杀菌温度为85℃,所述杀菌时间为13s;
60.(5)灌装后在温度为6℃的条件下进行冷藏储存。
61.实施例3
62.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至5℃,储藏;所述净乳通过净乳机离心除杂;所述净乳机的转速为6700rpm;
63.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至57℃;所述稳定剂包括相对于预热的生牛乳重量份为0.7%海藻酸丙二醇酯和0.3%羧甲基纤维素钠复配;
64.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为19mpa,温度为62℃;
65.(4)巴氏杀菌,杀菌后在5℃的条件下进行冷却暂存;所述杀菌温度为82℃,所述杀菌时间为11s;
66.(5)灌装后在温度为5℃的条件下进行冷藏储存。
67.对比例1
68.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至5℃,储藏;所述净乳通过净乳机离心除杂;所述净乳机的转速为6700rpm;
69.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至57℃;所述稳定剂包括相对于预热的生牛乳重量份为0.7%海藻酸丙二醇酯;
70.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为19mpa,温度为62℃;
71.(4)巴氏杀菌,杀菌后在5℃的条件下进行冷却暂存;所述杀菌温度为82℃,所述杀
菌时间为11s;
72.(5)灌装后在温度为5℃的条件下进行冷藏储存。
73.对比例2
74.(1)净乳:将生牛乳通过离心作用将乳中的杂质除掉进行净乳,冷却至5℃,储藏;所述净乳通过净乳机离心除杂;所述净乳机的转速为6700rpm;
75.(2)配置:用剪切机将稳定剂充分混合,然后混入预热的生牛乳中;所述预热过程为:将生牛乳加热至57℃;所述稳定剂包括相对于预热的生牛乳重量份为0.3%羧甲基纤维素钠;
76.(3)均质:将暂存乳液通入杀菌机中进行均质;所述均质的压力为19mpa,温度为62℃;
77.(4)巴氏杀菌,杀菌后在5℃的条件下进行冷却暂存;所述杀菌温度为82℃,所述杀菌时间为11s;
78.(5)灌装后在温度为5℃的条件下进行冷藏储存。
79.实施例1-3中制得的巴氏杀菌乳的测试结果如下表1所示。
[0080] 实施例1实施例2实施例3糠氨酸8.27.97.2酸度(ot)13.513.613.6三聚氰胺(mg/kg)未检出未检出未检出大肠菌群(cfu/ml)未检出未检出未检出菌落总数(cfu/ml)150160145
[0081]
最终,各个实施例中制备得到的巴氏杀菌乳的主要技术指标为:糠氨酸≤10mg/100g蛋白质;蛋白含量≥3.1g/100g;脂肪含量≥3.5g/100g;酸度12.2~16.0ot;非脂乳固体≥8.30g/100g;三聚氰胺(mg/kg):未检出;菌落总数≤200cfu/ml;大肠菌群(cfu/ml):未检出;黄曲霉毒素m1≤0.3ug/kg。
[0082]
另外,将实施例1-3与对比例1-2中制得的产品分别放置在0-3℃、常温以及35-37℃的条件下进行观察,每组10个记录员记录产品组织状态并综合评比。最终结果显示实施例中巴氏杀菌乳的稳定性要优于对比例中巴氏杀菌乳。
[0083]
这可能是由于在实施例1-3中使用的均为复配稳定剂,相对于对比例1-2中的单一稳定剂能够有效解决生牛乳在加工过程中出现的蛋白质的沉淀和脂肪上浮问题,这是由于复配稳定剂能够有效增加了生牛乳的粘度,改善蛋白质颗粒的悬浮状态,使之均匀分散,使牛乳获得了更好的组织形态。
[0084]
最后应说明的是:以上实施例仅用以说明本发明而并非限制本发明所描述的技术方案;本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换;而一切不脱离本发明的精神和范围的技术方案及其改进,其均应涵盖在本发明的权利要求范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。