1.本发明涉及钢绞线张拉控制技术领域,具体涉及一种基于语音和图像识别技术的预应力张拉控制系统及方法。
背景技术:
2.斜拉索,主要受力材料为钢绞线,是把斜拉桥主梁及桥面重量直接传递到塔架上的主要承重部件。减小梁体内弯矩,降低建筑高度,减轻桥梁结构重量。
3.预应力,是为了改善使用结构期间的表现,在施工期间给结构预先施加的压力,避免结构破坏,常用于混凝土结构。在工程结构构件承受外荷载之前,对受拉模块中的钢绞线,施加预拉应力,提高构件的抗弯能力和刚度,推迟裂缝出现的时间,增加构件的耐久性。
4.张拉钢绞线时,主要通过操作工人读取千斤顶上的油压表来获得钢绞线的张拉力。反拔钢绞线检测张拉力时,当千斤顶达到一定的压力后,锚杯内的夹片会因稍许的松动而弹出,产生金属碰撞的声音,操作工人立即停止加压并观察油压表读数,待油压表读数稳定后,读取此时的数值,即为钢绞线的应力。因操作工人技术有差异,在读取油压表及听取夹片弹出的金属碰撞声时会产生不可避免的误差,对钢绞线张拉力读取结果造成影响。
技术实现要素:
5.为了解决上述在读取油压表及听取夹片弹出的金属碰撞声时因人为因素造成误差的技术问题,本发明提供了一种基于语音和图像识别技术的预应力张拉控制系统及方法,读取油压表数据准确度高,听取夹片弹出的金属碰撞声灵敏并能自动控制油压表停止,提高了钢绞线的张拉精度,降低了人员和机械消耗,具有结构简单、支撑牢固,尺寸可调、拆装方便,省时省力,操作灵活和施工效率高的优点。
6.本发明的技术方案是:基于语音和图像识别技术的预应力张拉控制系统,包括橡胶带、日字插扣、限位螺栓、压扣、语音及图像识别传感器、油压表、图像识别传感器、油泵、语音及图像控制传输系统;所述橡胶带系于所述日字插扣上;所述限位螺栓设于所述日字插扣上;所述压扣设于所述橡胶带上;所述语音及图像识别传感器固定于所述日字插扣上;所述油压表和所述图像识别传感器设于所述油泵上;所述油泵通过油管与千斤顶相连且设于千斤顶旁;所述语音及图像控制传输系统分别与所述语音及图像识别传感器、所述图像识别传感器和所述油泵通信连接。
7.优选的,所述日字插扣由日字公扣和日字母扣组成,所述日字公扣和日字母扣分别系于所述橡胶带的两端,可自由锁紧与分离,所述限位螺栓设于所述日字插扣的日字母扣上。
8.优选的,所述压扣为两个,分别设于所述橡胶带上,所述橡胶带自由端可伸入所述压扣。
9.优选的,所述语音及图像识别传感器顶部设有摄像装置,所述摄像装置与所述语音及图像控制传输系统通信连接,监控钢绞线的拔出量。
10.优选的,所述语音及图像识别传感器的底部设有连接板,所述连接板与所述日字插扣通过所述限位螺栓连接固定。
11.优选的,所述图像识别传感器设置所述油压表一侧,用于监控所述油压表的读数。
12.优选的,所述语音及图像控制传输系统包括以钢绞线张拉力控制的钢绞线张拉控制系统、以钢绞线拔出量控制的钢绞线张拉控制系统和钢绞线张拉力检测系统。
13.另一方面的,本发明提供一种基于语音和图像识别技术的预应力张拉控制方法,包括以钢绞线张拉力控制的钢绞线张拉控制方法、以钢绞线拔出量控制的钢绞线张拉控制方法和钢绞线张拉力检测方法;
14.所述以钢绞线张拉力控制的钢绞线张拉控制方法是:
15.在所述语音及图像控制传输系统中输入油压表读数图像标定信息并发送给所述图像识别传感器,所述图像识别传感器采集油压表读数,当采集到稳定的油压表读数图像标定数据后立即自动发送给所述语音及图像控制传输系统,所述语音及图像控制传输系统对比标定信息和采集的标定数据后发出指令信息控制所述油泵动作,所述油泵根据指令信息自动控制压力大小并由所述图像识别传感器将实际且稳定的油压表读数反馈给所述语音及图像控制传输系统自动存档,所述语音及图像控制传输系统发出指令信息控制所述语音及图像识别传感器将采集到的实际且稳定的钢绞线拔出量反馈给所述语音及图像控制传输系统自动存档;
16.所述以钢绞线拔出量控制的钢绞线张拉控制方法是:在所述语音及图像控制传输系统中输入钢绞线拔出量图像标定信息并发送给所述语音及图像识别传感器,所述语音及图像识别传感器采集到稳定的钢绞线拔出量图像标定数据后立即自动发送给所述语音及图像控制传输系统,由所述语音及图像控制传输系统发出指令信息控制所述油泵,所述油泵根据指令信息自动控制压力大小并由所述图像识别传感器将实际且稳定的油压表读数反馈给所述语音及图像控制传输系统自动存档,所述语音及图像控制传输系统发出指令信息控制所述语音及图像识别传感器将实际且稳定的钢绞线拔出量反馈给所述语音及图像控制传输系统自动存档;
17.所述钢绞线张拉力检测方法是:在所述语音及图像控制传输系统中输入外界语言信息并发送给所述语音及图像识别传感器,所述语音及图像识别传感器采集到施工过程中相应的外界语音信息后立即自动发送给所述语音及图像控制传输系统,所述语音及图像控制传输系统发出指令信息控制所述油泵、所述图像识别传感器及所述语音及图像识别传感器,所述油泵根据指令信息自动控制压力大小,所述图像识别传感器将实际且稳定的油压表读数反馈给所述语音及图像控制传输系统自动存档,所述语音及图像识别传感器根据指令信息将实际且稳定的钢绞线拔出量馈给所述语音及图像控制传输系统自动存档。
18.相较于现有技术,本发明提供的基于语音和图像识别技术的预应力智能张拉控制系统具有以下有益效果:
19.一、通过语音及图像识别传感器和图像识别传感器在标定后自动采集参数信息发送给所述语音及图像控制传输系统,避免了在读取油压表及听取夹片弹出的金属碰撞声时因人为因素造成的误差,保证了张拉钢绞线张拉力与变形的施工精度,省时省力,提高了施工速率;
20.二、通过油泵根据语音及图像控制传输系统发出的指令信息自动控制压力大小并
将压力数据反馈给语音及图像控制传输系统自动存档,保证了压力控制精准,压力数据自动存储智能,省时省力,提高了施工速率,并极大地避免了因控制油压表不及时、记录油压表读数不正确等因人为因素造成的误差;
21.三、通过语音及图像识别传感器将钢绞线拔出量反馈给所述语音及图像控制传输系统自动存档,为钢绞线张拉力的校核提供了数据依据,保证了钢绞线张拉精度;
22.四、通过调节橡胶带与日字插扣的相对位置,能适应不同尺寸的锚杯,扩大了适用面;且零件易更换,可避免不必要的浪费;
23.五、通过语音及图像控制传输系统所控制的以钢绞线张拉力控制的钢绞线张拉控制系统、以钢绞线拔出量控制的钢绞线张拉控制系统和钢绞线张拉力检测系统的自动化与智能化,可减少钢绞线张拉与钢绞线张拉力检测施工中人力物力的投入,提高钢绞线张拉与钢绞线张拉力检测的施工效率。
附图说明
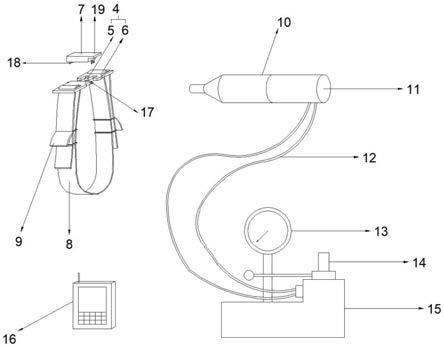
24.图1是本发明提供的基于语音和图像识别技术的预应力智能张拉控制系统的结构示意图;
25.图2是本发明提供的基于语音和图像识别技术的预应力智能张拉控制系统的使用状态位置示意图;
26.图3是本发明提供的基于语音和图像识别技术的预应力智能张拉控制系统的锚杯套环及语音及图像识别传感器结构示意图;
27.图中:1、锚杯,2、夹片,3、钢绞线,4、日字插扣,5、日字母扣,6、日字公扣,7、语音及图像识别传感器,8、橡胶带,9、压扣,10、顶压器,11、千斤顶,12、油管,13、油压表,14、图像识别传感器,15、油泵,16、语音及图像控制传输系统,17、限位螺栓,18、连接板,19、摄像装置。
具体实施方式
28.下面结合附图对本发明做清楚完整的描述,以使本领域的技术人员在不需要作出创造性劳动的条件下,能够充分实施本发明。
29.请一并参阅图1、图2及图3,其中,图1是本发明提供的基于语音和图像识别技术的预应力张拉控制系统的结构示意图;图2是本发明提供的基于语音和图像识别技术的预应力张拉控制系统的使用状态位置示意图;图3是本发明提供的基于语音和图像识别技术的预应力张拉控制系统的锚杯套环及语音及图像识别传感器结构示意图。
30.基于语音和图像识别技术的预应力张拉控制系统包括橡胶带8、日字插扣4、限位螺栓17、压扣9、语音及图像识别传感器7、油压表13、图像识别传感器14、油泵15、语音及图像控制传输系统16;所述橡胶带8系于所述日字插扣4上;所述限位螺栓17设于所述日字插扣4上;所述压扣9设于所述橡胶带8上;所述语音及图像识别传感器7可固定于所述日字插扣4上;所述油压表13和所述图像识别传感器14设于所述油泵15上;所述油泵15与千斤顶11以油管12相连设于千斤顶11旁;所述语音及图像控制传输系统16分别与所述语音及图像识别传感器7、所述图像识别传感器14和所述油泵15通信连接。
31.所述日字插扣4由日字公扣6和日字母扣5组成,其分别系于所述橡胶带8两端,可
自由锁紧与分离,所述限位螺栓17设于所述日字插扣4的日字母扣5上。
32.所述压扣9为两个,其同时设于所述橡胶带8上,所述橡胶带8自由端可伸入所述压扣9。
33.所述语音及图像识别传感器7顶部设有摄像装置19,所述摄像装置19与所述语音及图像控制传输系统16通信连接,监控钢绞线3的拔出量;所述语音及图像识别传感器7底部设有连接板18,可与所述日字插扣4以所述限位螺栓17连接固定。
34.所述油压表13与所述图像识别传感器14前后设置于所述油泵15上,所述图像识别传感器14监控所述油压表13读数。
35.所述语音及图像控制传输系统16包括三套独立的系统,分别为以钢绞线3张拉力控制的钢绞线3张拉控制系统、以钢绞线3拔出量控制的钢绞线3张拉控制系统和钢绞线3张拉力检测系统。
36.一种基于语音和图像识别技术的预应力张拉控制方法,包括以钢绞线3张拉力控制的钢绞线3张拉控制方法、以钢绞线3拔出量控制的钢绞线3张拉控制方法和钢绞线3张拉力检测方法;
37.所述以钢绞线3张拉力控制的钢绞线3张拉控制方法是,在所述语音及图像控制传输系统16中输入油压表13读数图像标定信息并发送给所述图像识别传感器14,施工过程中当所述图像识别传感器14采集到稳定的油压表13读数图像标定数据后立即自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15,所述油泵15根据指令信息自动控制压力大小并由所述图像识别传感器14将实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,此时所述语音及图像控制传输系统16发出指令信息控制所述语音及图像识别传感器7将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档;
38.所述以钢绞线3拔出量控制的钢绞线3张拉控制方法是:在所述语音及图像控制传输系统16中输入钢绞线3拔出量图像标定信息并发送给所述语音及图像识别传感器7,施工过程中当所述语音及图像识别传感器7采集到稳定的钢绞线3拔出量图像标定数据后立即自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15,所述油泵15根据指令信息自动控制压力大小并由所述图像识别传感器14将实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,此时所述语音及图像控制传输系统16发出指令信息控制所述语音及图像识别传感器7将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档;
39.所述钢绞线3张拉力检测方法是:在所述语音及图像控制传输系统16中输入外界语言信息并发送给所述语音及图像识别传感器7,施工过程中当所述语音及图像识别传感器7采集到相应的外界语音信息后立即自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15、所述图像识别传感器14及所述语音及图像识别传感器7,所述油泵15根据指令信息自动控制压力大小并由所述图像识别传感器14将实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,所述语音及图像识别传感器7根据指令信息将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档。
40.本发明在使用时,先将两个所述压扣9穿过所述橡胶带8,将所述橡胶带8的一端穿
过所述日字插扣4(日字公扣6或日字母扣5)近所述限位螺栓17的孔道,再穿入远所述限位螺栓17的孔道,将穿过孔道的这端穿过所述压扣9,然后重复上述步骤将所述橡胶带8的另一端系于另一所述日字插扣4上并穿过另一所述压扣9,使所述橡胶带8和所述日字插扣4能组成一个可自由锁紧和分离的套环,调节所述橡胶带8与所述日字插扣4的相对位置使套环的周长调整至可套入锚杯1的大小,将套环套入锚杯1,调节所述橡胶带8与所述日字插扣4的相对位置使套环牢牢固定在锚杯1上,压紧所述压扣9,将所述语音及图像识别传感器7通过底部的连接板18与所述限位螺栓17连接固定;将顶压器10安装在千斤顶11上,再将所述油泵15与千斤顶11以油管12相连设于千斤顶11旁,准备钢绞线3张拉和钢绞线3张拉力检测施工;钢绞线3张拉时,若以张拉力控制、拔出量校核的方法进行控制,则将所述语音及图像控制传输系统16调整为以钢绞线3张拉力控制的钢绞线3张拉控制系统,在所述语音及图像控制传输系统16中输入油压表13读数图像标定信息,将顶压器10插入单根钢绞线3,打开油泵15张拉单根钢绞线3,张拉过程中图像识别传感器14始终对油压表13进行监控,当油压表13读数稳定达到油压表13读数图像标定数据后图像识别传感器14会迅速识别并自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15使油泵15自动控制压力大小,并由所述图像识别传感器14将钢绞线3张拉时实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,此时所述语音及图像控制传输系统16发出指令信息控制所述语音及图像识别传感器7将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档,将单根钢绞线3实际张拉力、实际拔出量与单根钢绞线3理论张拉力、理论拔出量进行对比,可判断该单股钢绞线3是否张拉到位;若以拔出量控制、张拉力校核的方法进行控制,则将所述语音及图像控制传输系统16调整为以钢绞线3拔出量控制的钢绞线3张拉控制系统,在所述语音及图像控制传输系统16中输入钢绞线3拔出量图像标定信息,将顶压器10插入单根钢绞线3,打开油泵15张拉单根钢绞线3,张拉过程中语音及图像识别传感器7始终对钢绞线13拔出量进行监控,当钢绞线3拔出量稳定达到钢绞线3拔出量图像标定数据后语音及图像识别传感器7会迅速识别并自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15使油泵15自动控制压力大小,并由所述图像识别传感器14将钢绞线3张拉时实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,此时所述语音及图像控制传输系统16发出指令信息控制所述语音及图像识别传感器7将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档,将单根钢绞线3实际张拉力、实际拔出量与单根钢绞线3理论张拉力、理论拔出量进行对比,可判断该单股钢绞线3是否张拉到位;钢绞线3张拉力检测时,将所述语音及图像控制传输系统16调整为钢绞线3张拉力检测系统,在所述语音及图像控制传输系统16中输入外界语音信息(钢绞线3张拉力检测施工中外界语音信息一般为夹片2弹出的金属碰撞声),将顶压器10插入单根钢绞线3,打开油泵15反拔单根钢绞线3,反拔过程中语音及图像识别传感器7始终对施工范围内的声音进行监控,当所述语音及图像识别传感器7采集到相应的外界语音信息后语音及图像识别传感器7会迅速识别并自动发送给所述语音及图像控制传输系统16,由所述语音及图像控制传输系统16发出指令信息控制所述油泵15、所述图像识别传感器14及所述语音及图像识别传感器7,所述油泵15根据指令信息自动控制压力大小并由所述图像识别传感器14将实际且稳定的油压表13读数反馈给所述语音及图像控制传输系统16自动存档,
所述语音及图像识别传感器7根据指令信息将实际且稳定的钢绞线3拔出量反馈给所述语音及图像控制传输系统16自动存档;钢绞线3张拉和钢绞线3张拉力检测施工完成后,将所述语音及图像识别传感器7和所述限位螺栓17分离并从所述日字插扣4上拆卸,将所述日字插扣4的日字公扣6和日字母5扣分开,拆除油管12,并将所有仪器设备保存完好。
41.以上对本发明的较佳实施例进行了描述,需要指出的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
