1.本发明属于门芯加工技术领域,具体涉及一种磷石膏防火门芯填料及其制备方法。
背景技术:
2.门板是由骨架、门芯填充材料和防火五金构成,门芯板的填充材料是提现门芯板性能的核心材料。现有门芯板现有门芯板的填充材料大多采用岩棉、硅酸铝棉、矿棉、珍珠岩板、发泡氯氧镁水泥板、发泡水泥板等材料。硅酸铝棉板、岩棉、矿渣棉或玻璃棉类防火门板,这些材料虽然质量轻、隔热好,但生产过程中能耗高,采用有机粘接剂成型,生产过程和使用过程中产生污染,难以达到环保要求,同时存在防火门芯板整体性差、耐火极限时间短、力学性能差、容易变形、综合成本较高、使用不方便等问题;珍珠岩防火门芯板,虽然防火性较好,板材采用水玻璃等强碱性粘接剂成型,有腐蚀性,强度韧度较差,产品在生产和使用过程中的容易破损;蛭石防火门芯板,采用有机或无机粘接剂成型,存在生产工艺复杂、原材料来源受区域限制、干密度较大、综合造价高的问题;氯氧镁水泥防火门芯板虽有轻质、强度较高、成本低等特点,但其体积不稳定、吸湿、返卤返霜、翘曲变形、耐火极限时间短等关键性技术难题一直没有得到有效解决;由硅酸盐水泥或硫铝酸盐水泥发泡制备的防火门芯板表面易粉化、后期强度低、稳定性能差,严重影响了防火门的质量。且现有的防火门芯板的制备是浇筑到模具后进行养护成型,得到的门芯板再安装于门板空腔中,此过程增加了安装门芯板的步骤,由于门芯板是已制成的成品,再安装在门板空腔中,导致使用过程中可能会出现门芯板与门板面粘合不牢,门芯板脱落,造成门板内的门芯板松动影响使用,且门芯板安装于门板空腔中,对于门芯板与门板之间的尺寸要求严格,尺寸不易控制,对人员作业要求较高。
3.因此,基于上述防火门背景技术的缺陷,本发明经过长期的研究以及多次试验论证获得本发明。
技术实现要素:
4.本发明的目的在于:提供一种磷石膏防火门芯填料及其制备方法,以解决现有的防火门芯板力学性能差和安装繁琐的问题。
5.本发明的第一个目的是提供一种磷石膏防火门芯填料,采用的技术方案如下:
6.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏800-900份、聚酯纤维55-65份、可再分散性乳胶粉35-42份、膨胀发泡微珠350-390份、粉煤灰微珠120-140份、防水剂2.8-3.2份、铝粉12-18份、石灰12-18份。
7.优选地,一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏830-870份、聚酯纤维58-62份、可再分散性乳胶粉38-40份、膨胀发泡微珠360-380份、粉煤灰微珠125-132份、防水剂2.9-3份、铝粉13-17份、石灰13-17份。
8.优选地,一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α磷石膏粉体
850份、聚酯纤维60份、可再分散性乳胶粉39份、膨胀发泡微珠370份、粉煤灰微珠128份、防水剂3份、铝粉15份、石灰15份。
9.优选地,所述防水剂包括甲基硅酸钠、甲基硅醇钠。
10.本发明的第二个目的是提供一种磷石膏防火门芯填料的制备方法,采用的技术方案如下:
11.一种磷石膏防火门芯填料的制备方法,包括以下步骤:
12.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰微珠和防水剂混合均匀得到复合磷石膏粉体;
13.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,混合均匀后得到a组份;
14.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
15.4)将步骤3)得到的b组份与步骤2)得到的a组份按比例混合均匀,得到液态浆体填料;
16.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,进行自然发泡,发泡后的液态浆体填料形成固态填料,即得到磷石膏防火门芯填料。
17.优选地,步骤2)所述的磷石膏粉体与水按质量比为1:2。
18.优选地,步骤4)所述的a组份与b组份按质量比为1:1。
19.优选地,步骤5)所述的自然发泡,发泡时间为1.5~2h。
20.综上所述,由于采用了上述技术方案,本发明的有益效果是:
21.1、本发明的组方及其制备方法制得的磷石膏防火门芯填料本发明解决了防火门芯板力学性能差和安装门芯板繁琐的问题,具有隔音、隔热、保温、防火、容重轻等优点。
22.2、本发明组方中的α型磷石膏是以工业副产物磷石膏为原料,变废为宝,实现资源循环利用,减少环境污染,实现绿色生产理念。
23.3、本发明组份的聚酯纤维和木质纤维具有比重小、具有优良的保温、隔热、隔声、绝缘和透气性能,热膨胀均匀不起壳不开裂;更高的湿膜强度及覆盖效果,木质纤维易分散在保温材料中形成三维空间结果,并能吸附自重6-8倍的水分。这种结和特点提高了材料的和易性能,操作性能,抗滑坠性能,加快了施工速度;木质纤维尺寸稳定性和热稳定性在保温材料中起到了很好的保温抗裂作用;木质纤维的传输水分功能使得浆料表面与基层界面水化反应充足,从而提高了保温材料的表面强度、与基层的粘结强度和材料强度的均匀性,增强门芯填料的性能。纤维呈现茧棉形状,实现密度多样性,使得加工完成后的门芯布有细微的小孔,这些小孔具有很好的吸音效果,外界产生的音频会通过这些细微的小孔深入材料内部,与材料发生摩擦作用将声能转化为热能,从而达到薄板共振吸声,通过板子吸收声能,同时随着频率的增高吸声系数逐渐增大,对外界的声音进行更有力的吸收,使得门芯达到吸音要求。
24.4、本发明使用再分散性乳胶粉在与水接触后可以很快再分散成乳液,由于可再分散乳胶粉具有高粘结能力、抗水性和隔热性等性能,也增加了门芯的性能。防水剂使用甲基硅酸钠和甲基醇酸钠,其水溶性好,价格便宜,使用方便和安全等优点,固化时吸收空气中的二氧化碳进行交联固化,使得即使被水接触到,也不会失去防水和防潮性。膨胀发泡微珠是充气闭孔结构不仅有利于电气绝缘,而且有利于热量保温隔热,使得当发生火灾时,门板
可有效的防火性能。粉煤灰微珠的应用,改善料浆的和易性、料浆的温升降低、料浆的耐久性提高、变形减小、耐磨性提高、成本降低等,粉煤灰微珠容重较小,可减轻门芯的重量。
25.5、本发明应用的α型磷石膏主要成分为二水硫酸钙偏酸性,酸性对于影响门芯的使用,因此使用石灰可调节料浆从酸性转变为碱性,进一步的石灰促进磷石膏防火门芯填料发泡的进行。铝粉与组方混合调配,铝粉和水在碱性环境下产生反应,最初生成的氢气立即溶解于液相中、由于氢气的溶解度不大,溶液很快达到饱和。当达到一定的饱和度时,在铝粉颗料表面形成一个或数个气泡核,由于氢气的逐渐积累,气泡内压力逐渐加大,当内压力克服上层料浆对它的重力和料浆的极限剪应力以后,气泡长大推动料浆向上膨胀。气泡长大后内压力降低,膨胀近于停止;但由于氢气不断补充,内压力再次加大,气泡进一步长大,料浆进一步膨胀,因此铝粉与水反应产生氢气与料浆膨胀是处于动态平衡状态。料浆膨胀的动力是气泡内的内压力,料浆膨胀的阻力是上层的料浆的重力和料浆极限剪应力。发气初期,铝粉与是作用不断产生氢气,内压力不断得到补充,此时料浆可能还处于牛顿液体状态,没有极限剪应力,因此料浆迅速膨胀。随着石灰、水泥不断水化,料浆的骨架结构逐渐形成,极限剪应力不断增大,这时,铝粉与水的反应仍在继续进行,只要气泡内压力继续大于上层料浆的重力和极限剪应力,膨胀就会继续下去。当铝粉与水的反应接近尾声,料浆迅速稠化,极限剪应力急剧增大,这样膨胀就会逐渐缓慢下来。当铝粉反应结束,气泡内不再继续增加内压力,或者这种内压力不足以克服上层料浆的重力和料浆的极限剪应力时,膨胀过程就停止,自然发泡省去了发泡机工序,减少制备工具的应用。
26.6、本发明使用制备得到的磷石膏防火门芯填料现场应用时,直接浇注于门板空腔中,省去了现有制备门芯板方法为将制备得到料浆浇筑于模具内经养护成型和安装门芯板的工序,且门芯填料是自发进行自然发泡,省去了现有制备门芯板方法中的发泡工艺为使用发泡剂进行发泡的工序。进一步的填料浇注于门板空腔中进行然发泡,使得发泡后的填料发胀,进而填满门板空腔中,且由于填料在浇注于门板空腔中是液态形态,填料可流入门板边角的间隙中,使得门板各个角落能够填充到。发泡后的填料形成类似蜂巢结构,这些蜂巢结构密合度高,各方受力大小均等,且容易将受力分散,可提高门芯力学性能。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
28.实施例1
29.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏850份、聚酯纤维60份、可再分散性乳胶粉39份、膨胀发泡微珠370份、粉煤灰微珠128份、防水剂3份、铝粉15份、石灰15份;
30.制备方法包括以下步骤:
31.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰微珠和防水剂混合均匀得到复合磷石膏粉体;
32.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,复合磷石膏粉体和水按质量比为1:2,混合均匀后得到a组份;
33.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
34.4)在现场作业时,将步骤3)得到的b组份与步骤2)得到的a组份按质量比为1:1混合均匀,得到液态浆体填料;
35.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,填料自发进行自然发泡2h,发泡后原来的液态浆体填料从液态形成固态填料,即得到磷石膏防火门芯填料。
36.实施例2
37.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏800份、聚酯纤维55份、可再分散性乳胶粉35份、膨胀发泡微珠350份、粉煤灰微珠120份、防水剂2.8份、铝粉12份、石灰12份;
38.制备方法包括以下步骤:
39.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰微珠和防水剂混合均匀得到复合磷石膏粉体;
40.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,复合磷石膏粉体和水按质量比为1:2,混合均匀后得到a组份;
41.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
42.4)在现场作业时,将步骤3)得到的b组份与步骤2)得到的a组份按质量比为1:1混合均匀,得到液态浆体填料;
43.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,填料自发进行自然发泡1.8h,发泡后原来的液态浆体填料从液态形成固态填料,即得到磷石膏防火门芯填料。
44.实施例3
45.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏900份、聚酯纤维65份、可再分散性乳胶粉42份、膨胀发泡微珠390份、粉煤灰微珠140份、防水剂3.2份、铝粉18份、石灰18份;
46.制备方法包括以下步骤:
47.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰微珠和防水剂混合均匀得到复合磷石膏粉体;
48.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,复合磷石膏粉体和水按质量比为1:2,混合均匀后得到a组份;
49.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
50.4)在现场作业时,将步骤3)得到的b组份与步骤2)得到的a组份按质量比为1:1混合均匀,得到液态浆体填料;
51.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,填料自发进行自然发泡1.8h,发泡后原来的液态浆体填料从液态形成固态填料,即得到磷石膏防火门芯填料。
52.实施例4
53.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏830份、聚酯纤维58份、可再分散性乳胶粉38份、膨胀发泡微珠360份、粉煤灰微珠125份、防水剂2.9份、铝粉13份、石灰13份;
54.制备方法包括以下步骤:
55.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰
微珠和防水剂混合均匀得到复合磷石膏粉体;
56.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,复合磷石膏粉体和水按质量比为1:2,混合均匀后得到a组份;
57.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
58.4)在现场作业时,将步骤3)得到的b组份与步骤2)得到的a组份按质量比为1:1混合均匀,得到液态浆体填料;
59.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,填料自发进行自然发泡1.5h,发泡后原来的液态浆体填料从液态形成固态填料,即得到磷石膏防火门芯填料。
60.实施例5
61.一种磷石膏防火门芯填料,按照重量份数计包括以下组份:α型磷石膏870份、聚酯纤维62份、可再分散性乳胶粉40份、膨胀发泡微珠380份、粉煤灰微珠132份、防水剂3份、铝粉17份、石灰17份;
62.制备方法包括以下步骤:
63.1)称取组份量的α型磷石膏、聚酯纤维、可再分散性乳胶粉、膨胀发泡微珠、粉煤灰微珠和防水剂混合均匀得到复合磷石膏粉体;
64.2)在搅拌机中先加入水,再将步骤1)混合均匀后的复合磷石膏粉体加入到搅拌机进行搅拌混合均匀,复合磷石膏粉体和水按质量比为1:2,混合均匀后得到a组份;
65.3)称取组份量的铝粉和石灰混合均匀,混合均匀后得到b组份;
66.4)在现场作业时,将步骤3)得到的b组份与步骤2)得到的a组份按质量比为1:1混合均匀,得到液态浆体填料;
67.5)将步骤4)得到的液态浆体填料浇注于门板空腔中,填料自发进行自然发泡2h,发泡后原来的液态浆体填料从液态形成固态填料,即得到磷石膏防火门芯填料。
68.试验例
69.1、为证明本发明有益效果,对上述实施例1-5分别各自选取3块门板填料进行燃烧性能的测试,检测标准参照《建筑材料及制品燃烧性能分级》(gb/t8624-2012)和《材料产烟毒性危险分级》(gb/t 20285-2006)执行。检测结果如表1所示:
70.表1磷石膏防火门芯填料门板各项燃烧性能
71.项目实施例1实施例2实施例3实施例4实施例5燃烧性能等级a1a1a1a1a1烟毒性等级aq1aq1aq1aq1aq172.由表1结果可知,本发明制得的磷石膏门芯填料的门板燃烧性能等级达到b1级,烟毒性达到aq1级,由此证明本发明的磷石膏门防火门芯填料耐火性强,且安全系数高,在使用过程中可有效预防火灾蔓延,即使在燃烧后,产生烟浓度也较低,避免人体吸入浓烟窒息。
73.2、对上述实施例1-5分别各自选取3块门板填料进行力学性能的测试,测试5个项目分别为启闭力、耐软重物撞击性能、抗静扭曲性能、抗大力关闭性能和抗对角线变形性能,检测标准参照《建筑门窗力学性能检测方法》(gb/t9158-2015)执行。检测结果如下表所示:
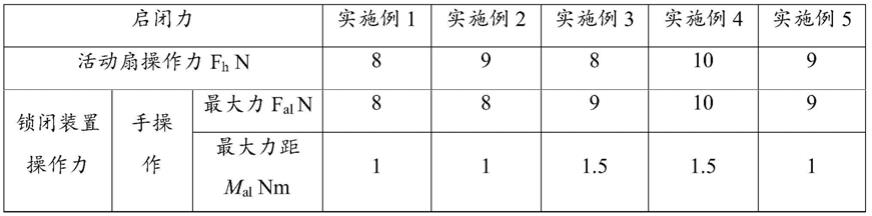
74.表2磷石膏防火门芯填料门板的启闭力
[0075][0076]
由表2数据可知,本发明磷石膏防火门芯填料门板在缓慢开启和缓慢关闭的过程中最大的操作力仅为10n,当门板锁闭装置锁紧和松开过程的最大操作力仅10n,最大力矩为1.5nm。
[0077]
表3磷石膏防火门芯填料门板耐软重物撞击性能
[0078][0079]
由表3数据可知,在700mm和930mm的高度下落软重物撞击本发明磷石膏防火门芯填料门板,结果显示门板无明显变化,启闭无异常,使用无障碍。
[0080]
表4磷石膏防火门芯填料门板抗静扭曲性能
[0081]
抗静扭曲性能实施例1实施例2实施例3实施例4实施例5静态试验荷载f n350350350350350
[0082]
由表4数据可知,当本发明磷石膏防火门芯填料门板在启闭过程中,施加350n的阻力作用时,仍强行推拉执手,门板未产生变形,启闭正常。
[0083]
表5磷石膏防火门芯填料门板抗大力关闭性能
[0084]
抗大力关闭性能实施例1实施例2实施例3实施例4实施例5f n12001100120011001200
[0085]
由表5数据可知,当本发明的磷石膏防火门芯填料门板是开启的状态时,阵风为1100n和1200n吹动门板,门板无变形、故障和损坏,未影响门板正常使用。
[0086]
表6磷石膏防火门芯填料门板抗对角线变形性能
[0087]
抗对角线变形性能实施例1实施例2实施例3实施例4实施例5f n200200200200200
[0088]
由表6数据可知,当本发明的磷石膏防火门芯填料门板受到200n的阻力作用时仍强行推拉活动门板,门板启闭仍然是正常的。
[0089]
表7磷石膏防火门芯填料门板的力学性能
[0090][0091]
由表2-6可知,本发明制得的磷石膏门芯填料的门板的力学性能如表7所示,经启闭力、耐软重物撞击性能、抗静扭曲性能、抗大力关闭性能和抗对角线变形性能5个项目的检测,检测结果均为合格,验证了本发明组方制备得到的磷石膏防火门芯填料的门板具有较好的力学性能,解决了现有门芯板性能差的问题。
[0092]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。