1.本发明涉及铜冶炼设备技术领域,具体涉及一种加药装置。
背景技术:
2.目前在铜闪速冶炼行业中,熔炼炉内分离出的冰铜定期通过溜槽流入冰铜水淬系统,水淬系统配套粒化、脱水、运输、沉降、加药及冷却等装置,高温冰铜熔体通过粒化形成粒度小于5mm的固体冰铜颗粒排至水淬池,冰铜和水的混合物经斗提机脱水捞出,再通过胶带运输至冰铜堆场,水淬池内的水溢流至沉降池,再向沉降池添加碱液(通常为石灰)调节池内ph值,沉淀后的底流液通过泵返送至水淬池,沉降池溢流液进热水池,经冷却塔进冷水池,冷水再泵至粒化头,依此循环。现有技术中,铜冶炼行业使用的水淬系统的加药大都是由人工手动向搅拌槽内定时定量倒入的石灰粉末,石灰粉末与水搅拌融合后,再以溢流的方式进入沉降池内以调节水淬水的ph值,但是这种人工加药常存在如下问题:
3.1、加药量需求波动大,药剂浓度控制不准确:水淬水的酸碱度由铜精矿的品味及含硫量决定,针对当前国产矿、进口矿的品味波动大,原有加药方式很难准确高效的控制水淬水的酸碱度,另外通过人工定时定量添加药剂也不能做到根据水质适时调整;
4.2、设备故障率高:加药泵采用隔膜结构形式,对溶液的清洁度要求较高,杂质异物均会导致加药装置故障,停机率高,且由此带来的维修、备件费用居高不下;
5.3、环保控制等级较低:原有靠人工手动添加药剂至搅拌槽,药剂粉尘飞扬无有效控制措施,对人员健康及环境有一定影响。
技术实现要素:
6.本发明的目的是提供一种能精准地控制计量同时保障设备长周期稳定运行的加药装置。
7.为了实现上述目的,本发明采用的技术方案为:一种加药装置,机架上设置有料仓,料仓的出口处设置有卸料阀单元,卸料阀单元的下方设置有埋刮板输送机,埋刮板输送机的出料端与搅拌桶衔接,料仓和埋刮板输送机的下方分别设置有料仓称重单元和输送称重单元,料仓称重单元实时监测料仓内药剂重量并将该信号传递给控制单元,控制单元控制给料仓补料或停止补料,输送称重单元采集埋刮板输送机上的药剂量并将该信号传递给控制单元,控制单元控制埋刮板输送机的伺服电机的转速。
8.上述方案中,通过料仓和埋刮板输送机实现自动加药,料仓称重单元控制装入量,实现大重量的粗计量,输送称重单元控制输出量,实现小输送量的精计量,两者之间相互关联,保证精准输送。
附图说明
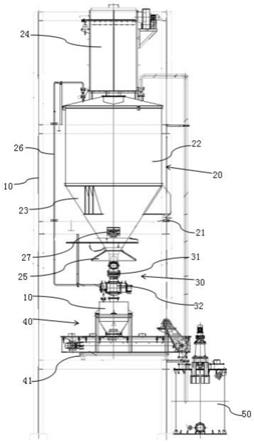
9.图1为加药装置的整体结构示意图。
具体实施方式
10.如图1所示,一种加药装置,机架10上设置有料仓20,料仓20的出口处设置有卸料阀单元30,卸料阀单元30的下方设置有埋刮板输送机40,埋刮板输送机40的出料端与搅拌桶50衔接,料仓20和埋刮板输送机40的下方分别设置有料仓称重单元21和输送称重单元41,料仓称重单元21实时监测料仓内药剂重量并将该信号传递给控制单元,控制单元控制给料仓20补料或停止补料,输送称重单元41采集埋刮板输送机40上的药剂量并将该信号传递给控制单元,控制单元控制埋刮板输送机40的伺服电机的转速。药剂通过管道气流输送至料仓20,料仓称重单元21可适时监测料仓20内药剂重量,料仓20有上下限报警,加药过程时启动系统电源,设备进入加料模式,在现场触摸屏上设置每小时加料量后启动加料按钮,卸料阀单元30开始定量给料,药剂进入埋刮板输送机40,埋刮板输送机40的输送称重元件41进行称重计量给料,给料量可以通过控制伺服电机输出转速实时调整,药剂通过埋刮板输送机40进入搅拌桶50,搅拌桨运行使药剂与水淬水进行充分混合,通过溢流的形式进入沉淀池内。通过料仓20和埋刮板输送机40实现自动加药,料仓称重单元21控制装入量,实现大重量的粗计量,输送称重单元41控制输出量,实现小输送量的精计量,两者之间相互关联,保证精准输送。
11.所述卸料阀单元30包括自料仓20的出口向下延伸至埋刮板输送机40的进料管41内的延长料管31,延长料管31的上部管段处设置有插板阀32,下部管段处设置有星形卸料阀33。加药过程是将手动插板阀32打开,料仓20中的药剂下料至星形卸料阀33内,再从星形卸料阀33进入到埋刮板输送机40的进料管41。
12.料仓20包括上部的圆柱筒仓22和下部的漏斗仓23,圆柱筒仓22的顶部设置有布袋收尘器24,有效防止粉尘外散,漏斗仓23的下端套设有防护罩25,同样起到防止粉尘外散的作用,漏斗仓23外壁上还设置有仓壁振打器27,有效地将黏附在仓壁上的药剂击打掉落,防止堵住漏斗仓23下端的出料口。
13.料仓20与埋刮板输送机40的进料管41之间设置有压力平衡管26,压力平衡管26与圆柱筒仓22和进料管41固定连接,且两端分别伸入圆柱筒仓22和进料管41内部,压力平衡管26的设置有效保证上下腔体气压平衡,稳定排料,同时避免了给料的波动。
14.搅拌桶50上设置有负压风机可使水汽不进入刮板内避免出现粘接情况。
15.本发明具有以下优点:
16.1、自动化程度高,除在物料装入料仓20过程需现场接管,装置开启后全程实现自动化,成套系统保护齐全,现场无需工作人员值守;
17.2、成套设备连锁齐全,多个角度对设备运行进行保护:料仓20设有上下限报警,提示补料或满料,通过称重单元判断堵料等异常情况;
18.3、埋刮板输送机40与伺服电机的完美结合,即解决了大范围输送量的问题(输送量可在0.1t/h~0.8t/h调节),又通过控制伺服电机转速精准控制输送量的难题,快速有效的控制住了水淬水的酸碱度。
19.4、具有完整的设备安全连锁,保证了设备能长期稳定的运行(已实现12个月无故障运行),全自动化运行,具备远程监控功能,现场无需工作人员值守。
20.5、加药装置整体密封性良好,无任何外溢外散现象,多方位保证系统的安全环保性。
技术特征:
1.一种加药装置,其特征在于:机架(10)上设置有料仓(20),料仓(20)的出口处设置有卸料阀单元(30),卸料阀单元(30)的下方设置有埋刮板输送机(40),埋刮板输送机(40)的出料端与搅拌桶(50)衔接,料仓(20)和埋刮板输送机(40)的下方分别设置有料仓称重单元(21)和输送称重单元(41),料仓称重单元(21)实时监测料仓内药剂重量并将该信号传递给控制单元,控制单元控制给料仓(20)补料或停止补料,输送称重单元(41)采集埋刮板输送机(40)上的药剂量并将该信号传递给控制单元,控制单元控制埋刮板输送机(40)的伺服电机的转速。2.根据权利要求1所述的加药装置,其特征在于:所述卸料阀单元(30)包括自料仓(20)的出口向下延伸至埋刮板输送机(40)的进料管(41)内的延长料管(31),延长料管(31)的上部管段处设置有插板阀(32),下部管段处设置有星形卸料阀(33)。3.根据权利要求2所述的加药装置,其特征在于:料仓(20)包括上部的圆柱筒仓(22)和下部的漏斗仓(23),圆柱筒仓(22)的顶部设置有布袋收尘器(24),漏斗仓(23)的下端套设有防护罩(25),漏斗仓(23)外壁上还设置有仓壁振打器(27)。4.根据权利要求3所述的加药装置,其特征在于:料仓(20)与埋刮板输送机(40)的进料管(41)之间设置有压力平衡管(26),压力平衡管(26)与圆柱筒仓(22)和进料管(41)固定连接,且两端分别伸入圆柱筒仓(22)和进料管(41)内部。5.根据权利要求1所述的加药装置,其特征在于:搅拌桶(50)上设置有负压风机。
技术总结
本发明的目的是提供一种能精准地控制计量同时保障设备长周期稳定运行的加药装置,料仓的出口处设置有卸料阀单元,卸料阀单元的下方设置有埋刮板输送机,埋刮板输送机的出料端与搅拌桶衔接,料仓和埋刮板输送机的下方分别设置有料仓称重单元和输送称重单元,料仓称重单元实时监测料仓内药剂重量并将该信号传递给控制单元,控制单元控制给料仓补料或停止补料,输送称重单元采集埋刮板输送机上的药剂量并将该信号传递给控制单元,控制单元控制埋刮板输送机的伺服电机的转速。通过料仓和埋刮板输送机实现自动加药,料仓称重单元控制装入量,实现大重量的粗计量,输送称重单元控制输出量,实现小输送量的精计量,两者之间相互关联,保证精准输送。保证精准输送。保证精准输送。
技术研发人员:席光耀 张文强 马彪 张凌志 马骁 许强
受保护的技术使用者:铜陵有色金属集团股份有限公司
技术研发日:2022.01.18
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
