一种低温热固可4d热弯拉伸成型油墨及其制备方法
技术领域
1.本发明涉及精细化工领域,具体涉及一种低温热固可4d热弯拉伸成型油墨及其制备方法。
背景技术:
2.在手机盖板材料中,玻璃、陶瓷成本高且易碎,规模化生产和良品率受限,仅适用于中高端旗舰机型,中低端机型则以塑胶pc pmma材质盖板为主,海内外中低端市场迅速发展,而塑胶pc pmma板材2.5d或3d热弯成型手机后盖需贴合手机中框耗时耗料,而4d热弯中框与后盖一体成型手机后盖解决了2.5d与3d成型工艺需要贴合中框的空缺,手机后盖更扎实漂亮,是一种创新工艺,有一定的市场前景。
3.塑料板材因其轻巧、易加工成型、成本低廉、对信号干扰弱、耐冲击等等优点,是手机盖板的理想材料,手机后盖加工工序一般为:清洁
→
印刷logo
→
uv转印
→
镀膜
→
印刷4d热弯油墨
→
热弯成型
→
cnc切割。虽然现有印刷油墨工艺成熟,并且有成套的设备,熟练的技术工人,但普通的印刷油墨只能做平面或稍微弯曲的手机后盖工艺,在做4d热弯拉伸成型时由于韧性,抗压变性,高拉伸性,致密性等原因造成油墨热弯成型时开裂、破损、甚至脱落等现象;在cnc切割过程中易造成塑胶板材上的油墨层崩边等不良现象。2.5d或3d热弯印刷油墨在4d热弯拉伸成型时由于它的局限性会出现油墨层开裂,易脆,甚至脱落等不良现象,满足不了4d热弯成型的工艺要求,造成工件不良,同时因为本身塑胶板材材料表面不可修复性,损伤的工件只能废弃掉,造成不必要的浪费及损失。进一步,由于4d热弯成型机壳边角呈现出90
°
直角边立体效果,所以对印刷油墨柔韧性,抗压变性,高拉伸性,致密性等提出更高的要求。
技术实现要素:
4.为了克服现有技术存在现有油墨无法满足4d热弯成型工艺的问题,本发明的目的之一在于提供一种低温热固可4d热弯拉伸成型油墨,本发明的目的之二在于提供这种低温热固可4d热弯拉伸成型油墨的制备方法,本发明的目的之三在于提供这种低温热固可4d热弯拉伸成型油墨的应用,本发明的目的之四在于提供一种4d热弯拉伸成型方法。
5.为了实现上述目的,本发明所采取的技术方案是:
6.一种低温热固可4d热弯拉伸成型油墨,包括以下组分:饱和聚酯树脂、分散剂、润湿剂、消泡剂、增稠剂、炭黑、填料、溶剂;饱和聚酯树脂包括tg 45-50℃饱和聚酯树脂和tg5-8℃饱和聚酯树脂;tg为玻璃化温度。
7.高tg(玻璃化温度)饱和聚酯树脂硬度高易发生脆裂,热弯拉伸成型过程中易造成脆、崩边、开裂等不良现象;低tg饱和聚酯,硬度低树脂软,回粘,干燥速度慢,耐化差,热弯成型过程中易造成黏膜、粘模具等不良现象。发明人发现当tg 45-50℃饱和聚酯树脂与tg5-8℃饱和聚酯树脂搭配时,油墨具有优异的力学性能,4d热弯拉伸成型不开裂,不黏膜,在塑胶复合板材上有优异匹配性与附着力,与其他组分配合制备的油墨可应用于4d热弯拉
伸。
8.优选的,这种低温热固可4d热弯拉伸成型油墨,包括以下质量份的组分:tg 45-50℃饱和聚酯树脂35-60份、tg 5-8℃饱和聚酯树脂5-20份、分散剂0.8-1.4份、润湿剂0.08-1.6份、消泡剂0.8-1.6份、增稠剂4-12份、炭黑6-12份、填料4-17份、溶剂4-12份;进一步优选的,包括以下质量份的组分:tg 45-50℃饱和聚酯树脂40-55份、tg 5-8℃饱和聚酯树脂10-15份、分散剂1-1.2份、润湿剂0.1-1.5份、消泡剂1-1.5份、增稠剂5-10份、炭黑8-10份、填料5-10份、溶剂5-10份。
9.优选的,这种低温热固可4d热弯拉伸成型油墨中,分散剂为氨基酸酯共聚物分散剂;进一步优选的,分散剂为20000超分散剂;分散剂可提高炭黑在油墨中的分散性和稳定性,增加填料存储稳定性,改善流变性,使油墨在分散研磨过程中更稳定。
10.优选的,这种低温热固可4d热弯拉伸成型油墨中,润湿剂包括氟碳聚合物润湿剂、聚醚有机硅润湿剂中的至少一种;润湿剂旨在提高油墨在底材上的润湿铺展性,防止缩孔、缩边等不良现象的发生,润湿剂的用量是关键,用量过多可能对重涂有不良影响,用量过少无法实现润湿铺展效果。
11.优选的,这种低温热固可4d热弯拉伸成型油墨中,消泡剂为有机硅消泡剂;消泡剂主要抑制消除油墨生产和施工过程中产生的泡沫,消泡剂的用量很关键,用量过小消泡效果不佳,用量过大会引起缩孔、重涂性差等问题。
12.优选的,这种低温热固可4d热弯拉伸成型油墨中,增稠剂包括气相二氧化硅、改性膨润土中的至少一种;进一步优选的,增稠剂为气相二氧化硅;增稠剂旨在调整产品粘度,提高产品稳定性,并具有一定消光作用,为油墨提供哑光效果,在油墨中起到增稠触变、消光与提高油墨丝印性效果的作用。
13.优选的,这种低温热固可4d热弯拉伸成型油墨中,炭黑的粒径为15-25nm;炭黑是一种无定型碳,为轻、松而极细的黑色粉末无机颜料,在油墨中起到着色遮盖和装饰、提升油墨印刷性作用。
14.优选的,这种低温热固可4d热弯拉伸成型油墨中,填料包括滑石粉、硫酸钡、碳酸钙中的至少一种;进一步优选的,填料包括滑石粉、碳酸钙中的至少一种;再进一步优选的,填料为超细滑石粉;填料用于油墨中可提高油墨印刷漆膜硬度,提高油墨稳定性,耐候性,同时由于价格低廉可降低油墨的制造成本。
15.优选的,这种低温热固可4d热弯拉伸成型油墨中,溶剂包括异佛尔酮、二价酸酯、丙二醇甲醚、二丙二醇二甲醚中的至少一种;进一步优选的,溶剂为异佛尔酮、二价酸酯中的至少一种;再进一步优选的,溶剂为异佛尔酮;异佛尔酮(3,5,5-三甲基-2-环己烯酮),一种无色或白色至黄低挥发性液体,由于异佛尔酮具有较高沸点、低吸湿性,用于丝网印刷可有效防止油墨干燥过快及封网等缺点,使图案清晰、完整、丰满,同时异佛尔酮溶解力强、分散性好、流平性好,可作为饱和聚酯的溶解分散溶剂。
16.本发明还提供了一种低温热固可4d热弯拉伸成型油墨的制备方法,包括以下步骤:将上述饱和聚酯树脂、分散剂、溶剂混合搅拌,再加入润湿剂、消泡剂、增稠剂、炭黑和填料,搅拌,得到上述低温热固可4d热弯拉伸成型油墨。
17.优选的,这种低温热固可4d热弯拉伸成型油墨的制备方法,还包括研磨步骤,采用研磨机对油墨进行研磨,研磨至粒径≤9μm。
18.进一步优选的,这种低温热固可4d热弯拉伸成型油墨的制备方法,采用研磨机对油墨进行研磨,研磨至粒径≤8μm;再进一步优选的,研磨至粒径≤7μm。
19.本发明还提供了上述低温热固可4d热弯拉伸成型油墨在装饰板材或4d拉伸热弯成型中的应用。
20.本发明还提供了一种4d热弯拉伸成型方法,包括以下步骤:
21.1)在板材表面印刷上述低温热固可4d热弯拉伸成型油墨,每层印刷后分别进行烘烤,固化,得到印刷油墨的板材;
22.2)将印刷油墨的板材进行4d热弯拉伸。
23.优选的,这种4d热弯拉伸成型方法,步骤1)中,印刷的层数为2-10层,层数可以是2层,3层,4层,5层,6层,7层,8层,9层,10层。
24.优选的,这种4d热弯拉伸成型方法,步骤1)中,烘烤温度为75-85℃,烘烤温度可以是75℃,78℃,80℃,82℃,85℃。
25.优选的,这种4d热弯拉伸成型方法,步骤1)中,烘烤时间为20-140min。
26.进一步优选的,这种4d热弯拉伸成型方法,步骤1)中,除最后一层外,每层印刷后烘烤时间为20-40min,最后一层印刷后烘烤时间为100-140min;再进一步优选的,除最后一层外,每层印刷后烘烤时间为25-35min,最后一层印刷后烘烤时间为115-125min。
27.优选的,这种4d热弯拉伸成型方法,步骤2)中,热弯拉伸的温度为120-140℃;进一步优选的,热弯拉伸的温度为125-135℃;在本发明的一些优选实施例中热弯拉伸的温度为130℃。
28.优选的,这种4d热弯拉伸成型方法,步骤2)中,热弯拉伸的压力为3-4mpa。
29.优选的,这种4d热弯拉伸成型方法,步骤2)中,热弯拉伸保压4-7秒,完成4d热弯拉伸成型;进一步优选的,热弯拉伸保压5-6秒,完成4d热弯拉伸成型.
30.本发明的有益效果是:
31.本发明的低温热固可4d热弯拉伸成型油墨,能够在75-85℃低温热固,可当普通油墨正常使用,具有一般油墨的遮盖、保护、装饰板材等作用。
32.相比一般的油墨,本发明的油墨柔韧性更好,在板材镀膜层上附着力更佳。
33.本发明的油墨为油性,低voc,排放符合国家标准。
34.本发明的油墨应用于4d热弯拉伸成型时,120-140℃热弯拉伸成型过程中,油墨不开裂,不变脆,不粘模,不脱落;cnc切割时线条更清晰,不蹦边等。
35.本发明的油墨拓宽了油墨使用范围,适应更高要求的市场环境。
具体实施方式
36.以下通过具体的实施例对本发明的内容作进一步详细的说明。实施例中所用的原料或装置如无特殊说明,均可从常规商业途径得到,或者可以通过现有技术方法得到。除非特别说明,试验或测试方法均为本领域的常规方法。
37.本发明实施例中,
38.tg点45-50℃树脂购于东洋纺品牌(toyobo)gk810;
39.tg点5-8℃树脂购于东洋纺品牌(toyobo)gk670;
40.分散剂型号为:20000超分散剂,购于路博润公司;
41.润湿剂为byk-345;
42.消泡剂型号为:tsa750s,购于迈图化工;
43.增稠剂为德固赛ok607
44.炭黑型号为4a,购于德固赛公司;
45.滑石粉为细度8000目超细滑石粉
46.溶剂为二价酸酯。
47.实施例1
48.本实施例的油墨包括以下质量份的组分:
49.tg 45-50℃饱和聚酯树脂55份,tg 5-8℃饱和聚酯树脂15份,分散剂1份,润湿剂0.5份,消泡剂1.5份,增稠剂5份,炭黑8份,滑石粉9份,溶剂5份。
50.本实施例的油墨制备方法如下:
51.在分散搅拌机内,添加饱和聚酯树脂,边搅拌边添加分散剂、溶剂,再加入润湿剂,消泡剂,增稠剂,炭黑,滑石粉;先搅拌均匀树脂液与分散剂、溶剂、消泡剂后再边搅拌边加入填料炭黑,增稠剂,滑石粉,直至搅拌均匀;再用三辊研磨机研磨3-4次,细度为7μm以下。
52.实施例中选择20000超分散剂,提高了炭黑和填料在油墨中的分散性、稳定性和流变性,使油墨在分散研磨过程中更稳定。
53.实施例中选择滑石粉作为填料,可以提高油墨印刷漆膜硬度,提高油墨稳定性、耐候性,且价格低廉可降低生产成本。
54.实施例中油墨中添加8-10%炭黑,油墨遮盖力和印刷性能优异。
55.实施例中消泡剂的用量很关键,用量过小消泡效果不佳,用量过大会引起缩孔、重涂性差等问题。
56.实施例2
57.本实施例的油墨包括以下质量份的组分:
58.tg 45-50℃饱和聚酯树脂70份,分散剂1份,润湿剂0.5份,消泡剂1.5份,增稠剂5份,炭黑8份,滑石粉9份,溶剂5份。
59.本实施例的油墨制备方法如下:
60.在分散搅拌机内,添加饱和聚酯树脂,边搅拌边添加分散剂、溶剂,再加入润湿剂,消泡剂,增稠剂,炭黑,滑石粉;先搅拌均匀树脂液与分散剂、溶剂、消泡剂后再边搅拌边加入填料炭黑,增稠剂,滑石粉,直至搅拌均匀;再用三辊研磨机研磨3-4次,细度为7μm以下。
61.实施例3
62.本实施例的油墨包括以下质量份的组分:
63.tg 5-8℃饱和聚酯树脂70份,分散剂1份,润湿剂0.5份,消泡剂1.5份,增稠剂5份,炭黑8份,滑石粉9份,溶剂5份。
64.本实施例的油墨制备方法如下:
65.在分散搅拌机内,添加饱和聚酯树脂,边搅拌边添加分散剂、溶剂,再加入润湿剂,消泡剂,增稠剂,炭黑,滑石粉;先搅拌均匀树脂液与分散剂、溶剂、消泡剂后再边搅拌边加入填料炭黑,增稠剂,滑石粉,直至搅拌均匀;再用三辊研磨机研磨3-4次,细度为7μm以下。
66.对实施例1-3制备的油墨进行性能测试。
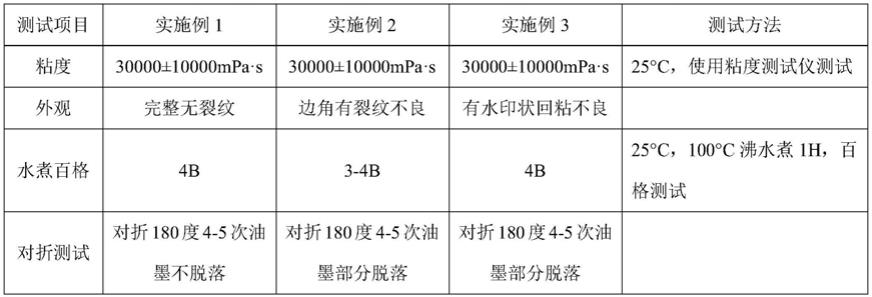
67.对实施例1-3制得的油墨进行黏度测试,测试结果如下表1所示。
68.在油墨中添加d-110n异氰酸脂固化剂(购于三井公司),固化剂与玻璃油墨的质量比为1:10,充分混合后,添加10-15%稀释剂二价酸酯(dbe),进行4d热弯拉伸成型测试:使用油墨丝印机在塑胶板材pc面印刷4层,印制前3层过程中每层分别80℃烘烤30分钟表干;第4层80℃烘烤120分钟能完全固化;采用客户配合打样的pc/pmma高压成型机(新桥联品牌)专用高压成型机,上硅胶模,升温130℃左右,高、低压吹气压35kg,高、低压保压5-6秒(具体热弯参数根据现场情况调整),分别对实施例1-3印制好塑料板材4d热弯成型进行水煮百格和对折测试,测试结果如下表1所示。
69.表1实施例1-3性能测试结果
[0070][0071]
结果表明实施例1印制好塑料板材4d热弯成型完整无裂纹,实施例2印制好塑料板材4d热弯成型边角有裂纹不良,实施例3印制好塑料板材4d热弯成型油墨面有水印状回粘不良,本发明的4d热弯油墨不仅满足4d热弯拉伸成型,并且水煮后附着力4b,印刷在板材上油墨对折180度4-5次油墨不脱落,能够适应90度直角、120-140℃热弯拉伸成型工艺。
[0072]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。