1.本技术涉及一种布料的改进技术。
背景技术:
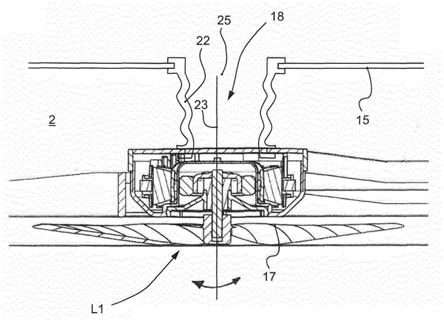
2.弹簧床垫是很多家庭选择的床垫类型之一。为了保证床垫中弹簧在收缩过程中稳定可靠,在一些相对高档的床垫中会将弹簧用布袋包住。
3.这类包布一般采用pp无纺布材质,在实际的使用中,在弹簧收缩过程中,由于布料与弹簧之间摩擦,容易产生摩擦噪音、易老化、易变型。
技术实现要素:
4.为了解决上述技术问题,本发明揭示一种包布与弹簧之间不会产生摩擦噪音、耐磨效果好的弹簧床弹簧静音耐磨包布。
5.本发明采用如下方案实现:一种弹簧床弹簧静音耐磨包布,包裹于弹簧床弹簧上,该布料为透气网状,包括短纤维形成的纤维网层及涤纶长丝加固线,该布料其中一面为光滑面,另一面为短纤维不规则伸出的绒面,绒面为里面直接与弹簧接触。
6.其中,所述的纤维网层空隙为6-10mm之间。
7.其中,所述的纤维网层至少为两层经过铺网机交替铺叠形成,纤维长丝加固线缝编于纤维网层上。
8.且,所述的短纤维纤维细度为2-4d、纤维长度可选70-90mm和40-50mm。
9.此外,本发明还揭示一种弹簧床弹簧静音耐磨包布制备工艺,包括如下步骤:步骤a:短纤维网层缝编,将短纤维经过开松、梳理、铺叠之后得到纤维网层;步骤b:纤维网层针刺,采用针刺机高频针刺处理,纤维网层在针刺机中运料速度为4.5米/分钟-5.5米/分钟,针刺频率为1000次/分钟,在纤维网层入针面形成光面,另一面形成短纤维不规则伸出的绒面;步骤c:涤纶长丝加固线缝编,通过缝编机将涤纶长丝加固线缝编于纤维网层上;步骤d:烘烤定型,将缝编涤纶长丝加固线的纤维网层通过烘箱进行定型,得到成品。
10.其中,上述步骤b中采用刺针的针叶横截面为三角形或正方形或菱形且具有钩刺,每枚针钩刺数量为9-12刺,刺距为3.18-6.36mm,刺针的安装密度为每平方米14280根-17800根。
11.其中,上述d步骤在纤维网层通过烘烤箱过程中,纤维网层横向拉宽12%-28%进行定型。
12.与现有技术相比,本发明由于布料与弹簧的接触面为绒面,在弹簧压缩过程中不会产生摩擦噪音。并且采用短纤维形成的纤维网层结合涤纶长丝加固,布料抗撕裂性好,透气性强、延伸率低,包覆弹簧后床网整体平整,蹦跳和挤压不变型、拉伸强度高、降低延伸
率、稳固弹簧床网不变型、使用寿命长。
具体实施方式
13.为了便于本领域技术人员理解,下面将结合具体实施例对本技术作进一步详细描述。
14.一种弹簧床弹簧静音耐磨包布,包裹于弹簧床弹簧上,该布料为透气网状,包括短纤维形成的纤维网层及涤纶长丝加固线,该布料其中一面为光滑面,另一面为短纤维不规则伸出的绒面,绒面为里面直接与弹簧接触,在弹簧压缩过程中,不会产生摩擦噪音。
15.上述短纤维包括涤纶短纤维和es纤维及低熔点纤维,其中涤纶短纤维细度为3d(当然该细度也可为2-4d之间任一值,如2d或4d,选择其他参数值时具有相同的技术效果)、纤维长度为80mm(当然该纤维长度可为70-90mm之间任一值,如70或90等,选择其他参数值时具有相同的技术效果),es纤维及低熔点纤维的纤维细度为3.5d(当然该细度可为3-4d之间任一值,如3d或4d等选择其他参数值时具有相同的技术效果),纤维长度为55mm(当然纤维长度也可为50-60mm之间任一值,如50mm或60mm,,选择其他参数值时具有相同的技术效果)。所采用的低熔点纤维为热熔融温度为110摄氏度(当然,该温度可为100~150摄氏度之间任一值,如100摄氏度或130摄氏度或150摄氏度等,均具有相同的技术性效果)的低熔点共聚物低熔点纤维,所采用的涤纶长丝加固线纤维细度为165dtex(此外,该细度值可为163-168dtex之间任一值,如163dtex或1689dtex等,均具有相同的技术效果)、纤维根数为47f(当然,该根数也可为45-50f之间任一值,如45f或48f或50f,均具有相同的技术效果)。上述涤纶短纤维、es纤维、低熔点纤维以及加固缝线质量比为40-45:7-11:11-12:30-35。
16.上述材料形成的纤维网层空隙为7-9mm之间,保证了该包布具有良好的透气效果。
17.其中,所述的纤维网层至少为两层经过铺网机交替铺叠形成,纤维长丝加固线缝编于纤维网层上。该结构也使包布的强度更大,不易撕裂。
18.对于上述弹簧床弹簧静音耐磨包布,可采用如下工艺步骤制备:步骤a:短纤维网层缝编,将短纤维经过开松、梳理、铺叠之后得到纤维网层。在本步骤中,首先将涤纶短纤维、es纤维按照配比放入开松机进行初级开松,然后进行搅拌,再经过精开松机对混合纤维进行二次开松,再将混合纤维梳理成网状,最后通过铺网机进行多层交替铺叠,得到纤维网层。
19.步骤b:纤维网层针刺,采用针刺机高频针刺处理,纤维网层在针刺机中运料速度为5米/分钟(当然,运料速度可为4.5米/分钟-5.5米/分钟之间任一值,如4.5或5.5等,选择其他参数值时具有相同的技术效果),针刺频率为1000次/分钟,在纤维网层入针面形成光面,另一面形成短纤维不规则伸出的绒面。本步骤中采用刺针的针叶横截面为三角形或正方形或菱形且具有钩刺,每枚针钩刺数量为10刺(当然,钩刺的数量也可为9-12刺之前任一值,如9或者11或12等,选择其他参数值时具有相同的技术效果),钩刺间距为4mm(当然,该钩刺间距可为3.18-6.36mm之间任一值,如3.18或5或6或6.36等,选择其他参数值时具有相同的技术效果),刺针的安装密度为每平方米14280根-17800根。本实施例中在宽度0.28米长1米的刺针板上布有4500枚刺针,当然也可以选择每平方米14280根-17800根任一值,如每平方米14280根或15000根或17800根等,选择其他参数值时具有相同的技术效果。
20.该步骤使纤维网层内部短纤维之间相互勾连,提高了纤维网层的抗撕裂强度。同
时,通过高频针刺之后所形成的一面光面、一面绒面结构更适合套装弹簧,绒面与弹簧直接接触而不会产生摩擦噪音。
21.步骤c:涤纶长丝加固线缝编,通过缝编机将涤纶长丝加固线缝编于纤维网层上。本步骤中的加固线纤维细度为165dtex(当然,该细度值可为163-168dtex之间任一值,如163dtex或1689dtex等,均具有相同的技术效果)、纤维根数为47f(当然,该根数也可为45-50f之间任一值,如45f或48f或50f,均具有相同的技术效果),缝编过程中退行距离为2.8mm(当然,该距离可为2.5-3mm之间任一值,如2.5mm或3mm等,均具有相同的技术效果),既可以进一步加大包布的强度,也保证了包布的透气性。
22.步骤d:烘烤定型,将缝编涤纶长丝加固线的纤维网层通过烘箱进行定型,得到成品。本步骤中烘烤温度一般为190℃(当然该取值可为180-210℃之间任一值,如180℃或200℃或210℃等,均具有相同的技术性效果),烘烤时间为35min(当然该时间可为33-38min之间任一值,如33min或38min等,均具有相同的技术性效果),并且在纤维网层通过烘烤箱过程中,纤维网层横向拉宽25%(当然,该横向拉宽数值可为12%-28%之间任一值,如12%或18%或20%或28%等,均具有相同的技术效果),同时低熔点纤维热熔融与其他纤维粘合,将纤维网层进行定型,同时也进一步提高了纤维网层的强度。该产品其优势为成品延伸率低,横向拉力强度,延伸只有pp无纺布的20%,解决包覆弹簧后床网整体平整度、一致性强,蹦跳和挤压不易变型,拉伸强度高、静音、耐磨、透气舒适使、用时间长,节约资源等特点。
23.综上所述,通过上述工艺制作的弹簧床弹簧静音耐磨包布具有无噪音、透气、耐磨、不易变型、抗老化、寿命长等优点。
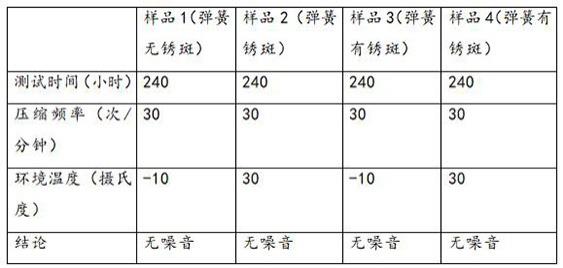
24.经过抽样检测,静音、透气及耐磨效果显著:静音测试:测试方法为将样品套于弹簧且安装于弹簧床中,在静音环境中反复压缩、释放弹簧,检测是否有弹簧与布料之间的摩擦声产生。因为弹簧与布料之间的摩擦声为高频噪音,用人耳即可识别。本测试的样品中也选择表面具有锈斑的弹簧进行测试。
25.透气性能测试:采用gellowen透气性测试仪对样品进行测试,测试结构如下:
从上述测试结果可看出,该布料因为网状结果,透气性非常好。
26.撕裂强度测试:采用拉力机对样品进行拉力测试,测试结果如下:从上述测试可知,样品的撕裂拉力较高,相比现有市场上的布料高出近2倍。
27.申请人需要强调的是,上述实施方式为本发明较佳实施方案,并非限定性穷举,虽然本领域技术人员能够根据上述的内容进行许多替换、修改和变化,但是这些替代、改进和变化都包括在本专利申请权利要求的精神和范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。