1.本发明涉及将元件吸嘴装配于安装头的技术,该安装头将由安装于下端的元件吸嘴所吸附的元件安装于基板。
背景技术:
2.以往,已知有一边利用装配于安装头的下端的元件吸嘴吸附元件,一边利用安装头将元件移载到基板的元件安装机。另外,如专利文献1所示,为了能够根据向基板安装的元件的种类来变更元件吸嘴,一般将元件吸嘴相对于安装头以能够装卸的方式进行装配。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2018-046122号公报
技术实现要素:
6.发明所要解决的课题
7.另外,作为在元件安装机中使用的安装头,存在直列头和旋转头这两种。直列头具有直线性地排列的多个直列轴,在直列轴的下端装配元件吸嘴。另一方面,旋转头具有呈圆周状排列的多个旋转轴,在旋转轴的下端装配元件吸嘴。
8.这些安装头根据用途的不同而具备不同的结构。即,由于直列头用于吸附从小型到大型的多种元件的用途,因此直列轴以相对较宽的间距排列。另一方面,旋转头用于一次吸附许多小型元件的用途,因此,旋转轴以相对较窄的间距排列。并且,根据这样的轴的排列的不同,元件吸嘴的装配机构也有所不同。
9.即,直列头在直列轴的下端具有一对板簧,一对板簧通过各自的弹性力来夹持元件吸嘴,由此将元件吸嘴装配于直列轴。另一方面,在旋转头中,由于以狭窄的间距排列旋转轴,因此无法确保配置一对板簧的空间。因此,在元件吸嘴形成能够使旋转轴的下端的嵌入部嵌入的嵌入孔,并在嵌入孔的内侧设置元件吸嘴的装配机构。具体而言,在嵌入孔的内侧设置有卡合部,使卡合部从上方与嵌入到嵌入孔中的嵌入部的被卡合部卡合,并且由施力构件对元件吸嘴向下方施力,从而将元件吸嘴装配于旋转轴。
10.顺便提及,在旋转头的装配机构中,若施力构件无法充分抵抗在安装元件时施加于元件吸嘴的冲击,则元件吸嘴会从旋转轴脱离。因此,在装配于旋转头的元件吸嘴中,将吸嘴下端部相对于吸嘴主体上下可动地安装,并利用弹簧线圈(缓冲构件)对吸嘴下端部向下方施力,由此防止元件吸嘴因安装元件时的冲击而脱落的情况。
11.但是,这种结构适用于以小型元件为对象的旋转头,而不适用于不仅以小型元件为对象还以大型元件为对象的直列头。即,由于吸嘴主体与吸嘴下端部之间的游隙,存在由元件吸嘴吸附的元件的旋转位置偏移的情况。这样的位置偏移在小型元件的安装中不成为问题,但在大型元件的安装中成为问题。因此,对于直列头,需要装配刚性的元件吸嘴。
12.根据如上所述的情况,认为需要在直列头和旋转头分别装配专用的元件吸嘴。其
结果是,拥有直列型和旋转型中的每一种类型的元件安装机的用户需要准备多种元件吸嘴。
13.本发明是鉴于上述课题而完成的,其目的在于提供一种能够减轻拥有直列型和旋转型中的每一种类型的元件安装机的用户准备元件吸嘴所需的负担的技术。
14.用于解决课题的技术方案
15.本发明所涉及的元件吸嘴具备:吸嘴主体,嵌入孔向上方开口;卡合部,设置于嵌入孔的内侧;一对卡合突起,设置于吸嘴主体的外侧并向侧方突出;吸嘴下端部,相对于吸嘴主体上下可动地安装,在吸附元件时与元件接触;及缓冲构件,相对于吸嘴主体对吸嘴下端部向下方施力,在具备呈圆周状排列的多个旋转轴的旋转头的旋转轴的下端所设置的被卡合部相对于嵌入孔从上方嵌入,卡合部通过从上方与嵌入到嵌入孔中的被卡合部接触而与被卡合部卡合,通过由旋转头具有的施力构件对吸嘴主体向下方施力,从而保持卡合部与被卡合部的卡合,一对卡合突起通过一边使分别设置于一对弹性构件的一对被卡合突起克服弹性构件的弹性力而相互分离,一边从下方进入一对被卡合突起之间,从而从上方与一对被卡合突起卡合,所述一对弹性构件设置于具备呈直线状排列的多个直列轴的直列头的直列轴的下端,通过一对弹性构件的弹性力来保持卡合突起与被卡合突起的卡合。
16.本发明所涉及的元件安装系统具备:旋转型的元件安装机,具有旋转头,该旋转头具有呈圆周状排列的多个旋转轴,并利用安装于旋转轴的下端的元件吸嘴来吸附元件而将该元件安装于基板;及直列型的元件安装机,具有直列头,该直列头具有呈直线状排列的多个直列轴,并利用安装于直列轴的下端的元件吸嘴来吸附元件并将该元件安装于基板,元件吸嘴具备:吸嘴主体,嵌入孔向上方开口;卡合部,设置于嵌入孔的内侧;一对卡合突起,设置于吸嘴主体的外侧并向侧方突出;吸嘴下端部,相对于吸嘴主体上下可动地安装,在吸附元件时与元件接触;及缓冲构件,相对于吸嘴主体对吸嘴下端部向下方施力,设置于旋转轴的下端的被卡合部相对于嵌入孔从上方嵌入,卡合部通过从上方与嵌入到嵌入孔中的被卡合部接触而与被卡合部卡合,通过由旋转头具有的施力构件对吸嘴主体向下方施力,从而保持卡合部与被卡合部的卡合,一对卡合突起通过一边使分别设置于一对弹性构件的一对被卡合突起克服弹性构件的弹性力而相互分离,一边从下方进入一对被卡合突起之间,从而从上方与一对被卡合突起卡合,所述一对弹性构件设置于直列轴的下端,通过一对弹性构件的弹性力而保持卡合突起与被卡合突起的卡合。
17.在这样构成的本发明(元件吸嘴、元件安装系统)中,在元件吸嘴的吸嘴主体的外侧设置有向侧方突出的一对卡合突起。一对卡合突起通过一边使分别设置于一对弹性构件的一对被卡合突起克服弹性构件的弹性力而相互分离,一边从下方进入一对被卡合突起之间,从而从上方与一对被卡合突起卡合,所述一对弹性构件设置于直列轴的下端。并且,通过一对弹性构件的弹性力而保持卡合突起与被卡合突起的卡合,由此将元件吸嘴装配于直列轴。
18.而且,在元件吸嘴的吸嘴主体设置有向上方开口的嵌入孔和设置于嵌入孔的内侧的卡合部。设置于旋转轴的下端的被卡合部相对于该嵌入孔从上方嵌入,元件吸嘴的卡合部通过从上方与嵌入到嵌入孔中的被卡合部接触而与该被卡合部卡合。并且,通过由旋转头具有的施力构件对吸嘴主体向下方施力来保持该卡合部与被卡合部的卡合,由此将元件吸嘴装配于旋转轴。
19.这样,本发明的元件吸嘴通过将嘴主体的外侧有效利用于向直列头的装配,并且将嘴主体的内侧有效利用于向旋转头的装配,从而能够装配于直列头和旋转头中的任一个。因此,拥有直列型和旋转型中的每一种类型的元件安装机的用户不需要分别准备专用的元件吸嘴,能够减轻元件吸嘴的准备所需的负担。
20.另外,也可以将元件吸嘴构成为,卡合部具有凹部,被卡合部具有凸部,卡合部的凹部与被卡合部的凸部卡合。在该结构中,通过使凹部和凸部卡合这样的简便的结构,能够向旋转头装配元件吸嘴。
21.另外,也可以将元件吸嘴构成为,卡合部具有凸部,被卡合部具有凹部,卡合部的凸部与被卡合部的凹部卡合。在该结构中,通过使凹部和凸部卡合这样的简便的结构,能够向旋转头装配元件吸嘴。
22.发明效果
23.根据本发明,能够减轻拥有直列型和旋转型中的每一种类型的元件安装机的用户准备元件吸嘴所需的负担。
附图说明
24.图1是表示本发明所涉及的元件安装系统的一例的框图。
25.图2是示意性地表示图1的元件安装系统所具备的旋转型和直列型的元件安装机共同具备的结构的图。
26.图3是局部地表示旋转型的元件安装机所具备的旋转头的结构的主视图。
27.图4是局部地表示旋转型的元件安装机所具备的旋转头的结构的仰视图。
28.图5是局部地表示直列型的元件安装机所具备的直列头的结构的主视图。
29.图6是局部地表示直列型的元件安装机所具备的直列头的结构的仰视图。
30.图7是示意性地表示旋转轴的下端附近的局部主视图。
31.图8是示意性地表示旋转轴的下端附近的局部侧视图。
32.图9是图2的旋转轴的局部剖切剖视图。
33.图10是示意性地表示直列轴的下端附近的局部主视图。
34.图11是表示变形例所涉及的旋转轴的下端附近的局部主视图。
35.图12是表示变形例所涉及的旋转轴的下端附近的上方立体图。
36.图13是示意性地表示变形例所涉及的旋转轴与吸嘴的装配机构的图。
具体实施方式
37.图1是表示本发明所涉及的元件安装系统的一例的框图。如该图所示,元件安装系统ms具备旋转型的元件安装机1a和直列型的元件安装机1b。这些元件安装机1a、1b在x方向(水平方向)上串联排列,并按照元件安装机1a、1b的顺序向基板安装元件。即,元件安装机1b相对于由元件安装机1a安装了元件的基板安装元件。旋转型和直列型的元件安装机1a、1b的不同主要在于安装头的结构。因此,使用图2对它们的共同点进行说明后,对它们的差异点进行说明。
38.图2是示意性地表示图1的元件安装系统所具备的旋转型和直列型的元件安装机共同具备的结构的图。在图2及以下的图中,适当地示出x方向、y方向及z方向。在此,x方向
和y方向都是水平方向,并相互正交。z方向是与x方向和y方向正交的铅垂方向。另外,不特别地区分旋转型和直列型而称为元件安装机1。
39.元件安装机1具备设置在基台11之上的一对输送机12、12。并且,元件安装机1对由输送机12从x方向(基板输送方向)的上游侧搬入到作业位置(图1的基板b的位置)的基板b执行元件安装,并利用输送机12将完成元件安装后的基板b从作业位置向x方向的下游侧搬出。
40.在元件安装机1中,设置有在y方向上延伸的一对y轴轨道21、21、在y方向上延伸的y轴滚珠丝杠22、及对y轴滚珠丝杠22进行旋转驱动的y轴电动机my,x轴轨道23以能够在y方向上移动地支承于一对y轴轨道21、21的状态固定于y轴滚珠丝杠22的螺母。在x轴轨道23安装有在x方向上延伸的x轴滚珠丝杠24和对x轴滚珠丝杠24进行旋转驱动的x轴电动机mx,安装头h以能够在x方向上移动地支承于x轴轨道23的状态固定于x轴滚珠丝杠24的螺母。因此,能够利用y轴电动机my使y轴滚珠丝杠22旋转而使安装头h在y方向上移动,或者利用x轴电动机mx使x轴滚珠丝杠24旋转而使安装头h在x方向上移动。
41.在一对输送机12、12的y方向的两侧分别在x方向上排列有两个元件供给部25,在各元件供给部25中,在x方向上以规定的排列间距p排列有多个带式送料器251。各带式送料器251在输送机12侧的前端部具有元件供给位置252,并将收容于元件供给带的元件e供给到元件供给位置252。元件供给带在以等间距排列成一列的多个口袋的每一个口袋收纳元件e,带式送料器251通过将元件供给带以该间距为单位间歇地向y方向送出,从而向元件供给位置252供给元件e。收容于元件供给带的元件e例如是集成电路、晶体管或电容器等小片状的电子元件。
42.安装头h使用后述的吸嘴,从带式送料器251吸附元件e而将元件e移载到基板b,由此在基板b执行元件e。该安装头h的具体结构根据元件安装机1是旋转型还是直列型而不同。接着,对这一点进行说明。
43.图3是局部地表示旋转型的元件安装机所具备的旋转头的结构的主视图,图4是局部地表示旋转型的元件安装机所具备的旋转头的结构的仰视图。旋转型的元件安装机1a所具备的旋转头ha具有:多个旋转轴41,以旋转中心cr为中心呈圆周状地以等间距(例如10度)排列;及轴支承构件42,支承旋转轴41。轴支承构件42具有以旋转中心cr为中心的大致圆筒形,将各旋转轴41以能够在z方向上升降的方式进行支承。而且,多个旋转轴41以能够以与z方向平行的各自的轴心为中心旋转(自转)的方式支承于轴支承构件42。
44.另外,旋转头ha具有安装于从轴支承构件42向下方突出的各旋转轴41的下端401的吸嘴保持构件5。并且,旋转头ha通过对装配到吸嘴保持构件5的吸嘴施加负压,从而利用该吸嘴吸附元件e。
45.图5是局部地表示直列型的元件安装机所具备的直列头的结构的主视图,图6是局部地表示直列型的元件安装机所具备的直列头的结构的仰视图。直列型的元件安装机1b所具备的直列头hb具有:多个直列轴61,在x方向上直线性地以排列间距p排列;及轴支承构件62,支承直列轴61。轴支承构件62将各直列轴61以能够在z方向上升降的方式进行支承。而且,多个直列轴61以能够以与z方向平行的各自的轴心为中心旋转(自转)的方式支承于轴支承构件62。
46.另外,直列头hb具有设置于从轴支承构件62向下方突出的各直列轴61的下端601
的吸嘴保持构件7,在图5及图6的例子中,相对于各吸嘴保持构件7装配有吸嘴8。并且,直列头hb通过对装配到吸嘴保持构件7的吸嘴8施加负压,从而利用该吸嘴8吸附元件e。顺便提及,在直列头hb中排列多个直列轴61的排列间距p、换言之排列多个吸嘴8的排列间距p与排列带式送料器251的排列间距p相等。因此,直列头hb能够利用多个吸嘴8同时从多个带式送料器251吸附元件e。
47.并且,在元件安装系统ms中使用的吸嘴8具备能够装配于旋转头ha和直列头hb这两者的结构,能够在旋转型和直列型的元件安装机1a、1b中共用。接着,对这一点进行说明。
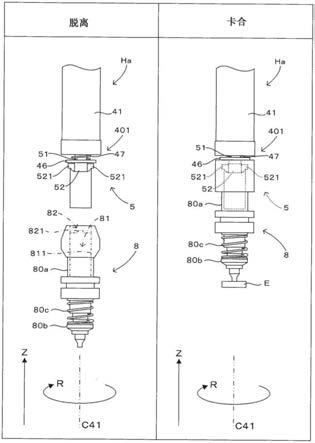
48.图7是示意性地表示旋转轴的下端附近的局部主视图,图8是示意性地表示旋转轴的下端附近的局部侧视图,图9是图2的旋转轴的局部剖切剖视图。在图7和图8中,在“脱离”一栏示出了吸嘴8从旋转轴41脱离的状态,在“卡合”一栏示出了吸嘴8与旋转轴41卡合的状态。图9示出了吸嘴8与旋转轴41卡合的状态。另外,在各图中,适当地示出了被与旋转轴41卡合的吸嘴8吸附的元件e。如这些图所示,旋转头ha具有安装于旋转轴41的下端401的吸嘴保持构件5,吸嘴8以能够装卸的方式装配于吸嘴保持构件5。
49.吸嘴保持构件5具有在z方向上延伸的主轴51和设置于主轴51的下端的被卡合部52。被卡合部52具有相互在旋转方向r上隔开180度的角度而配置的一对被卡合突起521、521。在此,旋转方向r是以与z方向平行的旋转轴41的轴心c41为中心的旋转方向。被卡合突起521、521具有在水平方向上向相互相反的方向突出且向上方凸起的形状。另外,在吸嘴保持构件5的主轴51分别外嵌有圆环形状的按压板46和线圈形状的压缩弹簧47。即,在按压板46和压缩弹簧47分别插通有主轴51。这样设置于被卡合部52的上方的按压板46具有内周圆的直径比被卡合部52的上端的宽度(被卡合突起521、521的两端的距离)窄的圆环形状,并构成为通过卡挂于被卡合部52的上端而不会向下方脱落。另外,设置于按压板46的上方的压缩弹簧47具有比按压板46的内周圆宽且比按压板46的外周圆窄的直径的线圈形状,压缩弹簧47的下端与按压板46的上表面抵接。
50.吸嘴8具有吸嘴主体80a和吸嘴下端部80b。吸嘴下端部80b从吸嘴主体80a向下方突出,相对于吸嘴主体80a以能够在z方向上升降的方式被安装。在该吸嘴下端部80b的下端开口有吸附孔,通过在吸嘴下端部80b的下端与元件e接触的状态下向该吸附孔供给负压,由此元件e被吸附于吸嘴下端部80b。而且,吸嘴8具有相对于吸嘴主体80a对吸嘴下端部80b向下方施力的缓冲弹簧80c。缓冲弹簧80c是压缩弹簧,缓冲弹簧80c的上端从下方与吸嘴主体80a接触,另一方面,缓冲弹簧80c的下端从上方与吸嘴下端部80b接触。
51.在吸嘴主体80a设有朝向上方开口的大致圆筒形状的中空部81。在中空部81的内壁811设有卡合部82,卡合部82具有相互在旋转方向r上隔开180度的角度而配置且分别向上方凹陷的一对卡合孔821、821。并且,通过一边将吸嘴保持构件5的被卡合部52从上方插入于吸嘴8的中空部81,一边使吸嘴8的卡合部82与吸嘴保持构件5的被卡合部52卡合,由此能够将吸嘴8装配于吸嘴保持构件5。
52.具体而言,通过如下的动作来执行吸嘴8的装配。另外,在此,以使吸嘴8相对于旋转轴41移动的方式进行说明。但是,这些移动是相对的,即使通过使旋转轴41相对于吸嘴8移动的方式也执行相同的动作。
53.从图7的“脱离”的状态起,一边将吸嘴8的中空部81从下方外嵌于吸嘴保持构件5,一边克服压缩弹簧47的作用力而由吸嘴8的上表面相对地推起按压板46。然后,相对地推起
吸嘴8,直到按压板46的上表面接近或抵接于旋转轴41的下端401为止。由此,吸嘴保持构件5的被卡合突起521嵌入于吸嘴8的中空部81,吸嘴8的卡合孔821相对地上升到比吸嘴保持构件5的被卡合突起521靠上方。当通过从该状态起使吸嘴8相对于吸嘴保持构件5旋转90度,从而使卡合孔821、821与被卡合突起521、521的旋转位置(相位)一致时,卡合孔821、821从上方与被卡合突起521、521对置。
54.接着,当随着压缩弹簧47的作用力使吸嘴8相对地下降时,被卡合突起521、521嵌入、卡合于卡合孔821、821,吸嘴8与被卡合部52卡合。而且,由于压缩弹簧47经由按压板46对吸嘴8向下方施力,所以吸嘴8的卡合孔821与吸嘴保持构件5的被卡合突起521的卡合通过压缩弹簧47的作用力而被保持。这样,如图7的“卡合”一栏所示,当吸嘴8与吸嘴保持构件5卡合时,形成于旋转轴41的内部的空气供给路与吸嘴8连通,能够经由该空气供给路向吸嘴8供给负压。
55.图10是示意性地表示直列轴的下端附近的局部主视图。如图10所示,直列头hb具有安装于直列轴61的下端601的吸嘴保持构件7,吸嘴8以能够装卸的方式装配于吸嘴保持构件7。吸嘴保持构件7具有:一对板簧71、71,从直列轴61的下端601向下方突出;及被卡合突起72,设置于各板簧71的下端。这一对被卡合突起72从一对板簧71朝向内侧并向侧方(x方向)突出。
56.与此相对,在吸嘴主体80a的外壁85设有在吸嘴主体80a的上端向侧方(x方向)突出的一对卡合突起86。各卡合突起86由下部861、中部862和上部863构成,下部861朝向上方向外侧倾斜,中部862与z方向大致平行,上部863朝向上方向内侧倾斜。一对卡合突起86与一对被卡合突起72对应地设置,设有一对卡合突起86的部分处的吸嘴主体80a的最大宽度w86比一对板簧71为自然状态下的一对被卡合突起72的间隔宽。并且,通过将一对卡合突起86从下方插入于一对被卡合突起72之间,能够将吸嘴8装配于吸嘴保持构件7。
57.具体而言,通过如下的动作来执行吸嘴8的装配。另外,在此,以使吸嘴8相对于直列轴61移动的方式进行说明。但是,这些移动是相对的,即使通过使直列轴61相对于吸嘴8移动的方式也执行相同的动作。
58.克服一对板簧71的弹性力,使一对卡合突起86从下方进入一对被卡合突起72之间。随着这些卡合突起86的进入,一对被卡合突起72被上部863向外侧推压而相互分离,并且越过中部862而到达下部861。到达下部861的一对被卡合突起72通过板簧71的弹性力而相互接近,与卡合突起86的下部861卡合,从下方支承卡合突起86。其结果是,通过一对板簧71的弹性力而保持吸嘴8的卡合突起86与吸嘴保持构件7的被卡合突起72的卡合。这样,如图10所示,当吸嘴8与吸嘴保持构件7卡合时,形成于直列轴61的内部的空气供给路与吸嘴8连通,能够经由该空气供给路向吸嘴8供给负压。
59.在以上所说明的实施方式中,在吸嘴8(元件吸嘴)的吸嘴主体80a的外壁85(外侧)设有向侧方(x方向)突出的一对卡合突起86。另一方面,在直列轴61的下端601安装有一对板簧71,在该一对板簧71的下端设有一对被卡合突起72。该一对卡合突起86通过克服一对板簧71的弹性力而使一对被卡合突起72向侧方(x方向)相互分离,并且从下方进入一对被卡合突起72之间,由此从上方与一对被卡合突起72卡合。并且,通过一对板簧71的弹性力而保持吸嘴8的卡合突起86与吸嘴保持构件7的被卡合突起72的卡合,由此将吸嘴8装配于直列轴61。
60.而且,在吸嘴8的吸嘴主体80a设有向上方开口的中空部81(嵌入孔)和设置于中空部81的内壁811(内侧)的卡合部82。设置于旋转轴41的下端401的被卡合部52相对于该中空部81从上方嵌入,吸嘴8的卡合部82通过从上方与嵌入到中空部81中的吸嘴保持构件5的被卡合部52接触而与该被卡合部52卡合。并且,通过由旋转头ha所具有的压缩弹簧47(施力构件)对吸嘴8向下方施力而保持该卡合部82与被卡合部52的卡合,由此将吸嘴8装配于旋转轴41。
61.这样,本实施方式的吸嘴8通过将吸嘴主体80a的外侧(外壁85)有效利用于向直列轴61的装配,并且将吸嘴主体80a的内侧(内壁811)有效利用于向旋转轴41的装配,从而能够装配于直列轴61和旋转轴41中的任一个。因此,拥有直列型和旋转型中的每一种类型的元件安装机1a、1b的用户不需要分别准备专用的吸嘴,能够减轻吸嘴的准备所需的负担。
62.另外,卡合部82具有呈凹形状的卡合孔821(凹部),被卡合部52具有呈凸形状的被卡合突起521(凸部),卡合部82的卡合孔821与被卡合部的被卡合突起521卡合。在该结构中,通过使凹部和凸部卡合这样的简便的结构,能够将吸嘴8向旋转头ha装配。
63.但是,吸嘴8向旋转轴41的装配也可以不通过图7~图9所例示的机构而通过以下所示的机构来实现。图11是表示变形例所涉及的旋转轴的下端附近的局部主视图,图12是表示变形例所涉及的旋转轴的下端附近的上方立体图,图13是示意性地表示变形例所涉及的旋转轴与吸嘴的装配机构的图。另外,上述的例子和这里的变形例在吸嘴8向旋转轴41的装配机构上不同,在吸嘴8向直列轴61的装配机构上共通。因此,在此对前者进行说明,对后者标注相应的标号并省略说明。
64.安装于变形例所涉及的旋转轴41的下端401的吸嘴保持构件5的被卡合部52具有被卡合槽522。该被卡合槽522具有导入铅垂部522a、水平部522b和没入铅垂部522c。导入铅垂部522a向下方开口并与z方向平行地延伸设置,没入铅垂部522c在旋转方向r上与导入铅垂部522a隔开间隔地设置并与z方向平行地延伸设置,水平部522b在导入铅垂部522a的上端与没入铅垂部522c的上端之间在旋转方向r上延伸设置。与此相对,吸嘴8的卡合部82具有从中空部81的内壁811突出的卡合凸部822。并且,通过一边将吸嘴保持构件5的被卡合部52从上方插入于中空部81,一边使吸嘴8的卡合部82与吸嘴保持构件5的被卡合部52卡合,由此能够将吸嘴8装配于吸嘴保持构件5。
65.具体而言,通过如下的动作来执行吸嘴8的装配。另外,在此,以使吸嘴8相对于旋转轴41移动的方式进行说明。但是,这些移动是相对的,即使通过使旋转轴41相对于吸嘴8移动的方式也执行相同的动作。
66.使吸嘴8的卡合凸部822从下方与吸嘴保持构件5的被卡合槽522的导入铅垂部522a对置,并使吸嘴8的卡合凸部822进入导入铅垂部522a(图13的“导入”一栏)。一边克服经由按压板46对吸嘴8向下方施力的压缩弹簧47的作用力而使吸嘴8相对于吸嘴保持构件5上升,一边执行该卡合凸部822向导入铅垂部522a的进入。当卡合凸部822到达导入铅垂部522a的上端时,通过使吸嘴8向旋转方向r旋转,从而使卡合凸部822从导入铅垂部522a向没入铅垂部522c沿着水平部522b移动(图13的“旋转”一栏)。
67.当随着卡合凸部822到达没入铅垂部522c的上端,随着压缩弹簧47的作用力使吸嘴8相对于吸嘴保持构件5下降时,卡合凸部822没入于没入铅垂部522c,吸嘴8的卡合凸部822与吸嘴保持构件5的被卡合槽522卡合。而且,由于压缩弹簧47经由按压板46对吸嘴8向
下方施力,所以吸嘴8的卡合凸部822与吸嘴保持构件5的被卡合槽522的卡合通过压缩弹簧47的作用力而被保持。这样,如图13的“没入”一栏所示,当吸嘴8与吸嘴保持构件5卡合时,形成于旋转轴41的内部的空气供给路与吸嘴8连通,能够经由该空气供给路向吸嘴8供给负压。
68.这样,变形例所涉及的吸嘴8也通过将吸嘴主体80a的外侧(外壁85)有效利用于向直列轴61的装配,并且将吸嘴主体80a的内侧(内壁811)有效利用于向旋转轴41的装配,从而能够装配于直列轴61和旋转轴41中的任一个。因此,拥有直列型和旋转型中的每一种类型的元件安装机1a、1b的用户不需要分别准备专用的吸嘴,能够减轻吸嘴的准备所需的负担。
69.另外,卡合部82具有卡合凸部822(凸部),被卡合部52具有被卡合槽522(凹部),卡合部82的卡合凸部822与被卡合部52的被卡合槽522卡合。在该结构中,通过使凹部和凸部卡合这样的简便的结构,能够将吸嘴8向旋转头ha装配。
70.如以上所说明的那样,在本实施方式中,元件安装机1a相当于本发明的“旋转型的元件安装机”的一例,元件安装机1b相当于本发明的“直列型的元件安装机”的一例,旋转轴41相当于本发明的“旋转轴”的一例,下端401相当于本发明的“旋转轴的下端”的一例,压缩弹簧47相当于本发明的“施力构件”的一例,被卡合部52相当于本发明的“被卡合部”的一例,被卡合突起521相当于本发明的“凸部”的一例,被卡合槽522相当于本发明的“凹部”的一例,直列轴61相当于本发明的“直列轴”的一例,下端601相当于本发明的“直列轴的下端”的一例,板簧71相当于本发明的“弹性构件”的一例,被卡合突起72相当于本发明的“被卡合突起”的一例,吸嘴8相当于本发明的“元件吸嘴”的一例,吸嘴主体80a相当于本发明的“吸嘴主体”的一例,吸嘴下端部80b相当于本发明的“吸嘴下端部”的一例,缓冲弹簧80c相当于本发明的“缓冲构件”的一例,中空部81相当于本发明的“嵌入孔”的一例,卡合部82相当于本发明的“卡合部”的一例,卡合孔821相当于本发明的“凹部”的一例,卡合凸部822相当于本发明的“凸部”的一例,卡合突起86相当于本发明的“卡合突起”的一例,元件e相当于本发明的“元件”的一例,旋转头ha相当于本发明的“旋转头”的一例,直列头hb相当于本发明的“直列头”的一例,元件安装系统ms相当于本发明的“元件安装系统”的一例。
71.另外,本发明并不限定于上述实施方式,只要不脱离其主旨,就能够对上述的实施方式加以各种变更。例如被卡合部52中的被卡合突起521的个数、卡合部82中的卡合孔821的个数并不限于上述的两个。
72.另外,板簧71、被卡合突起72及卡合突起86的个数并不限于上述的一对,也可以将它们各设置两对而从四个方向保持吸嘴8。
73.另外,也可以适当地变更旋转头ha中的旋转轴41的根数、直列头hb中的直列轴61的根数。而且,在上述的例子中,在直列头hb中,多个直列轴61排列成一列,但主轴51的列并不限于一列,也可以是多列。
74.标号说明
[0075]1…
元件安装机
[0076]
1a
…
旋转型的元件安装机
[0077]
1b
…
直列型的元件安装机
[0078]
41
…
旋转轴
[0079]
401
…
旋转轴的下端
[0080]
47
…
压缩弹簧(施力构件)
[0081]
52
…
被卡合部
[0082]
521
…
被卡合突起(凸部)
[0083]
522
…
被卡合槽(凹部)
[0084]
61
…
直列轴
[0085]
601
…
直列轴的下端
[0086]
71
…
板簧(弹性构件)
[0087]
72
…
被卡合突起
[0088]8…
吸嘴(元件吸嘴)
[0089]
80a
…
吸嘴主体
[0090]
80b
…
吸嘴下端部
[0091]
80c
…
缓冲弹簧(缓冲构件)
[0092]
81
…
中空部(嵌入孔)
[0093]
82
…
卡合部
[0094]
821
…
卡合孔(凹部)
[0095]
822
…
卡合凸部(凸部)
[0096]
86
…
卡合突起(卡合突起)
[0097]e…
元件
[0098]
ha
…
旋转头
[0099]
hb
…
直列头
[0100]
ms
…
元件安装系统
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。