1.本实用新型涉及船舶技术领域,特别涉及一种活络样板加工辅助装置。
背景技术:
2.曲线形状的船舶外板,通常使用平面钢板进行加工。通过外力,将平面钢板加工成曲面板。对于冷弯大概曲度后的曲面板,目前通常采用船舶火工矫正作业进行矫正。船舶火工矫正作业,利用热胀冷缩的原理,其过程是先使用烘枪(比如乙炔枪)将钢板烧热,然后喷淋冷水。通过热胀冷缩,实现钢板的火工矫正。火工矫正时,需要使用活络样板来判定是否矫正到位。
3.工人在火工矫正过程中,当施工作业后感觉差不多了,关闭烘枪和水,去观察活络样板,以确定是否加工到位。其缺点在于:全凭感觉、经验,并需要多次观察和多次加工,循环往复;有时也会有加工过头的情况。
技术实现要素:
4.本实用新型要解决的技术问题是为了克服现有技术存在的上述缺陷,提供一种活络样板加工辅助装置。
5.本实用新型是通过下述技术方案来解决上述技术问题:
6.一种活络样板加工辅助装置,其包括样条和设于样条上方的档杆,其特征在于,档杆包括中部档杆和侧部档杆;中部档杆的两侧分别设有多个侧部档杆;中部档杆固接于样条,侧部档杆通过条状部件固接于样条;所述活络样板加工辅助装置还包括中部横杆;中部横杆的中部固设有第一螺杆,中部档杆上开设有竖向槽;第一螺杆穿设于竖向槽,第一螺杆套设有用于将中部横杆紧固于中部档杆的第一螺母;中部横杆的两端均连接有侧部横杆;侧部横杆的端部固设有第二螺杆,第二螺杆穿设于中部横杆的端部,第二螺杆上套设有用于将侧部横杆紧固于中部横杆的第二螺母;侧部横杆上开设有多个竖向分布的通孔,每个通孔内均穿设有一个侧部档杆;通孔的横截面为矩形;通孔的沿侧部横杆长度方向的尺寸大于侧部档杆的宽度;侧部横杆上穿设有用于将侧部档杆紧固于通孔内的第三螺杆;第三螺杆的前端抵接于位于通孔内的侧部档杆,第三螺杆的后端位于侧部横杆的外部;第三螺杆与侧部横杆为螺纹连接;中部档杆的侧面设有凹槽,凹槽内设有激光发射器。
7.中部档杆左侧的侧部档杆的数量和中部档杆右侧的侧部档杆的数量相同。
8.两个侧部横杆上的通孔数量相同。
9.侧部档杆的横截面为矩形;通孔沿垂直于侧部横杆长度方向的尺寸大于侧部档杆的厚度。
10.中部档杆的横截面为矩形,中部档杆的宽度大于侧部档杆的宽度;中部档杆的长度大于侧部档杆的长度。
11.条状部件的下端部固接于样条,条状部件的上端部固接于侧部档杆的下端部。
12.侧部横杆上的相邻通孔之间的距离相等。
13.凹槽位于竖向槽的上方。
14.样条和档杆的材料均为金属。
15.激光发射器的激光发射端口朝向同时垂直于中部横杆和中部档杆。
16.激光发射器的激光发射端口朝向同时垂直于中部横杆和中部档杆。
17.本实用新型的有益效果在于:本实用新型采用激光束和可调整的架体结构,代替人工多次观察,并可以实时观察是否加工到位防止过度矫正,这样,大大提高施工效率,缩短造船周期,降低施工成本。本实用新型克服了现有技术需要工人弯腰或蹲下进行人工循环往复观察的缺陷,利用可调整架体和激光束,实现快速而准确地观察,大大减轻工人的劳动强度。
附图说明
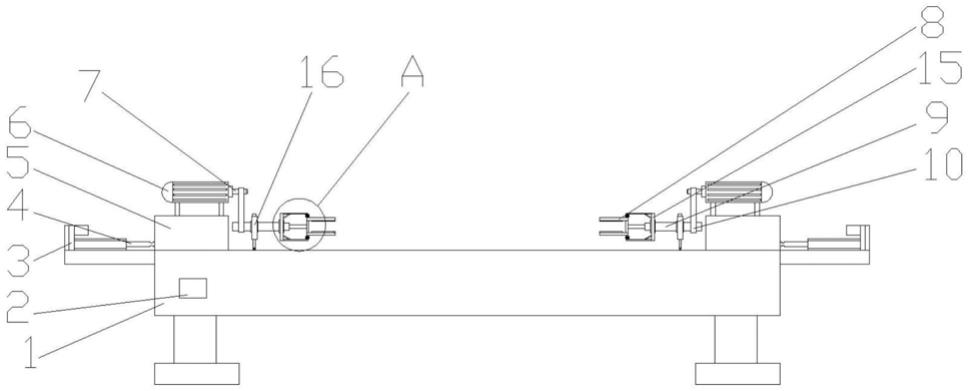
18.图1为本实用新型较佳实施例的结构示意图。
19.图2为本实用新型较佳实施例使用状态示意图。
具体实施方式
20.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
21.如图1所示,一种活络样板加工辅助装置,其包括样条10和设于样条10上方的档杆。样条和档杆的材料均为金属。
22.档杆包括中部档杆21和侧部档杆22。
23.中部档杆21的两侧分别设有多个侧部档杆22。中部档杆左侧的侧部档杆的数量和中部档杆右侧的侧部档杆的数量相同。
24.中部档杆21固接于样条,侧部档杆22通过条状部件23固接于样条10连接。条状部件23的下端部固接于样条10,条状部件23的上端部固接于侧部档杆22的下端部。条状部件的长度远小于侧部档杆的长度。
25.条状部件和侧部档杆之间,可以通过螺柱和螺套组成的紧固件来实现固接。由于该紧固件位于图1显示方向的背面,故图1中未显示出。
26.活络样板加工辅助装置还包括中部横杆30。
27.中部横杆30的中部固设有第一螺杆41,中部档杆21上开设有竖向槽24;第一螺杆41穿设于竖向槽24,第一螺杆41套设有用于将中部横杆紧固于中部档杆的第一螺母51。第一螺母位于中部档杆的外侧,第一螺母的宽度大于竖向槽的宽度。
28.中部横杆30的两端均连接有侧部横杆31;侧部横杆31的端部固设有第二螺杆42,第二螺杆42穿设于中部横杆30的端部,第二螺杆42上套设有用于将侧部横杆紧固于中部横杆的第二螺母52。
29.侧部横杆31上开设有多个竖向分布的通孔32,每个通孔内均穿设有一个侧部档杆。侧部横杆上的相邻通孔之间的距离相等。
30.两个侧部横杆上的通孔数量相同。
31.通孔32的横截面为矩形;通孔32的沿侧部横杆长度方向的尺寸大于侧部档杆的宽度。
32.侧部档杆22的横截面为矩形。通孔32沿垂直于侧部横杆长度方向的尺寸大于侧部
档杆的厚度。
33.由于通孔的尺寸大于侧部档杆的尺寸,因此,侧部档杆可以在通孔内上下滑动,也可以在通孔内小角度地转动,因此,侧部档杆可以垂直于侧部横杆,可以和侧部横杆形成一定的角度。
34.中部档杆21的横截面为矩形,中部档杆21的宽度大于侧部档杆22的宽度;中部档杆21的长度大于侧部档杆22的长度。
35.侧部横杆31上穿设有用于将侧部档杆紧固于通孔内的第三螺杆43;第三螺杆43的前端抵接于位于通孔内的侧部档杆22,第三螺杆43的后端位于侧部横杆31的外部。第三螺杆43与侧部横杆为螺纹连接。
36.中部档杆21的侧面设有凹槽33。凹槽33位于竖向槽24的上方。
37.凹槽33内设有激光发射器34。本实施例中,激光发射器为简易的激光发射装置,即能发射出具有颜色的直线光束的装置。只要能发出具有颜色的直线光束,该装置就可以实现本实用新型的目的。该类装置为现有常见部件,在此就不再赘述。
38.激光发射器的激光发射端口朝向同时垂直于中部横杆和中部档杆。也就是说,激光发射器发出的光垂直于中部横杆和中部档杆所在的平面。进一步而言,激光发射器发出的光的朝向为:中部横杆和中部档杆所在的平面的前方或后方。
39.本实用新型中,中部档杆和中部横杆之间、中部横杆和侧部横杆之间、侧部档杆和侧部横杆之间均采用螺杆和螺母相配合的紧固方式。当螺母拧紧时,部件之间就紧固在一起。
40.当需要调节中部档杆和中部横杆之间的相对位置,或者需要调节侧部档杆和侧部横杆之间的相对位置时,或者需要调节中部横杆和侧部横杆之间的夹角时,可以将螺母松开,待调节到预定位置后,再拧紧螺母。
41.当需要将样条的形状调整到设计值时,通过松开螺母,调整中部档杆、侧部档杆、中部横杆和侧部横杆的位置,直到样条达到设计值时,拧紧螺母,中部档杆、侧部档杆、中部横杆、侧部横杆和样条之间就形成一个稳定的架体结构。
42.船舶外板经外力冷弯大概曲度后,需要对船舶外板进行火工矫正作业。对船舶外板进行火工矫正作业时,可以使用本实施例的活络样板加工辅助装置。将样条形状已调整到设计值的本装置,放置于待加工的船舶外板上。在船舶外板上放置多个本装置,装置之间平行设置。如图2所示,船舶外板90上放置多个本实施例的本实用新型的活络样板加工辅助装置80。如果船舶外板的曲线已全部达到设计值,则各个活络样板加工辅助装置的中部档杆位于一条直线上。
43.如果外板的某处曲线未矫正到位,则该处的活络样板加工辅助装置中,中部档杆、侧部档杆、中部横杆、侧部横杆和样条形成的整体结构会偏移一定的角度。此时,该装置的中部档杆具有相应的偏移量。
44.位于外板曲线和样条的曲度一致处的本装置,其激光发射器发出的激光,当照到未矫正到位处的活络样板加工辅助装置的中部档杆时,可以轻松而直观地发现未矫正到位处的中部档杆的偏移量。
45.通过激光束可以很直观地发现中部档杆的偏移状态,并可以使用卷尺一段顶到中部档杆,依据打在卷尺上的激光点读取偏移量。工人可以根据该偏移量进行火工矫正,直到
该偏移量消失为止。
46.本实用新型采用激光束和可调整的架体结构,代替人工多次观察,并可以实时观察是否加工到位防止过度矫正,这样,大大提高施工效率,缩短造船周期,降低施工成本。
47.本实用新型克服了现有技术需要工人弯腰或蹲下进行人工循环往复观察的缺陷,利用可调整架体和激光束,实现快速而准确地观察,大大减轻工人的劳动强度。
48.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。