1.本实用新型涉及一种可实现机床xy轴坐标上的定位和夹紧的定位夹紧装置,特别涉及一种柔性定位夹紧装置。
背景技术:
2.数控铣床的普及,极大的缩短了产品的制造周期,降低了制造的成本。但现阶段数控机床在新产品的制造调试周期并没有得到缩短,其主要原因在于数控铣床制造离不开夹具的设计。目前使用最普遍的夹具是平口钳夹紧装置,其在使用过程中有如下不足:1.传统的平口钳种类很多,根据平口钳的大小可以夹紧不同规格的零件,夹紧的零件越大,行程越大,夹紧行程的耗时就越长,体积越大,成本就越高。2.传统平口钳经常使用,铁屑容易进入内部螺纹连接部分,造成传递的不连贯,甚至造成卡住不能旋转的情况出现,需要经常清理维护。
3.另外一些复杂的零件需要专用的夹具才能进行加工,而这些专用夹具不具备通用性,往往使用完这一批产品后,就不能再继续使用,造成夹具的浪费。因此,柔性夹具慢慢备受加工企业的关注,但现有的柔性夹具在种类和组合上,无法满足企业的需要。
技术实现要素:
4.本实用新型要解决的技术问题是:提供一种可实现机床xy轴坐标上的定位和夹紧的柔性定位夹紧装置,该装置可以大大缩短夹紧行程的移动时间,节约时间成本,还可以根据零件的大小进行组合搭配,使用灵活,且维护容易。
5.解决上述技术问题的技术方案是:一种柔性定位夹紧装置,包括装置主体,该装置主体包括夹紧底座、夹紧推块、上端盖、推块驱动组件和蜗杆拨动组件,所述上端盖通过箱体框架与夹紧底座连接,所述箱体框架是由四块平板构成的长方体框架,所述夹紧推块位于夹紧底座和上端盖之间并穿过箱体框架的两块平板,所述夹紧底座上开有导向槽,导向槽内放置有导向滑块,导向滑块与夹紧推块连接。
6.所述推块驱动组件包括涡轮、安装轴、蜗杆和驱动轴,蜗杆固定安装在驱动轴上,箱体框架的两块平板上开有安装槽,所述驱动轴两端通过轴承安装在箱体框架两块平板的安装槽内,轴承与安装槽之间有空隙,驱动轴一端穿出箱体框架外,所述涡轮固定安装在安装轴上,安装轴的两端分别通过轴承安装在夹紧底座和上端盖上,所述夹紧推块一侧边设置有齿条,齿条与涡轮啮合,无外力时蜗杆与涡轮啮合。
7.所述蜗杆拨动组件包括拨动杆、定位杆和固定销,所述拨动杆穿过上端盖,拨动杆通过销轴活动连接在上端盖上,拨动杆下端开有拨动槽,推块驱动组件的驱动轴位于拨动杆的拨动槽内,定位杆与拨动杆上端连接,所述定位杆上开有定位孔,所述上端盖上开有定位凹槽,定位时固定销穿过定位杆的定位孔后插入上端盖的定位凹槽内。
8.进一步的,还包括有柔性固定装置,该柔性固定装置包括固定底座和安装在固定底座上的顶块。
9.所述柔性固定装置的顶块为凸字形。
10.所述夹紧推块是由齿条安装段和顶紧段构成,齿条固定在齿条安装段侧边,顶紧段的宽度大于齿条安装段的宽度。
11.由于采用上述技术方案,本实用新型具有以下有益效果:
12.1.本实用新型的拨动杆能够实现涡轮和蜗杆的分离和啮合,当夹紧推块与零件距离较远时,使涡轮蜗杆分离时,采用人工推动夹紧推块与零件快速接触,可以实现夹紧推块对零件的快速实位;当夹紧推块接近或是接触零件时,再摇动拨动杆使涡轮和蜗杆啮合,将固定销插入上端盖内,通过涡轮和蜗杆驱动夹紧推块顶紧零件,这样操作可以大大缩短夹紧行程的移动时间。
13.2.本实用新型可根据零件的大小自由布局在数控铣床导轨上,安装调试灵活,可任意柔性组合搭配,适用面更广,丰富了柔性夹具的种类,对普及柔性夹具有利。
14.3、本实用新型采用涡轮和蜗杆驱动夹紧推块前进,传递动力省力,且涡轮和蜗杆带有自锁功能,能够防止夹紧推块后退。
15.4.本实用新型的推块驱动组件基本密封在夹紧底座、上端盖和箱体框架构成的密闭空间内,远离零件,能够避免零件加工时铁屑等杂物进入装置内部影响传递效果,维护相对容易。
16.下面,结合附图和实施例对本实用新型之柔性定位夹紧装置的技术特征作进一步的说明。
附图说明
17.图1:本实用新型之柔性定位夹紧装置的装置主体主视图。
18.图2:本实用新型之柔性定位夹紧装置的装置主体左视图。
19.图3:本实用新型之柔性定位夹紧装置的装置主体俯视图。
20.图4:图1的a-a剖视图(放大)。
21.图5:本实用新型之柔性定位夹紧装置的装置主体主视图(省略上端盖)。
22.图6:图5的b-b剖视图。
23.图7:图5的c-c剖视图(放大)。
24.图8:图5的d-d剖视图(放大)。
25.图9:本实用新型之柔性定位夹紧装置的柔性固定装置主视图。
26.图10:本实用新型之柔性定位夹紧装置的柔性固定装置左视图。
27.图11:本实用新型使用状态图之一。
28.图12:本实用新型使用状态图之二。
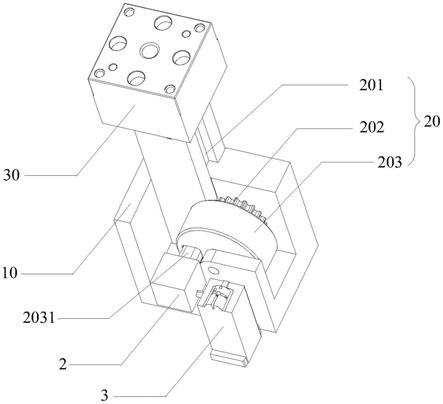
29.图中:1-固定螺钉,2-上端盖,3-夹紧底座,4-夹紧推块,41-顶紧段,42-齿条安装段,5-定位杆,6-固定销,7-销轴,8-拨动杆,81-拨动槽,9-把手,10-蜗杆,11-涡轮,12-驱动轴,13-箱体框架,131-安装槽,14-轴承,15-齿条,16-安装轴,17-连接螺钉,18-导向滑块,19-柔性固定装置,191-固定底座,192-顶块,20-安装孔。
具体实施方式
30.实施例:一种柔性定位夹紧装置,如图1-图8所示,包括装置主体,该装置主体包括
夹紧底座3、夹紧推块4、上端盖2、推块驱动组件和蜗杆拨动组件,所述上端盖通过箱体框架13与夹紧底座连接,所述箱体框架是由四块平板构成的长方体框架,上端盖2与箱体框架之间采用四颗固定螺钉1固定连接,箱体框架的底部与夹紧底座3采用焊接固定。所述夹紧推块4位于夹紧底座3和上端盖2之间并穿过箱体框架13的两块平板,夹紧推块4可以在底座和上端盖之间移动。所述夹紧底座3上开有导向槽,导向槽内放置有导向滑块18,导向滑块18通过连接螺钉17与夹紧推块4连接。导向滑块18与导向槽之间有间隙,导向滑块可在导向槽内部滑动,起到对夹紧推块4的导向作用。
31.所述推块驱动组件包括涡轮11、安装轴16、蜗杆10和驱动轴12,蜗杆10固定安装在驱动轴12上,箱体框架的两块平板上开有长方形的安装槽131,所述驱动轴12两端通过轴承14安装在箱体框架两块平板的安装槽131内,轴承与安装槽之间有空隙,即轴承14可以在安装槽131内左右移动,移动的位置有限,只要能够实现涡轮11和蜗杆10的分离和啮合即可。驱动轴12一端穿出箱体框架外,位于箱体框架外的驱动轴12端部安装有把手9。所述涡轮11固定安装在安装轴16上,安装轴16的两端分别通过轴承安装在夹紧底座3和上端盖2上,所述夹紧推块4一侧边采用焊接固定有齿条15,齿条15与涡轮11啮合,无外力时蜗杆10与涡轮11啮合。
32.所述蜗杆拨动组件包括拨动杆8、定位杆5和固定销6,所述拨动杆8穿过上端盖2,拨动杆8通过销轴7与上端盖2活动连接,拨动杆8下端开有拨动槽81,推块驱动组件的驱动轴12位于拨动杆的拨动槽81内,定位杆5与拨动杆8上端连接,所述定位杆5上开有定位孔,所述上端盖2上开有定位凹槽,定位时固定销6穿过定位杆5的定位孔后插入上端盖2的定位凹槽内。
33.本实施例中,所述夹紧推块4是由齿条安装段42和顶紧段41构成,齿条15固定在齿条安装段42侧边,顶紧段的宽度大于齿条安装段的宽度。作为一种变换,所述夹紧推块的具体形状还可以根据实际需要确定。
34.本实施例还包括有柔性固定装置19(参见图9-图10),该柔性固定装置包括固定底座191和安装在固定底座上的顶块192。所述柔性固定装置的顶块192为凸字形。作为一种变换,也可以不设置柔性固定装置,采用现有的固定装置与本实用新型配合。
35.本实施例中,所述夹紧底座3和固定底座191上还开有用于将装置固定在工作台上的安装孔20。
36.本实用新型的使用方式:将装置主体放置在数控铣床工作台p1的y轴负方向上,如图11所示,用百分表打x轴水平,并用安装螺钉p3锁紧。在数控铣床工作台y轴的正方向上放置柔性固定装置19,用百分表打x轴水平,用安装螺钉p3锁紧。柔性固定装置19是一个固定整体,是由一整块金属材料加工而成,起到夹具固定端的定位作用。将一块长方形零件p2放在装置主体的安装底座3和柔性固定装置的固定底座191上,拉起蜗杆拨动组件上的固定销6,摇动拨动杆8,这时驱动轴12带动两端的轴承外圈在长方形的安装槽131内滑动,使涡轮11和蜗杆10分离;用手掌推夹紧推块4的尾部平面,使夹紧推块4前端面与零件侧面贴合;同理,再摇动拨动杆8,使涡轮11和蜗杆10啮合,压下固定销6插入上端盖2内,完成夹紧推块4对零件的快速定位。旋转把手9带动蜗杆10圆周转动,同时带动涡轮11缓慢旋转,涡轮11旋转推动齿条15,进而带动夹紧推块4向前移动,直到零件锁紧。
37.当零件比较大时如图12所示,可以将2台本实用新型的装置主体放置在数控铣床
工作台y轴的负方向上,用百分表打x轴水平,保证两个夹紧推块4前端面在一个水平线上,并用安装螺钉p3锁紧。同理,再将柔性固定装置19安装在数控铣床工作台y轴的正方向上,用百分表打x轴水平,保证两个接触面在一个水平线上,并用安装螺钉p3锁紧。安装时,同时拉起2台蜗杆拨动组件上的固定销6,依次摇动拨动杆8,使涡轮11和蜗杆10分离;用手掌推夹紧推块4的尾部平面,使夹紧推块4前端面与零件侧面贴合;然后再依次摇动拨动杆8,使涡轮11和蜗杆10啮合,交替旋转2台装置主体的把手9带动蜗杆10圆周转动,进而带动夹紧推块4向前移动,直到大型零件锁紧。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。