1.本技术涉及激光焊接技术领域,更具体的说,特别涉及一种焊接夹具及激光焊接设备。
背景技术:
2.随着激光焊接的广泛应用,焊接产品呈现出多元化的特点,一个产品需要与多个零部件焊接在一起,多部件、多层、多角度焊接使得定制化程度越来越高,对于一些复杂产品的焊接在激光焊接领域也越来越多。针对连接器等产品进行激光焊接时,需要将多个不同形状的金属薄片与多层主体焊接,常见的焊接方式是将单独的金属薄片一个一个与主体焊接,焊接完一个部件再焊接另外一个部件,这样的焊接方式效率较为低下。
技术实现要素:
3.本发明的目的在于提供一种焊接夹具及激光焊接设备,解决现有焊接效率低的技术问题。
4.为了解决以上提出的问题,本发明实施例提供了如下所述的技术方案:
5.一种焊接夹具,用于装夹第一工件和第二工件,
6.所述焊接夹具包括基板、固定板、定位机构和第一夹持机构;
7.所述固定板设于所述基板上,所述固定板上设有多个用于放置第一工件的放置槽,所述第一夹持机构设于所述基板上,用于对所述放置槽内的第一工件进行夹持,所述定位机构设于所述固定板上,用于定位所述第二工件。
8.进一步地,所述第一夹持机构包括驱动组件和夹持组件,所述夹持组件与所述驱动组件连接,所述驱动组件用于驱动所述夹持组件靠近或远离所述放置槽;
9.所述定位机构包括多个设于所述固定板上的定位销,所述定位销与所述第二工件的销孔定位。
10.进一步地,所述夹持组件包括固定块、活动压块和第一弹性件,所述固定块固定设置于所述基板上,所述第一弹性件两端分别与所述固定块和活动压块连接,所述活动压块位于所述基板和固定板之间,所述活动压块上设有多个凸台,所述凸台穿过所述固定板,所述活动压块与所述驱动组件连接,所述活动压块在所述驱动组件的驱动下沿远离所述放置槽的方向移动,所述活动压块在所述第一弹性件的弹力下沿靠近所述放置槽的方向移动,以使所述凸台夹持所述放置槽内的第一工件。
11.进一步地,所述基板上设有限位块,所述驱动组件包括拨动块、凸轮结构、移动块和第二弹性件,所述第二弹性件两端分别与所述限位块和移动块连接,所述凸轮结构转动设置于所述基板上,所述拨动块与所述凸轮结构连接,所述拨动块用于驱动所述凸轮结构转动,所述凸轮结构在所述拨动块的驱动下与所述移动块抵接时,带动所述移动块沿靠近所述活动压块的方向移动,所述凸轮结构在所述拨动块的驱动下与所述移动块脱离时,所述移动块在所述第二弹性件的弹力下沿远离所述活动压块的方向移动。
12.进一步地,所述驱动组件为一组,所述夹持组件为两组,所述驱动组件驱动两组所述夹持组件对所述第一工件进行夹持;所述移动块上设有两个第一斜面,两组所述夹持组件中的活动压块上设有与所述第一斜面抵接的第二斜面;
13.所述放置槽为仿形槽,所述基板上设有多个导向块。
14.进一步地,所述焊接夹具还包括设于所述基座上的第二夹持机构,所述第二夹持机构包括导向座、顶部压块、弹性压板、扣合块和插销,所述导向座设有安装槽,所述弹性压板设于所述安装槽内,所述顶部压块设于所述弹性压板上,所述基座上设有插槽和扣合槽,所述插销设于所述导向座上,所述导向座通过所述插销与所述插槽配合,所述扣合块转动设置于所述导向座上并能够转动于所述扣合槽内。
15.为了解决以上提出的技术问题,本发明实施例还提供了一种激光焊接设备,采用了如下所述的技术方案:
16.一种激光焊接设备,包括工作台、振镜焊接机构、送料机构和如上所述的焊接夹具;
17.所述振镜焊接机构和所述送料机构设于所述工作台上,所述焊接夹具设于所述送料机构上,所述送料机构用于驱动所述焊接夹具移动至所述振镜焊接机构的工作区域,所述振镜焊接机构用于对所述焊接夹具上的第一工件和第二工件进行激光焊接。
18.进一步地,所述送料机构包括倾斜支座、送料运动平台、至少一个第一定位组件和至少一个第二定位组件;
19.所述送料运动平台设于所述倾斜支座上,所述第一定位组件和第二定位组件设于所述送料运动平台上,所述第一定位组件用于承载水平放置的所述焊接夹具,以使焊接夹具以所述倾斜支座的倾斜角度下朝向所述振镜焊接机构的焊接光路,所述第二定位组件用于承载竖直放置的所述焊接夹具,以使所述焊接夹具顶部焊接位置朝向所述振镜焊接机构的焊接光路。
20.进一步地,所述第一定位组件包括底座、旋转平台、转接支座、气爪、安装板、侧压气缸、定位块和下压气缸;
21.所述底座设于所述送料运动平台上,所述旋转平台下端设有气动滑环,所述气动滑环转动设置于所述底座内,所述转接支座设于所述旋转平台上,所述气爪设于所述转接支座上,所述气爪上设有电磁阀,所述安装板设于所述气爪上,所述定位块、侧压气缸和下压气缸设于所述安装板上,所述侧压气缸上设有侧压板,所述下压气缸和上设有下压块;
22.所述第二定位组件包括倾斜支撑座、平台安装板、x运动平台、球头柱塞、定位座、定位块;
23.所述倾斜支撑座设于所述送料运动平台上,所述平台安装板设于所述倾斜支撑座上,所述x运动平台设于所述平台安装板上,所述定位座设于所述x运动平台上,所述定位块设于所述定位座上,所述球头柱塞设于所述定位座和定位块上,所述倾斜支撑座与倾斜支座的倾斜方向相反,以使所述焊接夹具顶部焊接位置垂直于所述振镜焊接机构的焊接光路。
24.进一步地,所述振镜焊接机构包括z运动平台、振镜安装板、振镜焊接头、气刀、烟尘吸管和平台安装座;
25.所述z运动平台设于所述平台安装座上,振镜安装板设于所述z运动平台上,所述
振镜焊接头、气刀和烟尘吸管设于所述振镜安装板上。
26.与现有技术相比,本发明实施例主要有以下有益效果:
27.一种焊接夹具及激光焊接设备,固定板上设置有多个放置槽,第一夹持机构能够同时夹紧多个第一工件,多个第一工件夹持固定后,通过定位机构对第二工件进行定位,以对第一工件和第二工件的焊接位置进行焊接,可以同时定位夹紧多个金属薄片,保证每个焊接位置的精度,大大提高了焊接效率;焊接夹具利用凸轮结构和弹簧的作用力,实现一个动力同时夹紧左右两侧多个金属薄片,定位精度高;激光焊接设备可以兼容焊接夹具不同的放置形态,适用于不同角度的焊接,对于复杂的产品多层、多角度的焊接具有很好的效果;焊接夹具设计水平和竖直两种放置状态,分别对产品的前三层和顶部焊接,适用多层、多角度的焊接,结构紧凑,操作方便;根据焊接夹具两种形态设计的水平和竖直两种定位装置,定位精度较高,适用复杂产品的批量生产。
附图说明
28.为了更清楚地说明本发明的方案,下面将对实施例描述中所需要使用的附图作一个简单介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
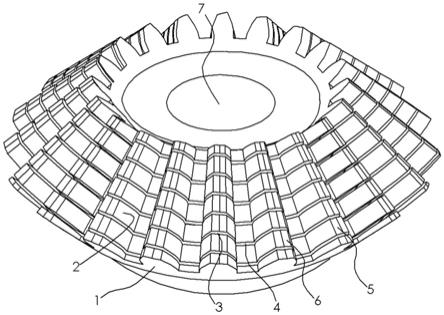
29.图1为本发明实施例中连接器产品的结构示意图;
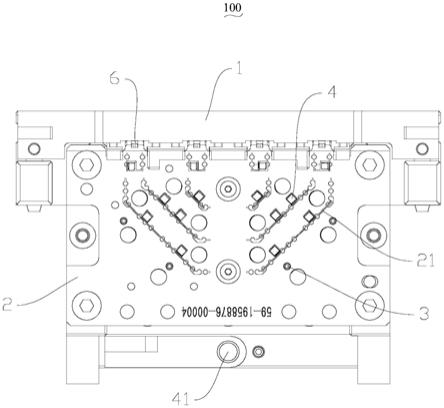
30.图2为本发明实施例中焊接夹具的结构示意图;
31.图3为本发明实施例中焊接夹具隐藏固定板后的结构示意图;
32.图4为本发明实施例中第二夹持机构与基板的连接关系示意图;
33.图5为本发明实施例中第二夹持机构的结构示意图;
34.图6为本发明实施例中激光焊接设备的结构示意图;
35.图7为本发明实施例中送料机构的结构示意图;
36.图8为本发明实施例中第一定位组件的结构示意图;
37.图9为本发明实施例中第二定位组件的结构示意图;
38.图10为本发明实施例中振镜焊接机构的结构示意图。
39.附图标记说明:
40.100、焊接夹具;1、基板;2、固定板;21、放置槽;3、定位机构;31、定位销;4、第一夹持机构;41、驱动组件;411、拨动块;412、凸轮结构;413、移动块;414、第二弹性件;42、夹持组件;421、固定块;422、活动压块;423、第一弹性件;424、凸台;5、限位块;6、导向块;7、第二夹持机构;71、导向座;72、顶部压块;73、弹性压板;74、扣合块;75、插销;8、送料机构;81、倾斜支座;82、送料运动平台;83、第一定位组件;831、旋转平台;832、转接支座;833、气爪;8331、电磁阀;834、安装板;835、侧压气缸;8351、侧压板;836、定位块;837、下压气缸;8371、下压块;84、第二定位组件;841、倾斜支撑座;842、平台安装板;843、x运动平台;844、球头柱塞;845、定位座;846、定位板;9、振镜焊接机构;91、z运动平台;92、振镜安装板;93、振镜焊接头;94、气刀;95、烟尘吸管;96、平台安装座。
具体实施方式
41.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本发明的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排它的包含。本发明的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
42.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
43.为了使本领域技术人员更好地理解本发明方案,下面将参照相关附图,对本发明实施例中的技术方案进行清楚、完整地描述。
44.实施例
45.如图2和图3所示,一种焊接夹具100,用于装夹第一工件和第二工件;
46.所述焊接夹具100包括基板1、固定板2、定位机构3和第一夹持机构4;
47.所述固定板2设于所述基板1上,所述固定板2上设有多个用于放置第一工件的放置槽21,所述第一夹持机构4设于所述基板1上,用于对所述放置槽21内的第一工件进行夹持,所述定位机构3设于所述固定板2上,用于定位所述第二工件。
48.本发明实施例提供的焊接夹具100,固定板2上设置有多个放置槽21,第一夹持机构4能够同时夹紧多个第一工件,多个第一工件夹持固定后,通过定位机构3对第二工件进行定位,以对第一工件和第二工件的焊接位置进行焊接;焊接夹具100能够同时夹紧多个第一工件,保证多个第一工件和第二工件上每个焊接位置的精度,在一个焊接夹具100对多个第一工件和第二工件同时焊接,大大提高了焊接效率。
49.在一个实施例中,焊接夹具100主要涉及激光焊接领域,可适用于连接器等产品多层、多角度的激光焊接设备,具体的,连接器包括多个不同形状的第一工件和多个第二工件,所述第一工件为金属薄片,所述第二工件为主体,多个不同形状的金属薄片和单层主体焊接后,中间装一层隔板后再装一层主体与金属薄片进行焊接,总共需要焊接三层主体,中间夹两层隔板,三层焊接完成后,最后焊接顶部将三层主体连接导通。
50.以图1所示的连接器产品进行举例,图1a为5个金属薄片和一层主体,金属薄片呈竖直或倾斜45度方向,通过焊接夹具100的第一夹持机构4一次性定位好5个金属薄片,再插入一层主体,定位机构3对主体进行定位,此为焊接的第一层,焊接位置为金属薄片与主体接触的两侧,每个位置点焊3-4个点,图1b为隔板,焊接完第一层后然后插入一层隔板,再装上第二层主体进行焊接,第二层焊接完后又插入一层隔板,再装第三层主体,图1c为焊好三层的半成品,三层焊接后最后焊接顶部触角处的小斜面,上述过程为焊接一个连接器产品的完整流程。
51.在一个实施例中,所述放置槽21为仿形槽,所述基板1上设有多个导向块6,导向块6便于第一工件的放置。
52.所述第一夹持机构4包括驱动组件41和夹持组件42,所述夹持组件42与所述驱动组件41连接,所述驱动组件41用于驱动所述夹持组件42靠近或远离所述放置槽21。
53.所述定位机构3包括多个设于所述固定板2上的定位销31,所述定位销31与所述第
二工件的销孔定位。
54.所述夹持组件42包括固定块421、活动压块422和第一弹性件423,所述固定块421固定设置于所述基板1上,所述第一弹性件423两端分别与所述固定块421和活动压块422连接,所述活动压块422位于所述基板1和固定板2之间,所述活动压块422上设有多个凸台424,所述凸台424穿过所述固定板2,所述活动压块422与所述驱动组件41连接,所述活动压块422在所述驱动组件41的驱动下沿远离所述放置槽21的方向移动,所述活动压块422在所述第一弹性件423的弹力下沿靠近所述放置槽21的方向移动,以使所述凸台424夹持所述放置槽21内的第一工件。
55.在一个实施例中,所述第一弹性件423为弹簧或弹片,优选的,所述弹簧为压缩弹簧。
56.所述基板1上设有限位块5,所述驱动组件41包括拨动块411、凸轮结构412、移动块413和第二弹性件414,所述第二弹性件414两端分别与所述限位块5和移动块413连接,所述凸轮结构412转动设置于所述基板1上,所述拨动块411与所述凸轮结构412连接,所述拨动块411用于驱动所述凸轮结构412转动,所述凸轮结构412在所述拨动块411的驱动下与所述移动块413抵接时,带动所述移动块413沿靠近所述活动压块422的方向移动,所述凸轮结构412在所述拨动块411的驱动下与所述移动块413脱离时,所述移动块413在所述第二弹性件414的弹力下沿远离所述活动压块422的方向移动。
57.在一个实施例中,所述第二弹性件414为弹簧或弹片,优选的,所述弹簧为压缩弹簧。
58.在一个实施例中,所述驱动组件41为一组,所述夹持组件42为两组,所述驱动组件41驱动两组所述夹持组件42对所述第一工件进行夹持;所述移动块413上设有两个第一斜面,两组所述夹持组件42中的活动压块422上设有与所述第一斜面抵接的第二斜面,优选的,第一斜面和第二斜面为45度。
59.所述焊接夹具100左右两边各定位一个产品,原理是利用拨动块411上的凸轮结构412推动移动块413,及利用第一弹性件423的作用力实现第一工件的夹紧和松开,图2中焊接夹具100为夹紧状态,限位块5和固定块421固定设置在基板1上,第一弹性件423预压紧安装在固定块421内,第一弹性件423预压紧安装在移动块413内,活动压块422在第一弹性件423的作用下压紧第一工件于固定板2的仿形槽的外侧,贴紧第一工件的是活动压块422上7个小凸台424,插入第一工件时,需要将拨动块411打向右边,凸轮结构412半径长的一面克服第一弹性件423和第二弹性件414的弹力顶着移动块413往前推,使第一弹性件423和第二弹性件414压缩,移动块413两侧45度的第一斜面又顶着活动压块422的第二斜面克服第一弹性件423的弹力往前45度方向移动,使焊接夹具100处于打开状态,此时可以取放第一工件;当拨动块411打回左边时,凸轮结构412半径短的一面转动至朝向活动压块422,活动压块422在两个第一弹性件423的弹力作用下压紧第一工件,移动块413在两个第二弹性件414的弹力作用下往下贴紧拨动块411;移动块413与基板1两侧具有导向,固定块421与活动压块422也有导向作用,配合精度较高。
60.如图4和图5所示,所述焊接夹具100还包括设于所述基座上的第二夹持机构7,所述第二夹持机构7包括导向座71、顶部压块72、弹性压板73、扣合块74和插销75,所述导向座71设有安装槽,所述弹性压板73设于所述安装槽内,所述顶部压块72设于所述弹性压板73
上,所述基座上设有插槽和扣合槽,所述插销75设于所述导向座71上,所述导向座71通过所述插销75与所述插槽配合,所述扣合块74转动设置于所述导向座71上并能够转动于所述扣合槽内。
61.焊接夹具100分为上下两部分,下部分包括基板1、固定板2、定位机构3和第一夹持机构4,为前述用于前三层的焊接,上部分包括第二夹持机构7,用于压紧前三层焊好后的顶部。顶部压块72装在导向座71的安装槽内,一个导向座71内有8个顶部压块72,顶部压块72有台阶卡住不会往下掉,上面装有弹性压板73,顶部压块72具有弹性相当于弹簧的作用,使得每个顶部压块72都充分地压紧产品,安装第二夹持机构7时,将插销75插在基座的销钉孔上,定位精度高,再扣紧扣合块74于基座的扣合槽内,焊接夹具100设置成分体式的上下两部分,方便操作。
62.焊接夹具100可以同时夹紧左右各5个金属薄片,当金属薄片定位夹紧后,再将一层产品主体的销孔对准定位销31,压入贴平固定板2,此时就可以将焊接夹具100放入焊接位进行定位并焊接,将三层产品主体依次装夹焊接完,形成半成品后进行顶部的焊接。前三层焊接时焊接夹具100水平放置,最后顶部的焊接需要将夹具竖直放置。
63.为了解决以上提出的技术问题,本发明实施例还提供了一种激光焊接设备,采用了如下所述的技术方案:
64.如图2、图4和图6所示,一种激光焊接设备,包括工作台、振镜焊接机构9、送料机构8和如上所述的焊接夹具100;
65.所述振镜焊接机构9和所述送料机构8设于所述工作台上,所述焊接夹具100设于所述送料机构8上,所述送料机构8用于驱动所述焊接夹具100移动至所述振镜焊接机构9的工作区域,所述振镜焊接机构9用于对所述焊接夹具100上的第一工件和第二工件进行激光焊接。激光焊接设备可以兼容焊接夹具100不同的放置形态,适用于不同角度的焊接,对于复杂的产品多层、多角度的焊接具有很好的效果;焊接夹具100设计水平和竖直两种放置状态,分别对产品的前三层和顶部焊接,适用多层、多角度的焊接,结构紧凑,操作方便;根据焊接夹具100两种形态设计的水平和竖直两种定位装置,定位精度较高,适用复杂产品的批量生产。
66.如图6和图7所示,所述送料机构8包括倾斜支座81、送料运动平台82、至少一个第一定位组件83和至少一个第二定位组件84;
67.所述送料运动平台82设于所述倾斜支座81上,所述第一定位组件83和第二定位组件84设于所述送料运动平台82上,所述第一定位组件83用于承载水平放置的所述焊接夹具100,以使焊接夹具100以所述倾斜支座81的倾斜角度下朝向所述振镜焊接机构9的焊接光路,所述第二定位组件84用于承载竖直放置的所述焊接夹具100,以使所述焊接夹具100顶部焊接位置朝向所述振镜焊接机构9的焊接光路。
68.在一个实施例中,倾斜支座81的倾斜角度为30度。倾斜支座81设置为倾斜30度是为了前三层的焊接,由于激光是垂直向下的,焊接的地方是金属薄片的侧面,因此,使金属薄片倾斜一定角度避免挡光。
69.如图7和图8所示,所述第一定位组件83包括底座、旋转平台831、转接支座832、气爪833、安装板834、侧压气缸835、定位板846和下压气缸837;
70.所述底座设于所述送料运动平台82上,所述旋转平台831下端设有气动滑环,所述
气动滑环转动设置于所述底座内,所述转接支座832设于所述旋转平台831上,所述气爪833设于所述转接支座832上,所述气爪833上设有电磁阀8331,所述安装板834设于所述气爪833上,所述定位板846、侧压气缸835和下压气缸837设于所述安装板834上,所述侧压气缸835上设有侧压板8351,所述下压气缸837和上设有下压块8371。
71.图8中第一定位组件83为夹紧状态,放焊接夹具100前气爪833张开,侧压气缸835和下压气缸837都是松开状态,将焊接夹具100水平放入第一定位组件83的安装板834上,气爪833和侧压气缸835夹紧使焊接夹具100贴紧定位板846,下压气缸837再往下压紧产品主体,下压块8371设有仿形槽,下压块8371能够避开金属薄片的焊接位置,解决如何实现对焊接夹具100的定位和压紧,并且避空多个金属薄片的焊接位置的问题;夹紧固定后,送料运动平台82将焊接夹具100送到焊接位进行激光焊接,由于金属薄片不规则,因此要旋转不同角度进行焊接,通过设置气动滑环,气管和线可以随动旋转,前三层每层高度不一样,振镜焊接机构9随着移动相对应高度,使激光焦点在焊接面上,保证每层的焊接效果,焊接完成后,送料运动平台82回到放料位。
72.如图7和图9所示,所述第二定位组件84包括倾斜支撑座841、平台安装板842、x运动平台843、球头柱塞844、定位座845、定位板846;
73.所述倾斜支撑座841设于所述送料运动平台82上,所述平台安装板842设于所述倾斜支撑座841上,所述x运动平台843设于所述平台安装板842上,所述定位座845设于所述x运动平台843上,所述定位板846设于所述定位座845上,所述球头柱塞844设于所述定位座845和定位板846上,所述倾斜支撑座841与倾斜支座81的倾斜方向相反,以使所述焊接夹具100顶部焊接位置垂直于所述振镜焊接机构9的焊接光路。
74.最后焊接产品的顶部时焊接夹具100需要竖直摆置,由于焊接位置是平面,因此倾斜支撑座841反向倾斜使焊接位置水平,方便激光焊接。焊接产品的顶部时,将焊接夹具100竖直放入定位座845,侧面各有两个球头柱塞844顶紧,球头柱塞844有一定的弹性,放料时可以精确的将焊接夹具100定位。
75.如图10所示,所述振镜焊接机构9包括z运动平台91、振镜安装板92、振镜焊接头93、气刀94、烟尘吸管95和平台安装座96;
76.所述z运动平台91设于所述平台安装座96上,振镜安装板92设于所述z运动平台91上,所述振镜焊接头93、气刀94和烟尘吸管95设于所述振镜安装板92上。前三层每层高度不一样,z运动平台91随着移动对应高度,事先会判断装夹的是第几层,每一层都对应焊接高度,以保证每层的焊接效果,产品良率高。
77.显然,以上所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,附图中给了本发明的较佳实施例,但并不限制本发明的专利范围。本发明可以以许多不同的形式来实现,相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员而言,其依然可以对前述各具体实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等效替换。凡是利用本发明说明书及附图内容所做的等效结构,直接或间接运用在其他相关的技术领域,均同理在本发明专利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。