1.本发明涉及针织面料技术领域,具体涉及一种中空立体感保暖面料及其制备方法。
背景技术:
2.在寒冷天气或者地区,由于市面上普遍的保暖面料都不具备较好的保暖效果,人们经常多件衣物叠穿来达到他们的保暖需求,但穿着过多容易导致行动不便、不美观且舒适感差,因此造成了人们的较大困扰。目前,市面上多数保暖面料都是通过抓毛和摇粒效果来提升面料的保暖性,但这种面料缺少立体感,穿着笨重、透气性差,柔软性差且不蓬松,不能较好的满足使用者的需求。因此,亟需开发一种的保暖面料来改善传统保暖面料的厚重感,增加面料的柔软性、蓬松性和透气性,以丰富消费者的选择和满足其使用需求。
技术实现要素:
3.本发明的目的是为了解决上述现有技术的不足而提供一种中空立体感保暖面料及其制备方法,通过采用棉纱和中空涤纶纱为原料,结合独特的编织结构设计织造成双面布面料,经染整加工和定型处理得到的面料具有良好的蓬松立体感、柔软手感、保暖效果和尺寸稳定性,并且所述制备方法易于工业化实施,成本低且生产效率高,制得的面料品质高且质量稳定。
4.本发明的目的通过下述技术方案予以实现:一种中空立体感保暖面料的制备方法,包括如下步骤:
5.a、面料织造:通过针织大圆机双面机将纱线织造成双面布面料;
6.b、染整加工:先对步骤a所得面料进行除油和高温煮漂,再经过酸除氧后,进行染色加工和制软处理;
7.c、后整理加工:将步骤b所得面料依次进行脱水、开边、平幅开布、松布、抓毛和成品定型处理,即制得所述中空立体感保暖面料。
8.进一步的,在步骤a中,所述双面布面料采用的纱线包括棉纱和中空涤纶纱,所述中空涤纶纱中的涤纶含量为40-60%。
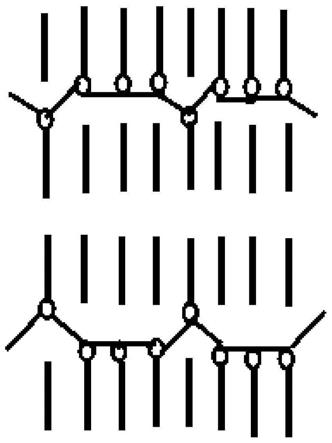
9.进一步的,所述双面布面料是由第一成圈系统和第二集圈系统为一个最小循环组成,所述第一成圈系统和第二集圈系统均包括上针和下针,所述上针和下针均包括低档编织位a 和高档编织位b,所述上针的排列顺序为abbb,所述下针的排列顺序为baaa;所述第一成圈系统按上针到下针的排列顺序依次为浮线组织、成圈组织、成圈组织、浮线组织;所述第二集圈系统按上针到下针的排列顺序依次为成圈组织、浮线组织、浮线组织、成圈组织。进一步的,所述第一成圈系统采用的纱线为中空涤纶纱,所述第二集圈系统采用的纱线为棉纱。其中,所述中空涤纶纱的外层为涤纶黏胶混纺纤维,芯层为涤纶短纤维,采用包芯技术纺纱将涤纶短纤维包裹在涤纶黏胶混纺纱纤维的内部,再通过加入烧碱在90-105℃条件下处理60-80min,将芯层的涤纶短纤维溶解后形成具有中空结构的中空涤纶纱。所述中
空涤纶纱中的涤纶成分为10-90%,黏胶成分为90-10%。更优选的,所述中空涤纶纱中的涤纶成分为40-60%。
10.具体地,所述双面布面料的菱角示意如下表所示,其中
“─”
表示为浮线组织,“﹀”或“︿”表示为成圈组织。所述双面布面料以100针为基准,其纱线长度为26-28cm,针寸数为20g33”。本发明通过上下盘针相错成圈的编织设计形成竖条立体效果,增强面料的立体感和纹理感;并且采用中空涤纶纱和棉纱为纱线原料进行织造,能够显著提高面料的保暖性和蓬松感。
[0011][0012]
进一步的,在步骤b中,所述除油和高温煮漂的具体步骤为:在60-80℃条件下,将面料置于浓度为0.4-0.6g/l的氨基硅油中浸轧8-10min。
[0013]
进一步的,在步骤b中,所述过酸除氧的具体步骤为:将面料浸泡于1.0-1.5g/l醋酸溶液中6-8min,所述醋酸溶液的温度为60-80℃。
[0014]
进一步的,在步骤b中,所述染色加工的具体步骤为:(1)先对面料浸入煮布液中进行煮布处理,所述煮布液包括碳酸钠8-10g/l、过氧化氢4-6g/l、氢氧化钠3-5g/l和氨基硅油0.4-0.6g/l,所述煮布温度为80-105℃,煮布时间为80-100min;(2)调整温度至80-90℃,再加入1-2g/l的白助剂进行染色,染色时间为10-25min。
[0015]
进一步的,在步骤b中,所述制软处理的具体步骤为:将染色后的面料浸轧于5.25-8.0g/l 的制软剂中,所述制软温度为50-80℃,制软时间为20-40min。
[0016]
进一步的,在步骤c中,所述成品定型的具体步骤为:将定型机进行定型处理,所述定型机的浆槽内装有2kg-6kg的免烫树脂;所述定型机的温度为120-140℃,机速为5-8m/min,超喂为15-20%,所述定型机机架的门幅(宽度)设定为70-73英寸。
[0017]
在上述制备步骤中,首先通过除油和高温煮漂处理能够去除面料中的油污组分、杂质以及纺织纤维材料中的天然杂质,并且经煮漂后的面料更易上色,同时能提高纤维的毛细效应,提升面料的吸湿排湿效果,提高了面料的润湿性和精练程度,保型效果更好,且能更好的保持纱线的中空效果。然后进行染色加工和制软处理,煮布的过程能够使得面料的浸润性和吸水性提高,进而更易于染色,染色效果好;同时在染缸内进行制软处理能够增加面料的柔软手感和蓬松度,增加面料的蓬松效果会带来面料内部的静止空气,从而在一定程度上给面料附加一定的保暖效果。而后,步骤c对面料进行一系列的脱水、开边、平幅开布、松布、抓毛和成品定型处理,其中,由于经染色加工后的面料会有些疏松,面料经洗涤后的尺寸稳定性会变差,因而在成品定型处理中通过加入免烫树脂处理,相比于过传统的缩水机,本发明的面料具有更好的洗涤规格稳定性。通过定型机的免烫树脂热定型处理使面
料产生收缩,可改善织物的纵向形变,提升织物纵向洗后的稳定性,进而提高面料的尺寸稳定性。
[0018]
如上述制备方法制备得到一种中空立体感保暖面料,所述面料通过采用棉纱和中空涤纶纱织造成双面布面料,其中结合独特的编织结构设计使所织面料具有良好的蓬松立体感和纹理感,相比于普通的双面布面料,本发明的中空立体感保暖面料的手感柔软、尺寸稳定性好,三维立体感强且保暖性好,可作为保暖产品生产。
[0019]
本发明的有益效果在于:本发明公开了一种中空立体感保暖面料及其制备方法,通过采用棉纱和中空涤纶纱为纱线原料,结合独特的编织结构设计以及配合相应的染整工艺,所制得的面料具有良好的蓬松立体感、柔软手感和保暖效果;通过除油、高温煮漂、染色加工和制软处理的组合工艺提高了面料的浸润性和吸湿性,使面料柔软舒适、既透气又保暖;在后整理定型过程中采用免烫树脂处理工艺,可大幅提高面料的尺寸稳定性,降低面料缩水,提升面料品质。
附图说明
[0020]
图1为本发明所述双面布面料的编织结构图。
[0021]
图2为本发明所述中空涤纶纱的结构示意图。
[0022]
附图标记:1-中空空腔、2-涤纶黏胶混纺纱纤维。
具体实施方式
[0023]
为了便于本领域技术人员的理解,下面结合实施例对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
[0024]
实施例1
[0025]
一种中空立体感保暖面料的制备方法,包括如下步骤:
[0026]
a、面料织造:通过针织大圆机双面机将纱线织造成双面布面料;
[0027]
b、染整加工:先对步骤a所得面料进行除油和高温煮漂,再经过酸除氧后,进行染色加工和制软处理;
[0028]
c、后整理加工:将步骤b所得面料依次进行脱水、开边、平幅开布、松布、抓毛和成品定型处理,即制得所述中空立体感保暖面料。
[0029]
进一步的,在步骤a中,所述双面布面料采用的纱线为30s/1bci精棉纱和30s/1中空涤纶纱。
[0030]
进一步的,所述双面布面料是由第一成圈系统和第二集圈系统为一个最小循环组成,所述第一成圈系统和第二集圈系统均包括上针和下针,所述上针和下针均包括低档编织位a 和高档编织位b,所述上针的排列顺序为abbb,所述下针的排列顺序为baaa;所述第一成圈系统按上针到下针的排列顺序依次为浮线组织、成圈组织、成圈组织、浮线组织;所述第二集圈系统按上针到下针的排列顺序依次为成圈组织、浮线组织、浮线组织、成圈组织。进一步的,所述第一成圈系统采用的纱线为中空涤纶纱,所述第二集圈系统采用的纱线为棉纱。所述双面布面料以100针为基准,其纱线长度为26cm,针寸数为20g33”。
[0031]
进一步的,在步骤b中,所述除油和高温煮漂的具体步骤为:在60℃条件下,将面料置于浓度为0.4g/l的氨基硅油中浸轧10min。
[0032]
进一步的,在步骤b中,所述过酸除氧的具体步骤为:将面料浸泡于1.0g/l醋酸溶液中8min,所述醋酸溶液的温度为60℃。
[0033]
进一步的,在步骤b中,所述染色加工的具体步骤为:(1)先对面料浸入煮布液中进行煮布处理,所述煮布液包括碳酸钠8g/l、过氧化氢4g/l、氢氧化钠3g/l和氨基硅油0.4g/l,所述煮布温度为80℃,煮布时间为100min;(2)调整温度至80℃,再加入1.2g/l的白助剂进行染色,染色时间为15min。
[0034]
进一步的,在步骤b中,所述制软处理的具体步骤为:将染色后的面料浸轧于5.5g/l 的制软剂中,所述制软温度为50℃,制软时间为40min。
[0035]
进一步的,在步骤c中,所述成品定型的具体步骤为:将定型机进行定型处理,所述定型机的浆槽内装有3kg的免烫树脂;所述定型机的温度为120℃,机速为5m/min,超喂为15%,所述定型机机架的门幅(宽度)设定为70英寸。
[0036]
实施例2
[0037]
一种中空立体感保暖面料的制备方法,包括如下步骤:
[0038]
a、面料织造:通过针织大圆机双面机将纱线织造成双面布面料;
[0039]
b、染整加工:先对步骤a所得面料进行除油和高温煮漂,再经过酸除氧后,进行染色加工和制软处理;
[0040]
c、后整理加工:将步骤b所得面料依次进行脱水、开边、平幅开布、松布、抓毛和成品定型处理,即制得所述中空立体感保暖面料。
[0041]
进一步的,在步骤a中,所述双面布面料采用的纱线为30s/1bci精棉纱和30s/1中空涤纶纱。
[0042]
进一步的,所述双面布面料是由第一成圈系统和第二集圈系统为一个最小循环组成,所述第一成圈系统和第二集圈系统均包括上针和下针,所述上针和下针均包括低档编织位a 和高档编织位b,所述上针的排列顺序为abbb,所述下针的排列顺序为baaa;所述第一成圈系统按上针到下针的排列顺序依次为浮线组织、成圈组织、成圈组织、浮线组织;所述第二集圈系统按上针到下针的排列顺序依次为成圈组织、浮线组织、浮线组织、成圈组织。进一步的,所述第一成圈系统采用的纱线为中空涤纶纱,所述第二集圈系统采用的纱线为棉纱。所述双面布面料以100针为基准,其纱线长度为28cm,针寸数为20g33”。
[0043]
进一步的,在步骤b中,所述除油和高温煮漂的具体步骤为:在70℃条件下,将面料置于浓度为0.5g/l的氨基硅油中浸轧8min。
[0044]
进一步的,在步骤b中,所述过酸除氧的具体步骤为:将面料浸泡于1.3g/l醋酸溶液中8min,所述醋酸溶液的温度为70℃。
[0045]
进一步的,在步骤b中,所述染色加工的具体步骤为:(1)先对面料浸入煮布液中进行煮布处理,所述煮布液包括碳酸钠8g/l、过氧化氢5g/l、氢氧化钠4g/l和氨基硅油0.5g/l,所述煮布温度为90℃,煮布时间为90min;(2)调整温度至90℃,再加入1.5g/l的白助剂进行染色,染色时间为15min。
[0046]
进一步的,在步骤b中,所述制软处理的具体步骤为:将染色后的面料浸轧于6.5g/l 的制软剂中,所述制软温度为65℃,制软时间为30min。
[0047]
进一步的,在步骤c中,所述成品定型的具体步骤为:将定型机进行定型处理,所述定型机的浆槽内装有3kg的免烫树脂;所述定型机的温度为130℃,机速为7m/min,超喂为
15%,所述定型机机架的门幅(宽度)设定为72英寸。
[0048]
实施例3
[0049]
一种中空立体感保暖面料的制备方法,包括如下步骤:
[0050]
a、面料织造:通过针织大圆机双面机将纱线织造成双面布面料;
[0051]
b、染整加工:先对步骤a所得面料进行除油和高温煮漂,再经过酸除氧后,进行染色加工和制软处理;
[0052]
c、后整理加工:将步骤b所得面料依次进行脱水、开边、平幅开布、松布、抓毛和成品定型处理,即制得所述中空立体感保暖面料。
[0053]
进一步的,在步骤a中,所述双面布面料采用的纱线为30s/1bci精棉纱和30s/1中空涤纶纱。
[0054]
进一步的,所述双面布面料是由第一成圈系统和第二集圈系统为一个最小循环组成,所述第一成圈系统和第二集圈系统均包括上针和下针,所述上针和下针均包括低档编织位a 和高档编织位b,所述上针的排列顺序为abbb,所述下针的排列顺序为baaa;所述第一成圈系统按上针到下针的排列顺序依次为浮线组织、成圈组织、成圈组织、浮线组织;所述第二集圈系统按上针到下针的排列顺序依次为成圈组织、浮线组织、浮线组织、成圈组织。进一步的,所述第一成圈系统采用的纱线为中空涤纶纱,所述第二集圈系统采用的纱线为棉纱。所述双面布面料以100针为基准,其纱线长度为28cm,针寸数为20g33”。
[0055]
进一步的,在步骤b中,所述除油和高温煮漂的具体步骤为:在80℃条件下,将面料置于浓度为0.6g/l的氨基硅油中浸轧8min。
[0056]
进一步的,在步骤b中,所述过酸除氧的具体步骤为:将面料浸泡于1.5g/l醋酸溶液中6min,所述醋酸溶液的温度为80℃。
[0057]
进一步的,在步骤b中,所述染色加工的具体步骤为:(1)先对面料浸入煮布液中进行煮布处理,所述煮布液包括碳酸钠10g/l、过氧化氢6g/l、氢氧化钠3g/l和氨基硅油 0.6g/l,所述煮布温度为105℃,煮布时间为80min;(2)调整温度至90℃,再加入2g/l 的白助剂进行染色,染色时间为20min。
[0058]
进一步的,在步骤b中,所述制软处理的具体步骤为:将染色后的面料浸轧于8.0g/l 的制软剂中,所述制软温度为80℃,制软时间为20min。
[0059]
进一步的,在步骤c中,所述成品定型的具体步骤为:将定型机进行定型处理,所述定型机的浆槽内装有5kg的免烫树脂;所述定型机的温度为140℃,机速为8m/min,超喂为18%,所述定型机机架的门幅(宽度)设定为72英寸。
[0060]
对比例1
[0061]
本对比例与实施例2的区别在于:在步骤a中,所述双面布面料采用的纱线为30s/1bci 精棉纱和30s/1t/r纱线。
[0062]
将上述实施例2和对比例1所制得的面料进行相关物理指标和性能测试,结果如下表 1-2所示:
[0063]
表1面料的物理指标测试数据表
[0064][0065]
表2保暖系数和蓬松度测试数据表
[0066][0067]
由上述表1-2的数据可知,实施例2和对比例1均表现出较好的抗起毛球和胀破性能,但从经水洗后面料的缩水程度上来看,实施例2所制得的面料具有较好的尺寸稳定性,水洗后形变较小;从保暖系数测试结果可以看出,实施例2所制得的面料的保暖系数高达0.71,远远高于对比例1的0.30,说明实施例2所制得的面料具有更好的保暖性能;从蓬松度测试结果可知,实施例2所制得的面料更为蓬松柔软,立体感强。综上可以说明,本发明采用棉纱与中空涤纶纱为原料,结合独特的编织结构设计织造而成的双面布面料,并经过本发明所述的染整工艺和定型处理使得所述面料具有较好的蓬松立体感和尺寸稳定性、柔软手感且优异的保暖性能。
[0068]
上述的具体实施例是对本发明技术方案和有益效果的进一步说明,并非对实施方式的限定。对本领域技术人员来说,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。