技术特征:
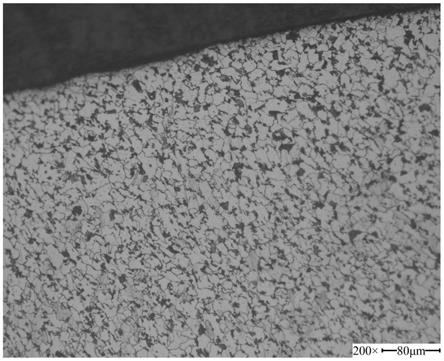
1.一种高强高韧性防滑链用盘条,其特征在于,按重量百分比配比,包括以下组成成分:c:0.15~0.20%,si:≤0.10%,mn:0.60~0.90%,p:≤0.025%,s:≤0.025%,al:0.020~0.045%,b:0.0010~0.0050%,cr:0.15~0.30%,其余为fe和不可避免的杂质。2.如权利要求1所述的一种高强高韧性防滑链用盘条,其特征在于:该盘条热轧态下抗拉强度470~520mpa,断面收缩率≥50%,铁素体晶粒度9.5~10.5级。3.如权利要求1所述的一种高强高韧性防滑链用盘条,其特征在于:该盘条的生产方法包括如下步骤:s1、转炉/电炉,将铁水和清洗后的废钢放入转炉中,而后将石灰石、轻烧、返矿以及萤石混合,将其混合后的物质作为添加物,造氧化性渣,去除钢水中的p、s以及si元素;s2、lf精炼,钢水到站,以钢芯铝脱氧,同时根据实际检测成分,通过添加增碳剂30~80kg、高碳锰1100~1300kg、高碳铬300~450kg、硼铁20~30kg以及硼铁合金25~30kg保证成分达到最终控制要求;s3、连铸,中包上水口采用至少φ28mm大口径水口,钢水过热度控制在25~38℃,正常拉速2.5m/min,结晶器水量150m3/h;二冷采用0.7l/kg;s4、加热炉,方坯采用冷装,避免裂纹和混晶组织出现;并使用加热炉加热,加热时间为120min;s5、轧制,轧制时采用高速线材轧机,开轧温度为950~1010℃,坯料出炉后采用高压水除鳞,精轧机入口温度900~940℃,减定径入口温度控制在860~900℃,吐丝温度控制在860~900℃;s6、斯太尔摩线冷却,根据盘条规格φ5.5mm~22mm,确定匹配的斯太尔摩线辊道速度6.0~20m/min,同时打开部分保温罩,根据规格开启1-6段保温罩,其余保温罩关闭,风机全部关闭。4.如权利要求3所述的一种高强高韧性防滑链用盘条的生产方法,其特征在于:在所述s1中,转炉最终控制要求:1)终点c≥0.07%,p≤0.015%,si≤0.01%;2)出钢温度为1620~1660℃。5.如权利要求3所述的一种高强高韧性防滑链用盘条的生产方法,其特征在于:在所述s2中,精炼时间≥35min、白渣保持时间≥15min;严禁回浇余操作,纯钙线喂入200~400m。6.如权利要求3所述的一种高强高韧性防滑链用盘条的生产方法,其特征在于:在所述s3中,需要使用到电磁搅拌器,其采用m-ems:200a
×
5hz。7.如权利要求3所述的一种高强高韧性防滑链用盘条的生产方法,其特征在于:在所述
s4中,使用加热炉加热时,加热段的温度为980~1040℃,均热段的温度为1060~1120℃。8.如权利要求3所述的一种高强高韧性防滑链盘条的生产方法,其特征在于:在所述s6中,斯太尔摩线采控制冷却工艺,用于实现盘条的抗拉强度470~520mpa,铁素体晶粒度9.5~10.5级。
技术总结
本申请公开了一种高强高韧性防滑链用盘条,按重量百分比配比,包括以下组成成分:C:0.15~0.20%,Si:≤0.10%,Mn:0.60~0.90%,P:≤0.025%,S:≤0.025%,Al:0.020~0.045%,B:0.0010~0.0050%,Cr:0.15~0.30%,其余为Fe和不可避免的杂质;其技术要点为,本发明盘条成分在一个合理的范围内,其抗拉强度控制在470~520MPa,具备良好的塑性指标;同时为提高材料前期加工性能,进一步降低Si元素含量,减少用户使用过程中加工硬化率;加入Al元素提高冷变形能力;加入适量的Cr元素,提高防滑链成品抗拉强度;热轧态盘条加工性能优良,不退火状态下可满足大变形量拉拔加工,节省能源,方便使用;防滑链成品强度高韧性好,满足重卡车用防滑链标准。满足重卡车用防滑链标准。满足重卡车用防滑链标准。
技术研发人员:陈占杰 杨晓奇 武宝庆 欧阳瑜 邓保全 杜亚伟 宋素格 刘松 董尉民 呼玉东 贾黎杰 贾旭岗 王玉存 吕亚 丁兰峰
受保护的技术使用者:安阳钢铁集团有限责任公司
技术研发日:2021.11.30
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。