1.本发明涉及船舶建造技术领域,尤其涉及一种双相不锈钢化学品船甲板舱吊装精度控制方法。
背景技术:
2.在货运船舶设计建造过程中,为了提高产品载重量和装运货物的灵活性,经常会在甲板上设置2个或者4个甲板舱来增加液货仓数量。甲板舱分段外观呈八棱柱体形状,其两侧面艏端和艉端各设置一块连接板,上面有两个螺栓孔。甲板面上,每个甲板舱分段对应设置两个甲板舱基座,基座顶部也设置带有螺栓孔的连接板,在甲板舱吊装后,上下连接板之间的螺栓孔内穿入螺栓进行固定。
3.专利号cn111703553a公开了一种化学品船甲板舱的建造精度控制方法,该方法提高了甲板舱的建造精度,缩短建造周期。但是上述现有技术中的船舶在航行时会出现横倾、纵倾、横摇等多种情况,甲板面上的甲板舱分段前后左右方向仅靠八块连接板中间的16个高强度螺栓进行固定,当螺栓与连接板中间的间隙过大时会导致在船舶航行时甲板舱分段固定不稳定出现较大晃动,同时对螺栓有较大磨损降低螺栓使用寿命。
技术实现要素:
4.为了克服上述现有技术的不足,本发明提供一种殊船舶甲板舱吊装精度控制方法。本发明一种殊船舶甲板舱吊装精度控制方法要能够满足甲板舱吊装精度要求,使甲板舱分段安装到位,提高了工作效率,缩短了吊装时间。
5.为达到上述目的,本发明采用的技术方案:
6.一种双相不锈钢化学品船甲板舱吊装精度控制方法,该方法通过使用全站仪测量甲板舱连接板上的螺栓孔的三维尺寸,根据测量甲板舱连接板上的螺栓孔的三维尺寸调整甲板舱基座的安装位置,使甲板舱基座连接板上螺栓孔的位置与甲板舱连接板上螺栓孔的位置在安装时能够重合,在甲板舱基座位置调整结束并安装好后,将甲板舱安装在甲板舱基座上,该方法具体包括如下步骤:
7.第一步,将甲板舱分段外围脚手架全部拆除,使甲板舱连接板上的所有螺栓孔不被遮挡,同时将甲板舱分段水平放置在施工平台上;
8.第二步,制作圆形贴片,将圆形贴片贴在甲板舱连接板上的螺栓孔下表面处,每个甲板舱连接板上的螺栓孔下表面均贴上圆形贴片,所述圆形贴片的十字中心点与螺栓孔中心点重合;
9.第三步,利用全站仪对甲板舱中心线两端点和每个甲板舱连接板上的螺栓孔下表面预贴的圆形贴片进行测量,并记录测量点的三维坐标;
10.第四步,将记录测量点的三维坐标导入电脑软件进行调节,甲板舱中心线两端点确定x向,所有甲板舱连接板上的螺栓孔下表面预贴的圆形贴片测量点确定xy平面,调整完成后,利用电脑软件测量每个甲板舱连接板上的螺栓孔之间的尺寸数据,并绘制甲板舱连
接板上的螺栓孔尺寸图;
11.第五步,根据绘制的甲板舱连接板上的螺栓孔尺寸图调整甲板舱基座在船舶加强板上的安装位置,甲板舱基座位置调整完成后,将甲板舱基座底部焊接在船舶加强板上;
12.第六步,在甲板舱基座上安装甲板舱基座连接板,使甲板舱分段安装时使甲板舱基座连接板上螺栓孔的位置与甲板舱连接板上螺栓孔的位置重合,螺栓穿入每个螺栓孔并拧紧螺母;
13.第七步,在所有螺栓拧紧后,甲板舱分段安装结束。
14.上述第一步中的甲板舱分段为正八棱柱体形,所述甲板舱分段一侧面安装两个甲板舱连接板,在相对侧面上相同位置安装两个甲板舱连接板。
15.上述第一步中的甲板舱连接板整体呈梯形状,所述甲板舱连接板四个角为圆弧角,所述甲板舱连接板长边与甲板舱分段连接,在靠近甲板舱连接板短边的端面中部开有两个相同的螺栓孔,所述螺栓孔直径为 48mm。
16.上述第二步中的圆形贴片为铝制圆片,所述圆形贴片直径为48mm,所述圆形贴片中心为十字形标记。
17.上述第三步中的甲板舱中心线为甲板舱分段两个正八边形端面中心点连线所在的直线。
18.上述第三步中的甲板舱中心线两端点为甲板舱中心线所在直线上两点,所述甲板舱中心线两端点在甲板舱分段两端面外侧。
19.上述第四步中的尺寸数据为利用autocad软件测量四个甲板舱连接板上共八个螺栓孔的相对长宽尺寸,长宽尺寸包括在同一侧面上两个甲板舱连接板上螺栓孔的长度尺寸l1和l2,相对侧面上两个甲板舱连接板上螺栓孔的宽度尺寸l3、l4、l5和l6,相对侧面上两个甲板舱连接板上螺栓孔的斜向尺寸l7和l8,所述八个螺栓孔的相对长宽尺寸为有限元软件patran建模设计时的尺寸。
20.上述第五步中的甲板舱基座整体呈梯形状,所述甲板舱基座上部有凹槽,所述甲板舱基座顶部两端连接有甲板舱基座连接板,所述凹槽与甲板舱分段端面形状相同。
21.上述第六步中的甲板舱基座连接板形状与甲板舱连接板相同,所述两个甲板舱基座连接板长边朝向凹槽内水平连接在甲板舱基座顶部两端,所述甲板舱基座连接板上的螺栓孔直径为48mm。
22.基于上述方案,本发明的方法经过实践取得了积极有益的效果:
23.1.本发明通过对甲板舱四块连接板螺栓孔的三维尺寸的测量,使甲板舱分段准确安装,提高了甲板舱分段吊装精度。
24.2.本发明通过控制甲板舱连接板和甲板舱基座连接板螺栓孔偏差控制在2mm以内,提高了甲板舱安装稳定性,提高了螺栓使用寿命,使甲板舱使用周期延长。
25.3.本发明通过对甲板舱四块连接板螺栓孔的三维尺寸的测量使甲板舱分段吊装到位,提高了工作效率,缩短了吊装时间。
附图说明
26.图1是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的甲板舱分段示意图。
27.图2是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的中的甲板舱基座示意图。
28.图3是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的甲板舱连接板示意图。
29.图4是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的圆形贴片示意图。
30.图5是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的甲板舱连接板螺栓孔尺寸示意图。
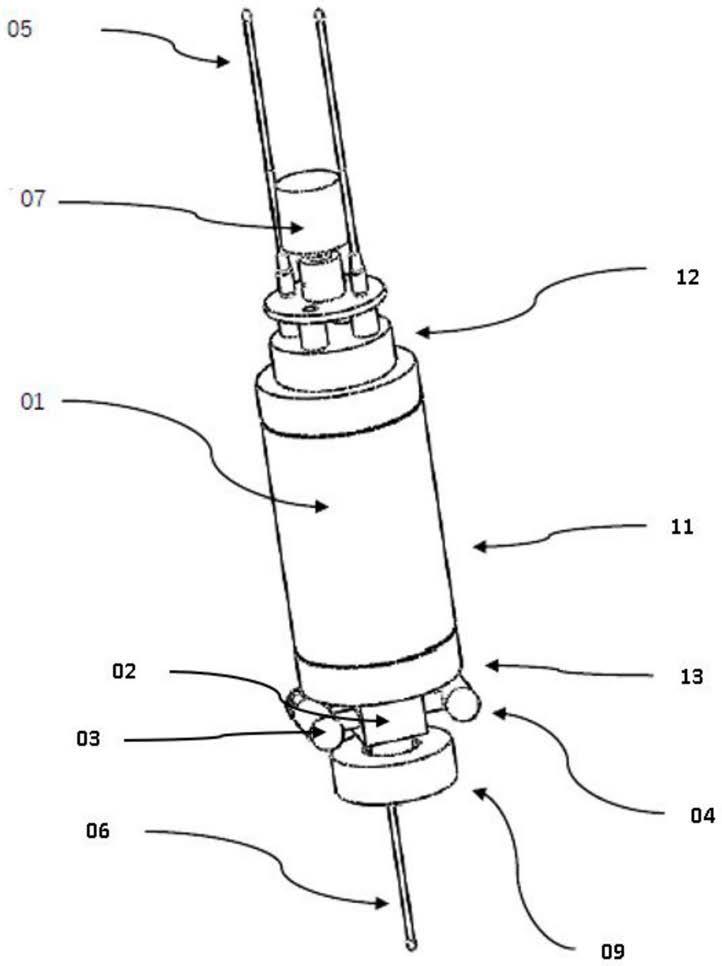
31.图6是本发明一种双相不锈钢化学品船甲板舱吊装精度控制方法中的甲板舱分段吊装示意图。
32.图中标注的含义为:
33.1.甲板舱分段;2.甲板舱连接板;3.甲板舱基座连接板;4.甲板舱基座;5.螺栓孔;6.圆形贴片。
具体实施方式
34.为了使本发明的技术方案、目的和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围,此外,在以下说明中,省略了公知结构和技术的描述,以避免不必要的混淆本发明的概念。
35.如图5所示,本发明提供一种双相不锈钢化学品船甲板舱吊装精度控制方法具体实施方式如下。
36.本发明属于一种双相不锈钢化学品船甲板舱吊装精度控制方法,如图1所示,该双相不锈钢化学品船的甲板舱分段1为正八棱柱体形,所述甲板舱分段1一个侧面安装两个甲板舱连接板2,在相对侧面上相同位置安装两个甲板舱连接板2,该双相不锈钢化学品船的甲板舱整体安装在船舶尾部上层建筑左右舷处。
37.本发明的方法通过使用全站仪测量甲板舱连接板上的螺栓孔的三维尺寸,根据测量甲板舱连接板上的螺栓孔的三维尺寸调整甲板舱基座的安装位置,使甲板舱基座连接板上螺栓孔的位置与甲板舱连接板上螺栓孔的位置在安装时能够重合,在甲板舱基座位置调整结束并安装好后,将甲板舱安装在甲板舱基座上。
38.上述精度控制方法具体包括如下实施步骤:
39.第一步,将甲板舱分段1外围脚手架全部拆除,使甲板舱连接板2 上的所有螺栓孔5不被遮挡,同时将甲板舱分段1水平放置在施工平台上,甲板舱分段1如图1所示,甲板舱分段1放置在施工平台上方便后续测量与操作。所述甲板舱分段1为正八棱柱体形,所述甲板舱分段1 一侧面安装两个甲板舱连接板2,在相对侧面上相同位置安装两个甲板舱连接板2。甲板舱连接板2整体呈梯形状,所述甲板舱连接板2四个角为圆弧角,所述甲板舱连接板2长边与甲板舱分段1连接,在靠近甲板舱连接板2短边的端面中部开有两个相同的螺栓孔5,所述螺栓孔5 直径为48mm。
40.第二步,制作圆形贴片6,将圆形贴片6贴在甲板舱连接板2上的螺栓孔5下表面处,每个甲板舱连接板2上的螺栓孔5下表面均贴上圆形贴片6,所述圆形贴片6的十字中心点与
螺栓孔5中心点重合,圆形贴片如图4所示,方便利用全站仪测量甲板舱连接板2上所有螺栓孔的尺寸数据。此处圆形贴片6为铝制圆片,所述圆形贴片直径为48mm,所述圆形贴片6中心为十字形标记。
41.第三步,利用全站仪对甲板舱中心线7两端点和每个甲板舱连接板 2上的螺栓孔5下表面预贴的圆形贴片6进行测量,并记录测量点的三维坐标,甲板舱连接板如图3所示,记录测量点的三维坐标方便后续导入autocad软件中进行后续测量。甲板舱中心线7为甲板舱分段1两个正八边形端面中心点连线所在的直线。甲板舱中心线7两端点为甲板舱中心线7所在直线上两点,所述甲板舱中心线7两端点在甲板舱分段1 两端面外侧。
42.第四步,将记录测量点的三维坐标导入电脑软件进行调节,该电脑软件为常规的cad软件,可以选用autocad 2014版本,厂商为autodesk。甲板舱中心线7两端点确定x向,所有甲板舱连接板2上的螺栓孔5下表面预贴的圆形贴片6测量点确定xy平面,调整完成后,利用电脑软件测量每个甲板舱连接板2上的螺栓孔5之间的尺寸数据,并绘制甲板舱连接板2上的螺栓孔5尺寸图,甲板舱连接板螺栓孔尺寸图如附图5所示,根据甲板舱连接板螺栓孔尺寸图可调整船舶加强板上甲板舱基座4 的安装位置,方便甲板舱基座准确安装。
43.第五步,根据绘制的甲板舱连接板2上的螺栓孔5尺寸图调整甲板舱基座4在船舶加强板上的安装位置,甲板舱基座4位置调整完成后,将甲板舱基座4底部焊接在船舶加强板上。甲板舱基座4整体呈梯形状,所述甲板舱基座4上部有凹槽,所述甲板舱基座4顶部两端连接有甲板舱基座连接板3,所述凹槽与甲板舱分段1端面形状相同。
44.第六步,在甲板舱基座4上安装甲板舱基座连接板3,使甲板舱分段1安装时使甲板舱基座连接板3上螺栓孔的位置与甲板舱连接板2上螺栓孔5的位置重合,螺栓穿入每个螺栓孔并拧紧螺母。其中,甲板舱基座连接板3形状与甲板舱连接板2相同,所述两个甲板舱基座连接板 3长边朝向凹槽内水平连接在甲板舱基座4顶部两端,所述甲板舱基座连接板3上的螺栓孔直径为48mm。
45.第七步,在所有螺栓拧紧后,甲板舱分段1安装结束。
46.上述第四步中的尺寸数据为利用autocad软件测量四个甲板舱连接板2上共八个螺栓孔5的相对长宽尺寸,长宽尺寸包括在同一侧面上两个甲板舱连接板2上螺栓孔5的长度尺寸l1和l2,相对侧面上两个甲板舱连接板2上螺栓孔5的宽度尺寸l3、l4、l5和l6,相对侧面上两个甲板舱连接板2上螺栓孔5的斜向尺寸l7和l8,所述八个螺栓孔5 的相对长宽尺寸为有限元软件patran建模设计时的尺寸,该有限元软件为2012版本,厂商为msc。
47.最后应当说明是:以上实施例仅用以说明本发明的而技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对本发明的具体实施方式进行修改或对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。