技术特征:
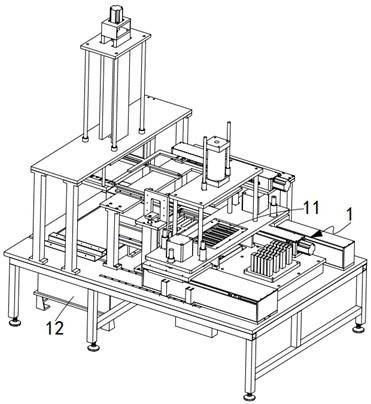
1.一种全自动内循环流转加工铸焊系统,包括用于进行铅酸电池汇流排铸焊成型加工的铸焊系统(1),其特征在于:所述铸焊系统(1)内盛取铅液的铸焊模具(11)在进行铸焊工作时,该铸焊模具(11)转移路径(100)的正上方设置有回转路径(101),该回转路径(101)用于将另一组完成铸焊工作的铸焊模具(11)转移到所述铸焊系统(1)内的煮铅容器(12)内浸泡盛取铅液。2.一种全自动内循环流转加工铸焊系统,包括用于进行铅酸电池汇流排铸焊成型加工的铸焊系统(1),所述铸焊系统(1)内流转有用于盛取铅液进行铸焊加工的铸焊模具(11),其特征在于,还包括:内循环流转系统(2),所述内循环流转系统(2)集成设置于所述铸焊系统(1)上,该内循环流转系统(2)形成回转路径(101)用于流转所述铸焊模具(11),使得一组的所述铸焊模具(11)盛取铅液后,进行铸焊加工时,另一组的所述铸焊模具(11)进入到所述铸焊系统(1)内的煮铅容器(12)内浸泡盛取铅液。3.根据权利要求2所述的一种全自动内循环流转加工铸焊系统,其特征在于:所述铸焊系统(1)包括升降组件(13)、冷却入槽组件(14)及移动组件(15);所述升降组件(13)安装于所述煮铅容器(12)的正上方,该升降组件(13)沿竖直方向带动所述铸焊模具(11)升降设置;所述冷却入槽组件(14)安装于所述煮铅容器(12)旁,该冷却入槽组件(14)用于对所述铸焊模具(11)内铅液进行冷却,并使冷却成型后的汇流排压入铅酸电池壳内;所述移动组件(15)安装于所述煮铅容器(12)与所述冷却入槽组件(14)之间,该移动组件(15)将所述升降组件(13)提升的铸焊模具(11)转移至所述冷却入槽组件(14)处。4.根据权利要求3所述的一种全自动内循环流转加工铸焊系统,其特征在于:所述升降组件(13)包括驱动器(131)、丝杆组(132)、加热底板(133)及导杆组(134);所述驱动器(131)安装于顶部,该驱动器(131)带动所述丝杆组(132)中的丝杆旋转设置;所述加热底板(133)安装于所述丝杆组(132)中的丝杆的底部,该加热底板(133)用于定位承载所述铸焊模具(11);所述导杆组(134)平行所述丝杆组(132)设置,该导杆组(134)用于对所述加热底板(133)进行导向。5.根据权利要求3所述的一种全自动内循环流转加工铸焊系统,其特征在于:冷却入槽组件(14)包括冷却水槽(141)、入槽顶针(142)、铸焊底板(143)及压板(144);所述冷却水槽(141)顶部开口设置,该冷却水槽(141)沿竖直方向升降设置,该冷却水槽(141)的底部向上涌出冷却液;所述入槽顶针(142)竖直向上设置,该入槽顶针(142)沿铸焊模具(11)的移动路径,设置于所述冷却水槽(141)的后方;所述铸焊底板(143)水平移动往返于所述冷却水槽(141)与所述入槽顶针(142)之间,该铸焊底板(143)上装载铅酸电池,且该铸焊底板(143)沿竖直方向升降设置;所述压板(144)安装于所述铸焊底板(143)的正上方,该压板(144)随所述铸焊底板(143)同步移动,且该压板(144)沿竖直方向升降下压所述铸焊底板(143)上的铅酸电池。6.根据权利要求3所述的一种全自动内循环流转加工铸焊系统,其特征在于:
所述冷却水槽(141)外围绕包裹设置有回水箱(145),该回水箱(145)与所述冷却水槽(141)同步移动设置。7.根据权利要求3所述的一种全自动内循环流转加工铸焊系统,其特征在于:所述移动组件(15)包括滑轨(151)及移动杆(152);所述滑轨(151)铺设于所述煮铅容器(12)与所述冷却入槽组件(14)之间,所述铸焊模具(11)沿滑轨(151)滑动设置;所述移动杆(152)带动所述铸焊模具(11)沿所述滑轨(151)往复滑动移动。8.根据权利要求7所述的一种全自动内循环流转加工铸焊系统,其特征在于:所述铸焊模具(11)的两侧边设置有与所述滑轨(151)卡合的卡槽(111)。9.根据权利要求7所述的一种全自动内循环流转加工铸焊系统,其特征在于:所述内循环流转系统(2)包括活动滑轨(21)、固定滑轨(22)及拨动组件(23);所述活动滑轨(21)设置于所述滑轨(151)的断开口处,该活动滑轨(21)沿竖直方向升降设置;所述固定滑轨(22)平行设置于所述滑轨(151)的上方,该固定滑轨(22)位于所述活动滑轨(21)与所述升降组件(13)之间;所述拨动组件(23)设置于所述固定滑轨(22)旁,该拨动组件(23)自所述活动滑轨(21)上推送所述铸焊模具(11)转移至所述升降组件(13)上。10.一种基于权利要求1-9任一项所述的全自动内循环流转加工铸焊系统的加工方法,其特征在于,包括以下步骤:步骤a、上装,将未铸焊的铅酸电池倒扣至铸焊系统(1)的冷却入槽组件(14)上的铸焊底板(143)上,此时,一组完成铸焊的铸焊模具(11)位于所述冷却入槽组件(14)处,一组铸焊模具(11)位于铸焊系统(1)的煮铅容器(12)内;步骤b、加热,位于所述煮铅容器(12)内的铸焊模具(11)进行加热时,位于所述冷却入槽组件(14)处的铸焊模具(11)由移动杆(152)沿滑轨(151)拨动至内循环流转系统(2)的活动滑轨(21)处;步骤c、取铅,位于所述煮铅容器(12)内的铸焊模具(11)由升降组件(13)通过加热底板(133)带动向上提升至与所述滑轨(151)水平,同步的,位于所述活动滑轨(21)处的铸焊模具(11)同步抬升至与固定滑轨(22)水平;步骤d、转移,位于所述升降组件(13)上的铸焊模具(11)由所述移动杆(152)波动转移至所述滑轨(151)上,同步的,位于所述活动滑轨(21)上的铸焊模具(11)由拨动组件(23)推送转移至所述固定滑轨(22)上等待,加热底板(133)抬升至与所述固定滑轨(22)水平设置,所述活动滑轨(21)下降复位至与所述滑轨(151)水平;步骤e、输送,滑轨(151)上盛取了铅液的铸焊模具(11)由所述移动杆(152)带动沿滑轨(151)及活动滑轨(21)转移至冷却入槽组件(14)的冷却水槽(141)的正上方,同步的,位于固定滑轨(22)上的铸焊模具(11)通过拨动组件(23)转移至加热底板(133)上;步骤f、冷却,铸焊底板(143)下降,带动未铸焊的铅酸电池的极耳插入到盛取了铅液的铸焊模具(11)内,且压板(144)下降压紧铅酸电池,冷却水槽(141)抬升,对铸焊模具(11)内的铅液进行冷却,同步的,升降组件(13)带动加热底板(133)上的铸焊模具(11)下降进入煮铅容器(12)内;
步骤g、入槽,完成铸焊的铅酸电池由铸焊底板(143)带动上台后,移动至入槽顶针(142)的上方,铸焊底板(143)带动铅酸电池下降配合入槽顶针(142)完成入槽工作后,取下加工完的铅酸电池,所述铸焊底板(143)复位,重复所述步骤a。
技术总结
本发明涉及铅酸电池加工技术领域,具体为一种全自动循环流转加工铸焊系统及加工方法,包括用于进行铅酸电池汇流排铸焊成型加工的铸焊系统,所述铸焊系统内盛取铅液的铸焊模具在进行铸焊工作时,该铸焊模具转移路径的正上方设置有回转路径,该回转路径用于将另一组完成铸焊工作的铸焊模具转移到所述铸焊系统内的煮铅容器内浸泡盛取铅液,通过内循环流转系统对至少两组的铸焊模具在铸焊系统内部进行最小范围的流转交替使用,使得铸焊模具的铸焊工作时间与加热时间相互重叠,大大缩短铸焊模具单次加工铅酸电池的时间,提高设备的工作效率。率。率。
技术研发人员:倪瑞华
受保护的技术使用者:长兴宝鑫机械有限公司
技术研发日:2021.12.08
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。