1.本发明属于热流道技术领域,特别涉及一种热流道喷嘴加热系统。
背景技术:
2.塑胶在注塑过程中流动性需要保持稳定,对于热流道来说就需要确保各个区域的温度维持稳定。由于结构原因,加热器放置的位置受限,就会导致有部分区域加热不到,当塑胶熔体流经该区域时温度偏低,流动性变差甚至造成冷料。当成型一些熔融温度较高的塑料时(例如pc),在没有加热器的情况下该区域温度很难达到设定温度,会导致熔体在流道内的流动性异常,造成成型工艺以及产品质量不稳定。
3.并且热流道的喷嘴普遍采用铍铜,因为铍铜具有较高的热导性能,但是由于铍铜存在容易氧化,在塑胶中容易被冲刷脱落等缺陷问题,寿命会受限制,且对于透明产品而言,这些氧化层,金属(铜)粉末被一起带入塑胶产品,会引起产品严重的外观问题。
4.因此需要设计出了一种新的方案,可以围绕喷嘴的外形做一个加热器,并且加强对于嘴芯的设计,在流道位置与塑胶接触的地方,采用优质耐腐蚀,高抛性能的钢材,此材料在常规的塑胶熔融温度下,不会被氧化,也不会因为塑胶的冲刷而出现金属粉末脱落的问题。同时为了确保流道内有足够的温度,在钢材的外围做了一圈具有高热导率的铍铜作为导热材料,让嘴芯在喷嘴内部具有较高的温度,确保流道内的塑胶一直保持熔融状态。在保证热导率的同时,也避免了因为铍铜氧化层,金属(铜)粉末被一起带入塑胶产品而引起的外观缺陷。
技术实现要素:
5.本发明的目的是针对现有的技术存在上述问题,提出了一种具有随行电热丝的加热铜套和复合材料嘴芯的热流道喷嘴加热系统。
6.为了实现创新本发明的目的可通过下列技术方案来实现:一种热流道喷嘴加热系统,包含喷嘴和活塞,所述的活塞和喷嘴之间设有用于加热喷嘴的铜套,所述的铜套内径与喷嘴贴合;所述的活塞内设有横向贯穿喷嘴的挂台,所述的铜套上设有可供挂台穿过的开孔,所述的开孔纵向延伸至铜套下端并贯通。
7.铜套加热器安装在喷嘴上本体与活塞之间,开孔可以保证活塞上的挂台顺利通过,开通贯穿至底部便于铜套在有活塞的时候也能顺利安装,同时能够有效将热量传递到本体的流道内,使流道内熔体能够均匀受热,保证了熔体温度,进而确保了熔体流动的稳定性,保证了制品的外观性能,提高成型的合格率。
8.在上述的热流道喷嘴加热系统中,所述的喷嘴包含上本体和下本体,所述的下本体上还设有用于支撑铜套的底部平台,所述的底部平台与铜套的外径贴合。铜套通过下本体能安装在喷嘴中,放置在底部平台上,不会将自身的重量完全压在挂台上,安装平整后还能保持稳定,所以也不会影响上本体。
9.在上述的热流道喷嘴加热系统中,所述的铜套上还设有温控系统,所述的温控系
统包含电热丝和热电偶,所述的铜套在开孔的附近设有电热丝。电热丝通过热电偶产生热量对热流道中的热熔胶起到加热的作用,且电热丝跟随开孔的形状分布在开孔周围,确保不会因为开孔而影响对喷嘴的加热,保证加热效果。
10.在上述的热流道喷嘴加热系统中,所述的上本体包含进胶口和上热流道,所述的上热流道数量为2。上热流道需要避开活塞中的挂台所以分成两条,从进胶口进入后分别流入两条上热流道中。
11.在上述的热流道喷嘴加热系统中,所述的两条上热流道所在的平面与活塞上的挂台垂直。上热流道与挂台垂直,对称分布,不会因为流道设置的不对称而导致温度的失衡最终影响热熔胶的成型。
12.在上述的热流道喷嘴加热系统中,所述的下本体包含出胶口和与上热流道对应的下热流道,所述的下热流道数量为2,所述的下热流道与上热流道之间还设有密封圈。密封圈用于对接上热流道和下热流道保证密封性,下热流道上端设有通气孔,保证下热流道内的气压平衡。
13.在上述的热流道喷嘴加热系统中,所述的铜套与活塞之间留有散热间隙。散热间隙用于保证铜套对于喷嘴的加热不会影响到活塞。
14.在上述的热流道喷嘴加热系统中,所述的上本体上还设有用于固定活塞上的挂台的挂台安装槽,所述的挂台上设有与挂台安装槽配合的安装凸起。挂台安装槽和安装凸起配合将活塞与喷嘴固定在一起且不会发生相对位移。
15.在上述的热流道喷嘴加热系统中,所述的喷嘴上还设有嘴芯,所述的嘴芯包含内嘴芯和外嘴芯,所述的外嘴芯内侧设有用于安装内嘴芯的膨胀空间,所述的膨胀空间包含限位台阶。内嘴芯与外嘴芯的装配过程为:内嘴芯外嘴芯先按照结构各自做好毛坯,两个零件的尺寸做成过盈配合。毛坯制作好后,将内嘴芯置于液氮中,将外嘴芯加热到250℃,由于热胀冷缩,内嘴芯的尺寸会小于外嘴芯的尺寸,通过液压机将内嘴芯挤压进外嘴芯,待两个零件到达室温时,回到原始的尺寸,此时内嘴芯和外嘴芯紧密由于过盈配合,内嘴芯会膨胀到充满整个外嘴芯内的膨胀空间,并且紧紧扣住限位台阶,限位台阶还能对内嘴芯起到限位的作用,紧扣限位台阶后确保内嘴芯不会朝出口方向脱落。毛坯件完成后,按照最终尺寸加工到位。
16.在上述的热流道喷嘴加热系统中,所述的内嘴芯材料为钢材,所述的外嘴芯材料为铍铜。钢材具有高防腐和高抛光性,此材料在常规的热熔胶熔融温度下,不会被氧化,也不会因为内部热熔胶的冲刷而出现金属粉末脱落的问题。外嘴芯为铍铜,铍铜具有高导热,能让嘴芯充分吸收喷嘴上的热量,使得内嘴芯内部具有较高的温度,确保流道内的热熔胶一直保持熔融状态。
17.与现有技术相比,本发明在活塞与喷嘴之间设置了加热铜套,能保障喷嘴中的热熔胶的温度,确保了熔体流动的稳定性,保证了制品的外观性能,提高成型的合格率;将铜套上的加热丝额外围绕开孔分布,跟随铜套的形状设计,保障温度的均匀,加热稳定;改进了喷嘴嘴芯的设计,设置高耐腐蚀性的内嘴芯,保障不会影响外嘴芯的内壁,也不会影响热熔胶的质量,保证了加工精度避免了误差。
附图说明
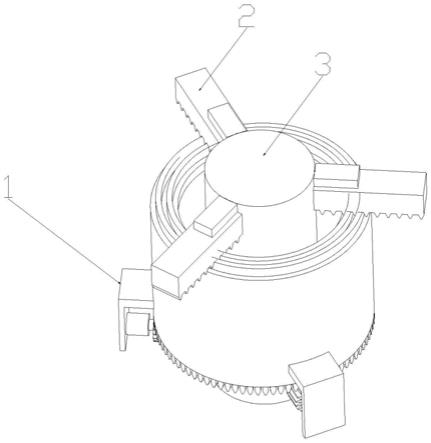
18.图1是本发明的总体结构示意图;
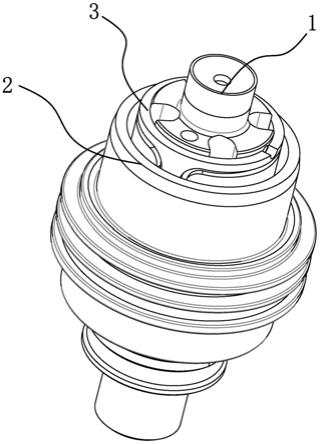
19.图2是本发明的活塞喷嘴剖视、铜套不剖的结构示意图;
20.图3是本发明的活塞结构示意图;
21.图4是本发明的喷嘴和铜套的结构示意图;
22.图5是本发明的喷嘴的剖视结构示意图;
23.图6是本发明的喷嘴嘴芯的结构示意图。
24.图中,1、喷嘴;11、上本体;111、上热流道;12、下本体;121、下热流道;2、活塞;21、挂台;3、铜套;31、开孔;32、电热丝;4、挂台安装槽;41、安装凸起;5、嘴芯;51、内嘴芯;52、外嘴芯;53、膨胀空间;54、限位台阶。
具体实施方式
25.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
26.具体实施例1如图1-5所示:一种热流道喷嘴加热系统,包含喷嘴1和活塞2,所述的活塞2和喷嘴1之间设有用于加热喷嘴1的铜套3,所述的铜套3内径与喷嘴1贴合;所述的活塞2内设有横向贯穿喷嘴1的挂台21,所述的铜套3上设有可供挂台21穿过的开孔31,所述的开孔31纵向延伸至铜套3下端并贯通。铜套3加热器安装在喷嘴1上本体11与活塞2之间,开孔31可以保证活塞2上的挂台21顺利通过,开通贯穿至底部便于铜套3在有活塞2的时候也能顺利安装,同时能够有效将热量传递到本体的流道内,使流道内熔体能够均匀受热,保证了熔体温度,进而确保了熔体流动的稳定性,保证了制品的外观性能,提高成型的合格率。铜套3上还设有温控系统,所述的温控系统包含电热丝32和热电偶,所述的铜套3在开孔31的附近设有电热丝32。电热丝32通过热电偶产生热量对热流道中的热熔胶起到加热的作用,且电热丝32跟随开孔31的形状分布在开孔31周围,确保不会因为开孔31而影响对喷嘴1的加热,保证加热效果。喷嘴1包含上本体11和下本体12,所述的下本体12上还设有用于支撑铜套3的底部平台,所述的底部平台与铜套3的外径贴合。铜套3通过下本体12能安装在喷嘴1中,放置在底部平台上,不会将自身的重量完全压在挂台21上,安装平整后还能保持稳定,所以也不会影响上本体11。
27.如图5所示,上本体11包含进胶口和上热流道111,所述的上热流道111数量为2。上热流道111需要避开活塞2中的挂台21所以分成两条,从进胶口进入后分别流入两条上热流道111中。两条上热流道111所在的平面与活塞2上的挂台21垂直。上热流道111与挂台21垂直,对称分布,不会因为流道设置的不对称而导致温度的失衡最终影响热熔胶的成型。下本体12包含出胶口和与上热流道111对应的下热流道121,所述的下热流道121数量为2,所述的下热流道121与上热流道111之间还设有密封圈。密封圈用于对接上热流道111和下热流道121保证密封性,下热流道121上端设有通气孔,保证下热流道121内的气压平衡。铜套3与活塞2之间留有散热间隙。散热间隙用于保证铜套3对于喷嘴1的加热不会影响到活塞2。
28.如图3-4所示,上本体11上还设有用于固定活塞2上的挂台21的挂台安装槽4,所述的挂台21上设有与挂台安装槽4配合的安装凸起41。挂台安装槽4和安装凸起41配合将活塞2与喷嘴1固定在一起且不会发生相对位移。
29.具体实施例2如图6所示:喷嘴1上还设有嘴芯5,所述的嘴芯5包含内嘴芯51和外嘴芯52,所述的外嘴芯52内侧设有用于安装内嘴芯51的膨胀空间53,所述的膨胀空间53包含限位台阶54。内嘴芯51与外嘴芯52的装配过程为:内嘴芯51外嘴芯52先按照结构各自做好毛坯,两个零件的尺寸做成过盈配合。毛坯制作好后,将内嘴芯51置于液氮中,将外嘴芯52加热到250℃,由于热胀冷缩,内嘴芯51的尺寸会小于外嘴芯52的尺寸,通过液压机将内嘴芯51挤压进外嘴芯52,待两个零件到达室温时,回到原始的尺寸,此时内嘴芯51和外嘴芯52紧密由于过盈配合,内嘴芯51会膨胀到充满整个外嘴芯52内的膨胀空间53,并且紧紧扣住限位台阶54,限位台阶54还能对内嘴芯51起到限位的作用,紧扣限位台阶54后确保内嘴芯51不会朝出口方向脱落。毛坯件完成后,按照最终尺寸加工到位。内嘴芯51材料为钢材,所述的外嘴芯52材料为铍铜。钢材具有高防腐和高抛光性,此材料在常规的热熔胶熔融温度下,不会被氧化,也不会因为内部热熔胶的冲刷而出现金属粉末脱落的问题。外嘴芯52为铍铜,铍铜具有高导热,能让嘴芯5充分吸收喷嘴1上的热量,使得内嘴芯51内部具有较高的温度,确保流道内的热熔胶一直保持熔融状态。
30.本热流道喷嘴加热系统的组装过程如下:将内嘴芯51置于液氮中,将外嘴芯52加热到250℃,通过液压机将内嘴芯51挤压进外嘴芯52,内嘴芯51膨胀充满外嘴芯52内部的膨胀空间53,紧扣限位台阶54,完成装配;嘴芯5装配完成后安装至喷嘴1的下本体12中,安装完嘴芯5后将活塞2安装于下本体12中,在将上本体11中的挂台安装槽4与安装凸起41对齐,将上本体11也与下本体12完成装配,最后利用贯穿的开孔31将铜套3安装穿过上本体11和活塞2中的挂台21,放置于下本体12的底部平台上。打开热电偶加热电热丝32后,即可注入热熔胶开始注塑工作。
31.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。