1.本发明涉及散热片制造技术领域,具体为一种新型铝挤空腔异型散热片制造工艺。
背景技术:
2.铝是地球上含量极丰富的金属元素,铝合金的热导量率大约是铜的50%~60%,这对制造散热片极为有利,铝挤成型的加工原理为高温软化的铝锭在铝挤压机的强力下流过铝挤型模具,成型成符合形状的铝型材产品。
3.在进行挤压工序时,刚制造出的铝板是弯曲的,并不能达到平直效果,且开设有若干凹槽,需要再加工一段时间,铝板才能达到平直出模,但时间会根据挤压速度有长有短,通过刚出模铝板的弯曲程度可以看出,如何利用刚出模的铝板曲度进行挤压速度的调整是本领域人员未解决的问题。
4.同时,批量生产下的散热片在裁切、打磨抛光以及镀色等工艺处理下,其凹槽内表面会出现凸点,内部也可能会出现裂纹,凸点的出现将会影响散热片有序进行气流传送,同时内部出现裂纹时,也会降低散热片的散热效果。
技术实现要素:
5.本发明的目的在于提供一种新型铝挤空腔异型散热片制造工艺,以解决上述背景技术中提出的问题。
6.为了解决上述技术问题,本发明提供如下技术方案:一种新型铝挤空腔异型散热片制造工艺,所述制造工艺流程的具体内容如下:
7.s1:散热片成型模具准备,铝锭准备;
8.s2:铝锭熔铸成铝圆柱,并经加工线传送;
9.s3:将铝圆柱裁锯成若干铝圆棒;
10.s4:铝锭加热炉工作,对铝圆棒进行加热,温度在450℃~500℃,且模具加热炉工作,温度在450℃~480℃,空心模加工时间为4h;
11.s5:挤压成型,盛锭筒温度控制在350℃~400℃,对挤压成型出的铝板进行曲度检测,并进行相关工序调整;
12.s6:拉直并风淬,温度低于300℃,之后进行裁切以及cnc加工;
13.s7:散热片加工完成后,进行时效冷却,温度控制在175℃~215℃,时间为4h;
14.s8:将散热片进行整平,镀色,抛光打磨,以及进行成品质量检测;
15.s9:成品检测后,将根据检测结果进行散热片分类处理;
16.s10:将确定好的成品进行包装入库。
17.本发明进一步说明,包括检测控制系统,所述检测控制系统包括加工检测子系统、成品分类子系统和终端调节系统,所述加工检测子系统包括数据输入模块、光区调整模块和成型检测模块,所述成品分类子系统包括夹持排位模块和瑕疵检测模块,所述终端调节
系统包括报警模块、调速模块和分类模块,所述光区调整模块包括伸缩单元和发光单元,所述成型检测模块包括接收单元和形变统计单元,所述成品分类子系统包括夹持排位模块和瑕疵检测模块,所述夹持排位模块包括滑动单元和移动单元,所述瑕疵检测模块包括声波检测单元和感压单元,所述分类模块包括传输单元、喷液单元和进液单元。
18.本发明进一步说明,包括检测机构一,所述检测机构一包括出料模,所述出料模的后侧固定有进料模,所述出料模的前侧设置有出料台,所述出料台靠近出料模的一侧表面内部开设有方槽,所述方槽内的左右两侧分别固定有伸缩杆,所述伸缩杆的另一端均固定有发光板,所述出料台上且位于方槽上方及两侧固定有桁架,上方所述桁架的下表面固定有光线接收器,所述方槽的上方表面安装有透明玻璃板;
19.所述成型检测模块与调速模块电连接,所述数据输入模块与光区调整模块电连接,所述伸缩单元与伸缩杆电连接,所述发光单元与发光板电连接,所述接收单元与光线接收器电连接。
20.本发明进一步说明,所述加工检测子系统的运行内容如下:
21.a1:先手动在数据输入模块中输入预设铝板的宽度数据;
22.a2:伸缩单元根据宽度数据控制伸缩杆伸缩,发光板跟随伸缩杆的伸缩而移动,且发光板的中间与预设铝板的边线重合;
23.a3:挤压成型的铝板从出料模出来后的选定一段固定时间t内,发光单元控制发光板向上发射光线,接收单元对光线进行接收,并记录每次的接收信号;
24.a4:形变统计单元对a中获取的信号分别建立两发光板相对应的光线量-时间的曲线图,即c
r-t曲线与c
l-t曲线,成型检测模块根据相关曲线数据进行铝板的曲度判断;
25.a5:所述报警模块和调速模块根据曲度判断结果进行相关工序的执行,执行结束后,根据制造工艺流程步骤完成散热片的制作。
26.本发明进一步说明,所述a4的进一步过程如下:
27.a41:根据c
r-t曲线与c
l-t曲线,将接收到光线的面积分别记为s1和s2,设定当铝板平直时,接收单元所接收的光线面积为s
标
,将s1、s2与s
标
进行比较,得出曲度是否超出限值;
28.a42:当曲度未超出限值,结合曲线中的拐点数量,判断是加快挤压速度还是减慢加压速度,进而尽快达到铝板平直出模的效果。
29.本发明进一步说明,所述报警模块用于当曲度超出限值时,进行报警,告知工作人员进行工序停止,进行模内装置更换,当曲度未超出限值时,调速模块根据所得数据进行挤压速度调整。
30.本发明进一步说明,包括检测机构二,所述检测机构二包括传送带,所述传送带的左后方设置有支架一,所述支架一的上端固定有滑轨,所述滑轨的内部滑动连接有气动移杆,所述气动移杆的右端固定有推板,所述推板分为上板和侧板,所述侧板的内部开设有若干滑槽,若干所述滑槽的内部均滑动连接有探头,所述上板的左上侧内部安装有扫描头一,所述上板的下侧设置有若干拨片,若干所述拨片均与上板间弹性杆连接,所述推板的右方设置有立杆,所述立杆朝向推板的一侧固定有挡块,所述传送带的左前方设置有支架二,所述支架二上固定有液缸,所述液缸的内部滑动连接有推杆,所述推杆的右侧开设有喷液口,所述传送带的右侧设置有回收箱,所述喷液口与液缸内部管道连接,所述液缸的前侧表面上安装有扫描头二;
31.所述滑动单元与气动移杆电连接,所述移动单元安装于探头与滑槽的连接处,所述声波检测单元与探头电连接,所述感压单元与弹性杆电连接,所述进液单元与液缸电连接,所述喷液单元安装于液缸内部与喷液口的连接管道上。
32.本发明进一步说明,所述成品分类子系统的运行内容如下:
33.b1:裁切后的散热片有序放置到传送带上,传送带缓慢移动;
34.b2:当扫描头一检测到有散热片时,传送带停止运行,滑动单元控制气动移杆向前移动,并使得拨片卡进散热片的凹槽内,当拨片在凹槽内滑动时,感压单元进行拨片的受压检测;
35.b3:当侧板与散热片一侧接触时,移动单元控制探头移动多次停下,同时声波检测单元在探头停下时进行散热片内的裂纹检测;
36.b4:瑕疵检测模块结合压力以及裂纹检测结果进行质量判断,分别为高、中等、低;
37.b5:分类模块根据不同的质量判断结果进行散热片的后续工作处理。
38.本发明进一步说明,所述b5的后续处理内容如下:
39.当散热片的判断结果为质量高时,传输单元控制散热片向下一工序传送,当散热片的判断结果为质量中等时,传输单元控制散热片向下一工序传送,扫描头二对散热片进行识别,当识别出有散热片时,进液单元控制推杆移动到与散热片接触的位置,且喷液单元使得喷液口喷液,对散热片表面作出标记,方便后续工作人员对其挑出,进行修补,当散热片的判断结果为质量低时,当扫描头二识别到有散热片时,进液单元控制推杆全部伸出,并推动散热片进入到右侧的回收箱内。
40.本发明进一步说明,所述透明玻璃板由隔热材质制成。
41.与现有技术相比,本发明所达到的有益效果是:本发明,采用检测机构一、检测机构二和检测控制系统,首先能够根据出模铝板的曲度进行挤压速度的调整,进而使平直铝板有效在规定时间内形成;其次,在批量散热片在进行冷却的过程中,进行质量判断和分类,有效提高整体散热片的入库质量。
附图说明
42.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
43.图1是本发明的工艺示意图;
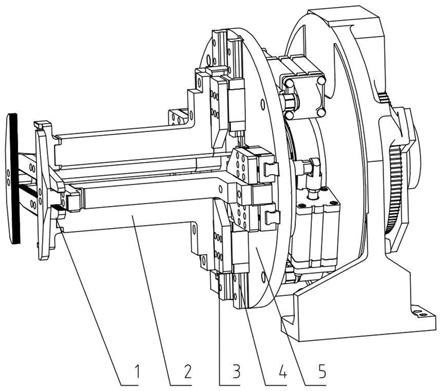
44.图2是本发明的检测机构一结构示意图;
45.图3是本发明的方槽内部结构示意图;
46.图4是本发明的检测机构二结构示意图;
47.图5是本发明的推板结构示意图;
48.图6是本发明的系统示意图;
49.图7是本发明的曲线示意图;
50.图中:1、出料模;2、进料模;3、出料台;4、桁架;5、光线接收器;6、发光板;7、方槽;8、伸缩杆;9、传送带;10、回收箱;11、推杆;12、支架二;13、支架一;14、滑轨;15、挡块;16、推板;17、气动移杆;18、滑槽;19、拨片;20、探头;21、喷液口;22、扫描头一;23、扫描头二。
具体实施方式
51.以下结合较佳实施例及其附图对本发明技术方案作进一步非限制性的详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
52.请参阅图1-7,本发明提供技术方案:一种新型铝挤空腔异型散热片制造工艺,制造工艺流程的具体内容如下:
53.s1:散热片成型模具准备,铝锭准备;
54.s2:铝锭熔铸成铝圆柱,并经加工线传送;
55.s3:将铝圆柱裁锯成若干铝圆棒;
56.s4:铝锭加热炉工作,对铝圆棒进行加热,温度在450℃~500℃,且模具加热炉工作,温度在450℃~480℃,空心模加工时间为4h;
57.s5:挤压成型,盛锭筒温度控制在350℃~400℃,对挤压成型出的铝板进行曲度检测,并进行相关工序调整;
58.s6:拉直并风淬,温度低于300℃,之后进行裁切以及cnc加工;
59.s7:散热片加工完成后,进行时效冷却,温度控制在175℃~215℃,时间为4h;
60.s8:将散热片进行整平,镀色,抛光打磨,以及进行成品质量检测;
61.s9:成品检测后,将根据检测结果进行散热片分类处理;
62.s10:将确定好的成品进行包装入库。
63.包括检测控制系统,检测控制系统包括加工检测子系统、成品分类子系统和终端调节系统,加工检测子系统包括数据输入模块、光区调整模块和成型检测模块,成品分类子系统包括夹持排位模块和瑕疵检测模块,终端调节系统包括报警模块、调速模块和分类模块,光区调整模块包括伸缩单元和发光单元,成型检测模块包括接收单元和形变统计单元,成品分类子系统包括夹持排位模块和瑕疵检测模块,夹持排位模块包括滑动单元和移动单元,瑕疵检测模块包括声波检测单元和感压单元,分类模块包括传输单元、喷液单元和进液单元。
64.包括检测机构一,检测机构一包括出料模1,出料模1的后侧固定有进料模2,出料模1的前侧设置有出料台3,出料台3靠近出料模1的一侧表面内部开设有方槽7,方槽7内的左右两侧分别固定有伸缩杆8,伸缩杆8的另一端均固定有发光板6,出料台3上且位于方槽7上方及两侧固定有桁架4,上方桁架4的下表面固定有光线接收器5,方槽7的上方表面安装有透明玻璃板;
65.成型检测模块与调速模块电连接,数据输入模块与光区调整模块电连接,伸缩单元与伸缩杆8电连接,发光单元与发光板6电连接,接收单元与光线接收器5电连接。数据输入模块用于输入成型铝板数据,光区调整模块通过铝板数据自动控制发光区域的调整,使得光线能够有效对初期加工出的铝板边线曲度进行照射,成型检测模块用于对照射光线进行接收,并获取挤压初期的固定时间段内铝板的形变程度,调速模块根据形变程度调整铝板的出料速度。
66.加工检测子系统的运行内容如下:
67.a1:先手动在数据输入模块中输入预设铝板的宽度数据;
68.a2:伸缩单元根据宽度数据控制伸缩杆8伸缩,发光板6跟随伸缩杆8的伸缩而移动,且发光板6的中间与预设铝板的边线重合;
69.a3:挤压成型的铝板从出料模1出来后的选定一段固定时间t内,发光单元控制发光板6向上发射光线,接收单元对光线进行接收,并记录每次的接收信号;
70.a4:形变统计单元对a3中获取的信号分别建立两发光板6相对应的光线量-时间的曲线图,即c
r-t曲线与c
l-t曲线,成型检测模块根据相关曲线数据进行铝板的曲度判断;
71.a5:报警模块和调速模块根据曲度判断结果进行相关工序的执行,执行结束后,根据制造工艺流程步骤完成散热片的制作。
72.a4的进一步过程如下:
73.a41:根据c
r-t曲线与c
l-t曲线,将接收到光线的面积分别记为s1和s2,设定当铝板平直时,接收单元所接收的光线面积为s
标
,将s1、s2与s
标
进行比较,得出曲度是否超出限值。s
标
为一块发光板6的整个发光面积,限值用于判断铝料量是偏大还是偏小,且在这种情况下,仅调节挤压速度是不会起到改善作用的;
74.a42:当曲度未超出限值,结合曲线中的拐点数量,判断是加快挤压速度还是减慢加压速度,进而尽快达到铝板平直出模的效果。
75.曲度判断的过程如下:
76.a421:当0.8s
标
≤s1 s2≤1.2s
标
时,认定曲度未超出限值,当0<s1 s2<0.8s
标
或s1 s2>1.2s
标
时,认定曲度超出限值,发送信号传输至报警模块;
77.a422:设定时间t内,且结合两张曲线图,设定拐点综合极值区为[20,30],记实际得出的拐点总数记为g,当20≤g≤30时,说明在初期成型时,其产生的拐点数量符合正常值范围,维持当前挤压速度将会有效形成平直铝板,当g≥30时,说明拐点数偏多,当前挤压速度过快导致,因此为了更好的生产出平直铝板,应当降低挤压速度,当0≤g≤20时,说明拐点数偏少,当前挤压速度过慢导致,应当提高挤压速度。
[0078]
报警模块用于当曲度超出限值时,进行报警,告知工作人员进行工序停止,进行模内装置更换,当曲度未超出限值时,调速模块根据所得数据进行挤压速度调整,且速度调整差值和所得实际拐点数与极值区的差值成正相关,设定原定挤压速度为v,v与修正后挤压速度的调整差值为δv,那么或
[0079]
包括检测机构二,检测机构二包括传送带9,传送带9的左后方设置有支架一13,支架一13的上端固定有滑轨14,滑轨14的内部滑动连接有气动移杆17,气动移杆17的右端固定有推板16,推板16分为上板和侧板,侧板的内部开设有若干滑槽18,若干滑槽18的内部均滑动连接有探头20,上板的左上侧内部安装有扫描头一22,上板的下侧设置有若干拨片19,若干拨片19均与上板间弹性杆连接,推板16的右方设置有立杆,立杆朝向推板16的一侧固定有挡块15,传送带9的左前方设置有支架二12,支架二12上固定有液缸,液缸的内部滑动连接有推杆11,推杆11的右侧开设有喷液口21,传送带9的右侧设置有回收箱10,喷液口21与液缸内部管道连接,液缸的前侧表面上安装有扫描头二23;
[0080]
滑动单元与气动移杆17电连接,移动单元安装于探头20与滑槽18的连接处,声波检测单元与探头20电连接,感压单元与弹性杆电连接,进液单元与液缸电连接,喷液单元安装于液缸内部与喷液口21的连接管道上。
[0081]
成品分类子系统的运行内容如下:
[0082]
b1:裁切后的散热片有序放置到传送带9上,传送带9缓慢移动;
[0083]
b2:当扫描头一22检测到有散热片时,传送带9停止运行,滑动单元控制气动移杆17向前移动,并使得拨片19卡进散热片的凹槽内,当拨片19在凹槽内滑动时,感压单元进行拨片19的受压检测;
[0084]
b3:当侧板与散热片一侧接触时,移动单元控制探头20移动多次停下,同时声波检测单元在探头20停下时进行散热片内的裂纹检测;
[0085]
b4:瑕疵检测模块结合压力以及裂纹检测结果进行质量判断,分别为高、中等、低;
[0086]
b5:分类模块根据不同的质量判断结果进行散热片的后续工作处理。
[0087]
上述的检测及判断过程具体如下:
[0088]
c1:当凹槽内部光滑时,拨片19受到的摩擦力刚好使上侧弹性杆内的感压单元受到f的压力,当凹槽内部出现凸点时,相应槽内的拨片19受到的反向力将会增大,感压单元将受到标记为fi的压力,i取1~n,n为弹性杆总数,将实际压力与光滑时的预设压力比较,得出压力系数μ,
[0089]
c2:声波检测单元对散热片实体部分进行裂纹检测,当超声波遇到内部裂纹时,会发生声波发射,设定每个探头20分别检测m次,一共有p个探头20,设定探头20从散热片一端面到另一端面反射接收后的预设时间间隔为tb,而实际碰到裂纹后反射的间隔时间t
jk
,声波检测单元对实际信号采集时间进行记录,将每个探头20检测到的时间进行累计,并与预设时间进行比较,得出时间系数θ,
[0090]
c3:当0《θ《0.8时,设定为非正常时间变化范围,其内部裂纹严重影响散热片的散热效果,认定为质量低,应该回收进行重新熔铸;
[0091]
当0.8≤θ≤1时,设定为正常时间变化范围,其内部裂纹不影响散热片的散热效果,应结合气流流经的凹槽内部的光滑面进行质量判断:
[0092]
当1≤μ《1.2时,认定为质量高,凹槽内部光滑程度高;
[0093]
当1.2≤μ《1.5时,认定为质量中等,凹槽内部的凸点可进行修补消除;
[0094]
当μ≥1.5时,认定为质量低,凹槽内部凸点多,若采用修补,将极大地浪费时间,可直接进行回收处理后熔铸。
[0095]
b5的后续处理内容如下:
[0096]
当散热片的判断结果为质量高时,传输单元控制散热片向下一工序传送,当散热片的判断结果为质量中等时,传输单元控制散热片向下一工序传送,扫描头二23对散热片进行识别,当识别出有散热片时,进液单元控制推杆11移动到与散热片接触的位置,且喷液单元使得喷液口21喷液,对散热片表面作出标记,方便后续工作人员对其挑出,进行修补,当散热片的判断结果为质量低时,当扫描头二23识别到有散热片时,进液单元控制推杆11全部伸出,并推动散热片进入到右侧的回收箱10内。
[0097]
透明玻璃板由隔热材质制成。
[0098]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不
是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0099]
最后需要指出的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。