1.本发明涉及一种金属材料处理装备,属于金属板或管、棒或型材的处理设备。
背景技术:
2.金属热处理是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善金属工件的服役性能,充分发挥材料潜力的一种工艺技术。气淬是近年来发展起来的一种热处理技术,其采用高纯氮气或氩气等惰性气体作为淬火冷却介质,具有清洁、无污染、无需后续清洗、淬火强度易于调节、工件变形小等优点,在航空航天、军工、汽车、智能制造装备等领域的工件处理方面得到广泛应用,并取得较好效果。
3.现有技术中,部分技术人员设计了多种真空高压气淬设备,但仍然存在如下技术问题:1)现有处理装备未在真空环境下淬火,采用普通罩式炉或者井式氧化化退火炉,工作效率低,耗能高,工件在高温下发生氧化作用,而表面易于形成氧化皮腐蚀产物。
4.2)现有处理装备的冷却速度不达标,无法满足高温精密合金的热处理工艺,部分合金的新型热处理工艺需要800-1500℃/h冷却速度,现有设备无法满足;3)现有处理装备的冷却均匀性差,现有设备内部没有设计合理的内循环风路和热交换装置,使得工件在冷却过程中外表面的冷却速度不同,端面之间差生温差,使加工出来的工件组整体组织性能不均匀,工件产生变形。特别是,在极速冷却工艺下,冷却均匀性差的问题会被进一步放大。
5.面对上述技术背景和技术问题,该装备内的金属材料可以在真空环境下实现高质量的气淬工艺,冷却速度和冷却均匀度均有大幅提升,特别适用于高温精密合金的热处理。
6.为达到上述目的,本发明的实施例采用如下技术方案:一种金属材料处理装备,其特征在于,包括加热炉、炉胆、炉盖、移动架和起重设备,所述加热炉设置在地面以下,所述炉胆可分离的安装在加热炉的加热腔内;所述移动架设置在加热炉的两侧、用于安装和移动起重设备,其中:所述炉胆由底部的炉腔和顶部的连接盖组成,所述炉腔为密封腔体,所述连接盖的顶部对称设置有吊耳,连接盖为双层结构且由底部的支撑环面和顶部的扇形缺口环面组成,所述扇形缺口环面上设置有自锁装置;所述炉盖由盖体和扇形密封盘组成,盖体的顶部对称设置有把手,所述扇形密封盘对称设置在盖体的外沿,扇形密封盘的形状与扇形缺口环面的扇形缺口形状一致,扇形密封盘穿过扇形缺口能够固定在支撑环面和扇形缺口环面之间的夹层空间内,扇形密封盘上设置有配合自锁装置工作的定位半圆孔;所述移动架包括承重架、滑轮和滑轨,所述滑轨铺设在加热炉两侧,所述承重架为倒u型结构,倒u型结构的底部设置有与滑轨配合工作的滑轮;所述起重设备包括吊运机、吊绳和吊钩,所述吊运机安装在承重架的横梁上,吊运机通过吊绳和吊钩连接吊耳或把手。
7.优选的,所述自锁装置安装在扇形缺口环面的螺纹孔内、且包括定位珠、弹簧、调节螺丝和缩口,其中:所述定位珠设置在螺纹孔内,弹簧设置在定位珠的顶部,调节螺丝安
装在弹簧的顶部,螺纹孔的末端设置有缩口;所述缩口的直径为定位珠的直径3/4至5/6;所述定位半圆孔的形状与定位珠的外露形状一致。
8.优选的,所述支撑环面上设置有环状的密封槽,所述密封槽内设置有内、外两层挡圈,挡圈之间设置有o型密封圈,挡圈和o型密封圈均采用高性能耐热弹性材料。
9.优选的,还包括内循环装置,所述内循环装置包括循环风机、导风管、螺纹安装座和引导定位座,其中:所述循环风机密封安装在炉盖的中部;所述螺纹安装座布置在炉盖的内侧顶部;所述引导定位座布置在炉腔的内侧底部;所述导风管为顶部开口的圆柱腔体,导风管的顶部通过连接螺纹安装在螺纹安装座上,导风管的底部设置在引导定位座内;所述循环风机的轴流叶轮设置在导风管内,导风管位于轴流叶轮上侧的位置设置有进风口,导风管位于轴流叶轮下侧的位置对称设置有多排出风孔;所述轴流叶轮的旋转运动能够带动炉腔内部气体由进风口至出风孔有序、均匀循环。
10.优选的,所述轴流叶轮为双排轴流叶轮,所述双排轴流叶轮的顶排叶轮和底排叶轮形状、数量一致,底排叶轮相对顶排叶轮整体围绕圆心位置逆时针旋转5
°
至12
°
。
11.优选的,还包括冷却装置,所述冷却装置包括冷却液进水管、冷却液出水管和冷却盘管,其中:所述冷却液进水管和冷却液出水管分别设置在炉盖上;所述冷却盘管设置在导风管内,冷却盘管的进水口和出水口通过软管连接冷却液进水管和冷却液出水管;所述冷却盘管为底部连通的双螺旋形状。
12.优选的,还包括真空管、惰性气体喷管、温度传感器和真空度传感器,其中:所述真空管安装在炉盖上,真空管的一端连通炉腔的内部,真空管的另一端通过流量计连通涡旋泵、分子泵或离子泵;所述惰性气体喷管安装在炉盖上,惰性气体喷管的一端连通炉腔的内部,惰性气体喷管的另一端通过开关阀门、减压阀连通液态氩气源;所述温度传感器安装在炉盖上、且用于检测炉腔内的温度;所述真空度传感器安装在炉盖上、且用于检测炉腔内的压强。
13.优选的,还包括安装盘和中心盘,其中:所述安装盘水平安装在炉腔内部,安装盘的圆周边缘对称开设有多个通气槽, 安装盘的中心位置开设有台阶孔;所述中心盘可拆卸的安装在安装盘上,中心盘的中心设置有中心孔,中心盘的圆周边缘设置有安装台阶,所述中心孔能够容放导风管,所述安装台阶与台阶孔配合安装;多个安装盘和中心盘将炉腔内部划分为多个材料处理空间。
14.优选的,还包括弧形导风板,所述弧形导风板的内侧均匀设置有多个导风孔,弧形导风板的顶部设置有导风开口,所述弧形导风板贯穿安装在多个通气槽内。
15.优选的,所述中心孔上还设置有凸台,所述通气槽与凸台的高度一致,通气槽与凸台之间用于放置金属料盘或金属料仓。
16.本发明提出的金属材料处理装备具有以下有益效果:1)本发明为金属材料的加热、退火设计了特殊了真空环境,炉胆与炉盖之间形成密封环境,通过涡旋泵、分子泵或离子泵连接真空管能够实现炉腔内的真空环境,无氧化退火处理中,退火工件无氧化皮产生,加热完成后可以快速冷却,大幅提高生产效率,使用寿命长。
17.2)本发明中的炉胆工作方向采用竖直方向,配合中心盘和安装盘能够形成多个水平空间,与现有横向炉胆相比更能够充分利用胆内空间,常见的横向炉胆一般只具有一层
或二层加工空间,而多层水平空间分割方案中,可以在不散料的情况下,处理更多的金属材料。
18.3)本发明配置有内循环装置和冷却装置,能够快速冷却胆内温度。与现有设备相比,该装备内金属材料可以在真空环境下实现高质量的气淬工艺,冷却速度和冷却均匀度均有大幅提升,特别适用于高温精密合金的热处理,能够实现800-1500℃/h冷却速度。
19.4)本发明的炉胆内部设计了良好的风路循环和热交换装置,工件在冷却过程中外表面的冷却速度一致,端面之间温差极小,加工出来的工件组整体组织性能均匀,工件不易产生变形。
附图说明
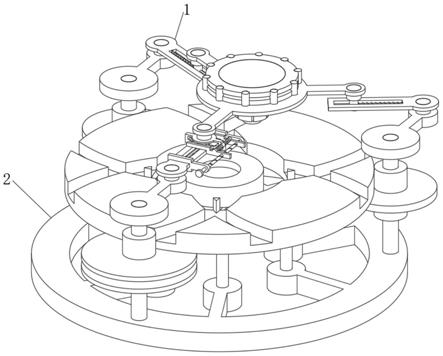
20.图1为本发明的整体结构示意图;图2为本发明中炉胆分离示意图;图3为本发明中炉胆外部结构示意图;图4为本发明中炉胆内部结构示意图;图5为本发明中炉盖和连接盖示意图;图6为本发明中自锁装置工作原理示意图;图7为本发明中自锁装置的内部结构示意图;图8为本发明中缩口结构示意图;图9为本发明中密封件结构示意图;图10为本发明中炉盖结构示意图;图11为本发明中内循环装置结构示意图;图12为本发明中冷却装置结构示意图;图13为本发明中安装盘和中心盘配合示意图;图14为本发明中安装盘结构示意图;图15为本发明中气流循环示意图;图16为本发明中弧形导风板结构示意图;图17为本发明中弧形导风板内部示意图;图18为本发明中弧形导风板安装示意图。
21.图中,1-加热炉、2-炉胆、201-炉腔、202-连接盖、203-吊耳、204-自锁装置、205-密封槽、206-挡圈、207-o型密封圈、2021-支撑环面、2022-扇形缺口环面、2041-螺纹孔、2042-定位珠、2043-弹簧、2044-调节螺丝、2045-缩口、3-炉盖、301-盖体、302-扇形密封盘、303-把手、304-定位半圆孔、4-移动架、401-承重架、402-滑轮、403-滑轨、5-起重设备、501-吊运机、502-吊绳、503-吊钩、6-内循环装置、601-循环风机、602-导风管、603-螺纹安装座、604-引导定位座、6011-双排轴流叶轮、6021-进风口、6022-出风孔、7-冷却装置、701-冷却液进水管、702-冷却液出水管、703-冷却盘管、8-真空管、9-惰性气体喷管、10-温度传感器、11-真空度传感器、12-安装盘、1201-通气槽、1202-台阶孔、13-中心盘、1301-中心孔、1302-安装台阶、1303-凸台、14-弧形导风板、1401-导风孔、1402-导风开口。
具体实施方式
22.在本发明的描述中,需要理解的是,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。同时,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.根据附图所示,对本发明进行进一步说明:如图1至图18所示,该金属材料处理装备的外部结构包括加热炉1、炉胆2、炉盖3、移动架4和起重设备5,加热炉1设置在地面以下,一方面可以节省占地、可靠固定,另一方面可以降低炉胆2的提拉高度,炉胆2可分离的安装在加热炉1的加热腔内,可分离的炉胆2能够在加热完成后,炉胆2提出后可以迅速离开热源,配合外部风机或其他降温设备是实现极速降温的条件之一;移动架4设置在加热炉1的两侧、用于安装和移动起重设备5,移动架4和起重设备5配合工作可以实现提拉、移动功能,具体的,移动架4包括承重架401、滑轮402和滑轨403,滑轨403铺设在加热炉1两侧,承重架401为倒u型结构,倒u型结构的底部设置有与滑轨403配合工作的滑轮402;起重设备5包括吊运机501、吊绳502和吊钩503,吊运机501安装在承重架401的横梁上,吊运机501通过吊绳502和吊钩503连接吊耳203或把手303。
24.图中,炉胆2由底部的炉腔201和顶部的连接盖202组成,炉腔201为密封腔体,连接盖202的顶部对称设置有吊耳203,连接盖202为双层结构且由底部的支撑环面2021和顶部的扇形缺口环面2022组成,扇形缺口环面2022上设置有自锁装置204,具体的,自锁装置204安装在扇形缺口环面2022的螺纹孔2041内、且包括定位珠2042、弹簧2043、调节螺丝2044和缩口2045,其中:定位珠2042设置在螺纹孔2041内,弹簧2043设置在定位珠2042的顶部,调节螺丝2044安装在弹簧2043的顶部,螺纹孔2041的末端设置有缩口2045;缩口2045的直径为定位珠2042的直径3/4至5/6;定位半圆孔304的形状与定位珠2042的外露形状一致。
25.图中,炉盖3由盖体301和扇形密封盘302组成,盖体301的顶部对称设置有把手303,扇形密封盘302对称设置在盖体301的外沿,扇形密封盘302的形状与扇形缺口环面2022的扇形缺口形状一致,扇形密封盘302穿过扇形缺口能够固定在支撑环面2021和扇形缺口环面2022之间的夹层空间内,扇形密封盘302上设置有配合自锁装置204工作的定位半圆孔304,支撑环面2021上设置有环状的密封槽205,密封槽205内设置有内、外两层挡圈206,挡圈206之间设置有o型密封圈207,挡圈206和o型密封圈207均采用高性能耐热弹性材料。
26.需要说明的是,本发明采用了新型的自锁结构,与传统法兰、螺栓连接更加可靠、便捷,其密封性更佳。实际工作时,操作人员手握把手303将扇形密封盘302由扇形缺口环面2022推入到支撑环面2021上,再进行旋转,此时,扇形密封盘302进入到支撑环面2021和扇形缺口环面2022之间的夹层空间内,进一步旋转到定位半圆孔304与定位珠2042卡合,此时,操作人员去除外力实现完全固定。该连接方式中,可以通过拧动调节螺丝灵活调整定位
珠2042与定位半圆孔304之间的卡合力。此外,由于弹簧的设置,自锁结构还可以根据炉内气体压力的变化自发地调节炉口部位密封的压紧力,使得真空气淬炉炉口部位的密封结构适应不同压力的真空气淬场合。
27.需要进一步说明的是,内层挡圈206、o型密封圈207和外层挡圈206方案能够显著提升密封性,挡圈206能够消除o型密封圈207与密封槽侧壁之间尚存在空隙。同时改善o形密封圈的抗挤压能力,使超高压真空气淬炉内高压作用主要由增设的挡圈承受,并且挡圈材料可以选择高性能耐热材料聚四氟乙烯。设计中的挡圈206能够避免“o”形密封圈在高温高压下过度的挤压变形,降低“o”形密封圈承受力,提高整体密封圈的挤压能力,和使用寿命。
28.本实例中,还包括内循环装置6,内循环装置6包括循环风机601、导风管602、螺纹安装座603和引导定位座604,其中:循环风机601密封安装在炉盖3的中部;螺纹安装座603布置在炉盖3的内侧顶部,螺纹安装座603起到安装和固定作用;引导定位座604布置在炉腔201的内侧底部,引导定位座604起到引导作用,为圆筒非螺纹结构;导风管602为顶部开口的圆柱腔体,导风管602的顶部通过连接螺纹安装在螺纹安装座603上,导风管602的底部设置在引导定位座604内;循环风机601的轴流叶轮设置在导风管602内,导风管602位于轴流叶轮上侧的位置设置有进风口6021,导风管602位于轴流叶轮下侧的位置对称设置有多排出风孔6022;轴流叶轮的旋转运动能够带动炉腔201内部气体由进风口6021至出风孔6022有序、均匀循环。
29.本实施例中,轴流叶轮为双排轴流叶轮6011,双排轴流叶轮6011的顶排叶轮和底排叶轮形状、数量一致,底排叶轮相对顶排叶轮整体围绕圆心位置逆时针旋转5
°
至12
°
,双排、错位结构能够进一步提升气流的搅动和加速效果。
30.本实例中,还包括冷却装置7,冷却装置7包括冷却液进水管701、冷却液出水管702和冷却盘管703,其中:低温冷却液进水管701和冷却液出水管702分别设置在炉盖3上;冷却盘管703设置在导风管602内,冷却盘管703的进水口和出水口通过金属软管连接冷却液进水管701和冷却液出水管702;冷却盘管703为底部连通的双螺旋形状。
31.需要说明的是,冷却液进水管701和冷却液出水管702的外部通过循环泵连接冷却液池和散热件,底部连通的双螺旋形状能够极大程度的保证冷却效果的一致性,现有冷却装置多采用盘状结构或板状结构无法确保炉腔内部顶部与顶部的冷却效果的一致性,而该结构基本能够贯穿整个炉腔内部。
32.本实施例中,还包括真空管8、惰性气体喷管9、温度传感器10和真空度传感器11,其中:真空管8安装在炉盖3上,真空管8的一端连通炉腔201的内部,真空管8的另一端通过流量计连通涡旋泵、分子泵或离子泵,真空装置要在加热之前去除胆内的氧气;惰性气体喷管9安装在炉盖3上,惰性气体喷管9的一端连通炉腔201的内部,惰性气体喷管9的另一端通过开关阀门、减压阀连通液态氩气源,惰性气体进入炉腔201时,要提前开启真空装置、冷却装置7和内循环装置6;温度传感器10安装在炉盖3上、且用于检测炉腔201内的温度;真空度传感器11安装在炉盖3上、且用于检测炉腔201内的压强。
33.本实施例中,还包括安装盘12和中心盘13,其中:安装盘12水平安装在炉腔201内部,安装盘12的圆周边缘对称开设有多个通气槽1201, 安装盘12的中心位置开设有台阶孔1202;中心盘13可拆卸的安装在安装盘12上,中心盘13的中心设置有中心孔1301,中心盘13
的圆周边缘设置有安装台阶1302,中心孔1301能够容放导风管602,安装台阶1302与台阶孔1202配合安装;多个安装盘12和中心盘13将炉腔201内部划分为多个材料处理空间。中心孔1301上还设置有凸台1303,通气槽1201与凸台1303的高度一致,通气槽1201与凸台1303之间用于放置金属料盘或金属料仓。
34.具体实际操作过程,安装盘12全部水平固定在炉腔201内壁上,首先安装底部中心盘13,底部中心盘13安装完毕后,布置料盘和金属材料或工件,再自下而上,依次安装倒数第二层的中心盘13,布置料盘和金属材料或工件,直至所有层均安装完毕。此时,闭合炉盖3,将导风管602依次穿过中心孔1301直至引导定位座604内,导风管602外壁与中心孔1301内壁采用0.5-2mm的间隙配合。
35.本实施例中,还包括弧形导风板14,弧形导风板14的内侧均匀设置有多个导风孔1401,弧形导风板14的顶部设置有导风开口1402,弧形导风板14贯穿安装在多个通气槽1201内,弧形导风板1的设计能够避免相邻导风孔1401之间的气流扰动,安装弧形导风板1后,每层处理空间的气流均由出风孔6022出、导风孔14011进,整体回流由弧形导风板14引导至最顶层、进入进风口6021。
36.最后应说明的是:尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。