1.本实用新型涉及一种自动瓶底贴标机,特别涉及一种具有信息录入功能的微型瓶底贴标机,用于对特殊管理的药瓶进行贴标后rfid标签的跟踪,尤其是指麻精药瓶。
背景技术:
2.国家对麻精药品的生产经营、使用、残液报废等信息流向要做全面的监控管理。医院作为麻精药品的主要使用场所,一般使用智能麻精药品管理工作站等设备提高管理水平,实现全流程管理。但智能麻精药品管理工作站要实现信息流跟踪,一般需要在麻精药品容器的瓶底贴rfid标签,通过对rfid 标签的跟踪,实现对药品的跟踪。现有技术所指的瓶子是指麻精药品的容器,一般为西林瓶,安瓿瓶,且1ml到2ml容积居多。
3.现有技术的主要缺陷在于:
4.1、由于所贴瓶底直径小,且rfid标签的直径不到1cm,贴起来麻烦;对于大型医院,每天的手工贴标工作量巨大,影响工作效率;
5.2、目前已有的贴标设备,一般都为贴置在瓶身,一方面标签贴置在瓶身妨碍医生对麻醉药的信息核对,也不利于智能麻精药品工作站对rfid信息的采集;另一方面设备巨大,需要空压机支持,噪音巨大,无法放置在办公室使用;
6.3、rfid标签贴置瓶底后,还需要对rfid信息的录入以及与药品规格、批号、生产日期等匹配录入;目前不但没有小型化的瓶底贴标机,更没有将贴标机和信息录入一体化的产品,导致只有通过人工贴标,人工录入。
技术实现要素:
7.本实用新型的目的在于克服现有技术中存在的上述缺陷,由此提供一种自动瓶底贴标机。
8.本实用新型采用技术方案如下:
9.一种自动瓶底贴标机,包括设备外壳和rfid胶带,进一步,还包括安装于设备外壳内的剥标装置、转移装置、贴标装置和控制器,所述的控制器控制剥标装置将rfid标签自rfid胶带剥离,rfid标签通过转移装置转移至药瓶底部,并通过贴标装置贴于药瓶底部。
10.作为优选,所述的剥标装置包括主动转轴、被动转轴、夹扣和剥标刀,所述的rfid胶带套装于被动转轴上,rfid胶带的头部拉出经过剥标刀,通过夹扣缠绕于主动转轴上。
11.作为优选,所述的控制器通过控制驱动主动转轴转动,带动rfid胶带通过剥离刀,完成对rfid标签的部分剥离。
12.作为优选,还包括对射传感器一,所述的被动转轴与剥标刀之间rfid胶带经过处设有对射传感器一。
13.作为优选,所述的转移装置包括顶杆装置一、转盘和旋转电机,所述的顶杆装置一将rfid标签压于转盘上,并通过贴标装置吸附,所述的旋转电机驱动转盘转至贴标位置;所述的转盘上设有瓶孔,与瓶孔相邻处设有rfid天线。
14.作为优选,所述顶杆装置一包括直线电机、顶杆和不粘涂层,所述的控制器驱动直线电机推动顶杆,将rfid标签压到转盘上,顶杆头部设有不粘涂层。
15.作为优选,还包括反射传感器,所述的顶杆内设有反射传感器。
16.作为优选,所述的贴标装置包括顶杆装置二和气动装置,顶杆装置二推动气动装置靠近rfid标签,所述的气动装置包括气嘴、吸气阀和吹气阀,所述的吸气阀和吹气阀控制气嘴带动rfid标签动作。
17.作为优选,还包括对射传感器二,所述的转移装置靠近药瓶贴标位置处设有对射传感器二。
18.作为优选,还包括压头,所述的压头设于设备外壳上用于压紧不同规格药瓶在贴标位置处。
19.与现有技术相比,本产品解决了以下问题:
20.一、解决了贴标设备小型化问题;
21.目前已有的贴标设备都为大瓶身产品的生产线设计,需要大型空压机辅助,设备大、噪声大;没有可以放置在办公桌上的小型化贴标机。
22.二、rfid小标签剥标后无法贴到瓶底的问题;
23.由于小型化的rfid标签剥离离型纸带后,还有1/3左右粘在离型纸上,如果直接贴标,一方面无法做到所贴标签和瓶底同心,另一方面所剥的rfid 标签和瓶底也不平行,且瓶底都为凹陷,无法可靠贴合。
24.三、在设备小型化的同时集成了信息录入功能,以及容量检测功能;
25.在贴标机设备上集成了rfid信息录入功能;同时增加了容量检测功能;极大提高了设备使用效率;国家对麻精药品的信息管理要求做到对单支药品容量做入库检测,所以本设备不但做到了小型化,还做到了多功能集成。
附图说明
26.为了更清楚地说明本实用新型具体实施方式或现有技术中的方案,下面将对具体实施方式或现有技术描述中所使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1是本产品进行剥标操作下的结构示意图。
28.图2是本产品进行贴标操作下的结构示意图。
29.图3是本产品气动装置的结构示意图。
30.图4是本产品顶杆装置一的结构示意图。
31.图5是本产品转盘的结构示意图。
32.图6是本产品rfid胶带的结构示意图。
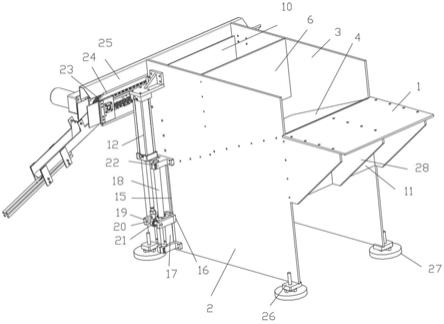
33.图7是本产品整体的结构示意图。
34.标号说明:1、主动转轴;2、rfid胶带;201、rfid标签;202、标签离型纸;3、直线电机;4、顶杆;401、不粘涂层;402、反射传感器;5、转盘; 501、瓶孔;502、rfid天线;6、转盘电机转轴;7、旋转电机;8、顶杆装置二;9、气动装置;901、气嘴;902、吸气阀;903、吹气阀;10、对射传感器一;11、被动转轴;12、主动电机转轴;13、夹扣;14、剥标刀;15、压头;16、药瓶;
17、控制器;18、指示灯;19、对射传感器二;20、设备外壳。
具体实施方式
35.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.本产品所指的药瓶16是指麻精药品的容器,一般为西林瓶、安瓿瓶,且 1ml到2ml容积居多。
37.实施例一:
38.如图1-7所示,本产品是一种自动瓶底贴标机,包括设备外壳20和rfid 胶带2,进一步,还包括安装于设备外壳20内的剥标装置、转移装置、贴标装置和控制器17,控制器17控制剥标装置将rfid标签201自rfid胶带2 剥离,rfid标签201通过转移装置转移至药瓶16底部,并通过贴标装置贴于药瓶16底部。本实施例中的控制器17(电子控制单元)是以stm32为核心的单片机系统,外接电机驱动模块,电磁阀驱动模块、红外对射、反射等传感器模块、rs485通信模块、rfid读卡模块等;实现内外部的信号采集、驱动、基本的人机交互。整机系统外接一个微型、静音气泵接气动装置9,方便办公室使用。
39.本实施例的剥标装置包括主动转轴1、被动转轴11、夹扣13和剥标刀14, rfid胶带2套装于被动转轴11上,rfid胶带2的头部拉出经过剥标刀14,通过夹扣13缠绕于主动转轴1上;夹扣13是一种金属u型夹扣。控制器17 通过控制主动电机转轴12驱动主动转轴1转动,带动rfid胶带2通过剥离刀,完成对rfid标签201的部分剥离。
40.本实施例还包括对射传感器一10,被动转轴11与剥标刀14之间rfid胶带2经过处设有对射传感器一10,用于控制器17检测rfid胶带2的步进长度。
41.本实施例的转移装置包括顶杆装置一、转盘5和旋转电机7,顶杆装置一将rfid标签201压于转盘5上,并通控制器17打开吸气阀901,使气动装置 9吸附rfid标签201,旋转电机7驱动转盘5及气动装置9、直线电机8一起转至贴标位置;转盘5上设有瓶孔501,与瓶孔501相邻处设有rfid天线502。进一步,顶杆装置一包括直线电机3、顶杆4和不粘涂层401,控制器17驱动直线电机3推动顶杆4,将rfid标签201压到转盘5上,顶杆4头部设有不粘涂层401。顶杆4内设有反射传感器402。
42.本实施例的贴标装置包括顶杆装置二8和气动装置9,顶杆装置二8推动气动装置9靠近rfid标签201,气动装置9包括气嘴901、吸气阀902和吹气阀903,吸气阀902和吹气阀903控制气嘴901带动rfid标签201动作。进一步,还包括对射传感器二19,转移装置靠近药瓶16贴标位置处设有对射传感器二19。
43.本实施例还包括压头15,压头15设于设备外壳20上用于压紧不同规格药瓶16在贴标位置处。
44.更为具体的,本实施例的工作过程如下:
45.装标签纸:
46.1、打开设备外壳20,先将盘状的rfid胶带2套在被动转轴11上;将 rfid胶带2的头
部拉出穿过对射传感器一10,经过剥标刀14;将标签头缠绕在主动转轴1上,同时用金属的夹扣13将rfid胶带2固定在主动转轴1上。
47.剥标:
48.2、系统上电后,控制器17转动主动电机转轴12,通过对射传感一10检测是否有标签经过;当检测到有rfid标签201转过后,继续通过反射传感器 402检测到是否标签剥离;
49.3、待rfid胶带2上有rfid标签201通过剥离刀后,标签离型纸202纸继续往前走,rfid标签201被剥离;当对射传感器一10和反射传感器402都检测到有rfid标签201精准经过的时候,控制器17停止主动电机转轴12的转动,rfid标签201被剥离且定位;此时rfid标签201有1/3到1/4粘着标签离型纸202上,粘贴面朝上。
50.标签转移:
51.4、rfid标签201剥离后,控制器17驱动直线电机3推动顶杆4,将rfid 标签201压到转盘5上,转盘5上有瓶孔501;控制器17通过控制吸气阀902 使气嘴901产生吸力,使rfid标签201牢牢贴在转盘5上;rfid标签201吸到转盘5上后,控制器17释放直线电机3,使顶杆4离开rfid标签201;由于顶杆4头部涂有特氟龙不粘涂层401,所以顶杆4和rfid标签201不会粘在一起;控制器17驱动旋转电机7;旋转电机7和转盘5通过转盘电机转轴 6连接;转盘5及吸嘴9及顶杆装置二8(即直线电机)一同从a处转到b处;此时指示灯18点亮,提示用户放置待贴标签的药瓶16;
52.贴标:
53.5、用户将待贴药瓶16放置在转盘5的瓶孔501处,同时将压头15调到合适位置;压头15有三个档位,以满足1ml、2ml等安瓿瓶、西林瓶的不同高度;当压头15压紧后,控制器17通过对射传感器二19检测到有药瓶16 放入;将关闭吸气阀902,同时打开吹气阀903,将标签201吹到药瓶16的底部;由于药瓶16的瓶底一般为凹陷型,所以控制器17打开顶杆装置二8 (即直线电机),进一步推动气嘴901,使其直接将rfid标签201的中心挤压到瓶底;进一步使rfid标签201与瓶底粘牢;粘好标签后,控制器17通过指示灯18提示用户贴标完成。
54.rfid信息录入:
55.6、当贴标完成后,用户打开压头15,控制器17检测到压头15松开,转盘5从b处往a处回转,当转动一定的位置,使rfid天线502刚好落在药瓶 16下方的时候,控制器17通过rfid天线502读取药瓶16所贴的rfid标签 201的信息;并将信息上传系统;同时通过指示灯18提示用户读取信息完成;
56.7、控制器17读取rfid标签201的信息后,继续转动转盘5,使之回到 a处;重复上述剥标动作;
57.容积检查:
58.8、自动贴标设备外壳20上有三道杠1601、1602、1603,三道杠为led 电子刻度或其他丝印方式;led光线的电子刻度投射到瓶子上;每道杠表示不同容量瓶子对应着如1ml、2ml等的刻度;方便为人工用户或后续机器视觉刻度比对,进一步提高机器的使用效率和功能。
59.本实施例产品解决了安瓿瓶、西林瓶等小容积容器瓶底自动贴标问题,提升了效率;能够在贴片的同时,录入rfid信息,进一步提高了效率;同时,使设备小型化,可以放置在办公桌上使用,极大的方便了使用,进一步提高了麻精药品管理信息化。
60.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。