1.本技术涉及提手加工的领域,尤其是涉及一种瓦楞纸箱用提手自动连接结构。
背景技术:
2.瓦楞纸箱是日常生活中常用的物品,在瓦楞纸箱上一般设置有塑胶提手,通过提拉塑胶提手能够方便瓦楞纸箱的搬运。参照图1,市场上的提手01在批量生产时,为了方便运输,是将多个提手01连接在一起,形成包括有多个提手的提手集合板03。在实际生产中,为了方便将提手01安装在瓦楞纸箱上,还需要将多个提手集合板03首尾连接,形成包括有多个提手集合板03的提手输送带,以实现塑胶提手01的连续输送,从而方便提手01安装的流水线作业。目前,将提手集合板03首尾连接时,是采用人工焊接的方式。
3.针对上述的相关技术,发明人认为存在有以下缺陷:人工对提手集合板进行焊接的方式,生产效率较低。
技术实现要素:
4.为了提高将多个提手集合板连接在一起的生产效率,本技术提供一种瓦楞纸箱用提手自动连接结构。
5.本技术提供的一种瓦楞纸箱用提手自动连接结构采用如下的技术方案:
6.一种瓦楞纸箱用提手自动连接结构,包括机体和用于放置提手集合板的安装台,所述安装台设置在机体上,所述机体上设置有至少两个用于连接两个提手集合板的连接组件,至少两个连接组件分别设置在提手集合板两侧。
7.通过采用上述技术方案,将两个提手集合板放置在安装台上,两侧的两个连接组件能够分别对两个提手集合板的两个连接处进行焊接,以实现连个提手集合板的自动连接,生产效率更高。
8.可选的,所述连接组件包括滑动设置在机体上的支撑架以及用于对两个提手集合板进行焊接的连接件,所述连接件设置在支撑架上。
9.通过采用上述技术方案,支撑架带动连接件滑动,以调整连接件的位置,使得连接件能够与提手集合板的连接处对应,以便于焊接;另外,通过移动连接件的位置,更便于将提手集合板放置在安装台上。
10.可选的,所述支撑架和机体之间设置有用于控制支撑架滑动的驱动件。
11.通过采用上述技术方案,通过驱动件以控制支撑架移动,操作更加方便。
12.可选的,所述支撑架上设置有伸缩件,所述连接件设置在所述伸缩件的伸缩杆上。
13.通过采用上述技术方案,通过伸缩件控制连接件靠近或者远离两个提手集合板的连接处,每次焊接完成后,使连接件远离焊接位置,以使得焊接处尽快冷却、定型。
14.可选的,所述支撑架上转动安装有安装柱,所述伸缩件安装在安装柱上。
15.通过采用上述技术方案,转动安装柱能够调节伸缩件伸缩杆的伸缩方向,以便于连接件与两个提手集合板的连接处对齐,焊接效果更好。
16.可选的,所述安装台上设置有定位块,所述定位块位于同一提手集合板的相邻两个提手之间。
17.通过采用上述技术方案,通过设置定位块,以便于对提手集合板进行定位,使得两个提手集合板的连接处能够与连接件的位置对应,以便于焊接。
18.可选的,所述安装台上设置有限位件,所述限位件上设置有用于对两个提手集合板的连接处限位的限位面。
19.通过采用上述技术方案,限位件能够对两个提手集合板连接处的侧面进行限位,以使得连接处的两个连接条更加稳定,焊接效果更好。
20.可选的,所述限位面上与两个提手集合板连接处对应的位置设置有让位槽。
21.通过采用上述技术方案,让位槽与两个连接条的焊接位置对应,以降低两个连接条焊接式粘接在限位面上的可能性。
22.可选的,所述安装台上设置有用于驱动限位件滑动的滑动组件,所述滑动组件包括螺杆和螺纹套设在螺杆上的滑块,所述螺杆转动安装在安装台上,所述滑块设置在限位件上。
23.通过采用上述技术方案,转动螺杆即可通过滑块带动限位件移动,以适应对不同规格的提手集合板进行限位。
附图说明
24.图1是本技术背景技术中提手集合板的结构示意图。
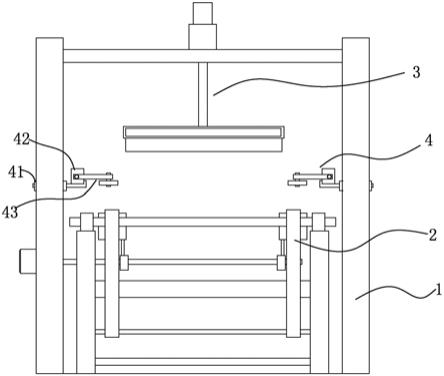
25.图2是本技术实施例瓦楞纸箱用提手自动连接结构的整体结构示意图。
26.图3是图2中a处的放大示意图。
27.图4是本技术实施例中滑动组件的结构示意图(安装台处于剖开状态)。
28.附图标记:01、提手;011、带体;012、扣体;02、连接条;03、提手集合板;1、机体;2、安装台;21、容纳槽;22、定位块;23、滑槽;3、连接组件;31、支撑架;311、连接板;312、支撑板;313、安装板;32、伸缩件;33、连接件;34、安装柱;35、锁紧螺栓;36、安装块;4、运送装置;5、驱动件;61、导向块;62、导向杆;7、限位件;71、限位面;72、让位槽;8、滑动组件;81、螺杆;82、滑块;83、旋钮。
具体实施方式
29.以下结合附图1-4对本技术作进一步详细说明。
30.参照图1,提手01包括带体011和两个扣体012,提手01通过连接条02相互连接,提手集合板03由多个提手01和连接条02相间排列形成;提手集合板03的两个边缘位置也分别设置有连接条02,且边缘位置的连接条02长度为中间位置连接条02长度的二分之一,将两个提手集合板03的连接条02相互焊接,即可形成提手输送带。
31.本技术实施例公开一种瓦楞纸箱用提手自动连接结构。参照图2,瓦楞纸箱用提手自动连接结构包括机体1和设置在机体1上的安装台2、连接组件3以及运送装置4,安装台2用于放置提手集合板03,运送装置4用于将提手集合板03运送至安装台2上,连接组件3用于焊接相邻两个提手集合板03,从而使多个提手集合板03首尾相接,生产效率较高。
32.参照图2,机体1呈矩形体箱体状且平行放置在地面上,安装台2呈长条形矩形板
状,且与地面平行设置,安装台2位于机体1上方,安装台2与机体1之间设置有支腿,支腿由矩形杆拼接制成,支腿上下两侧分别通过螺栓与机体1和安装台2连接,从而将安装台2安装在机体1上方。安装台2上表面沿自身长度方向开设有容纳槽21,容纳槽21沿安装台2长度方向的横截面呈“凹”字形,提手01的长度方向与安装台2的长度方向垂直,容纳槽21用于放置提手集合板03,容纳槽21垂直于地面的两个侧壁能够对提手集合板03起到限位作用。
33.参照图2和图3,容纳槽21内设置有多个定位块22,多个定位块22沿安装台2的长度方向间隔设置,定位块22呈矩形体状,且与安装台2一体设置,安装块36位于同一提手集合板03的相邻两个提手01之间,且与相邻两个提手01之间的间隙形状相匹配,以对容纳槽21内的提手集合板03起到限位作用。本实施例中定位块22设置四个,四个定位块22平均分配在两个提手集合板03上,四个定位板分别位于两个提手集合板03相互靠近的四个提手01的间隙内,以对两个提手集合板03相互靠近的位置进行定位,便于连接组件3对两个提手集合板03的连接处焊接。
34.参照图2和图3,连接组件3设置有两组,两组连接组件3相对设置在安装台2宽度方向的两侧,两组连接组件3分别对两个提手集合板03的两个连接处进行焊接,以使得两个提手集合板03稳定连接。运送装置4设置在安装台2宽度方向的一侧,运送装置4能够同时运送两个提手集合板03至容纳槽21内,且使得两个提手集合板03的连接处与连接组件3的位置相对应,两个提手集合板03的焊接完成后,运送装置4将提手集合板03向下一工序的方向输送,以便于对下一提手集合板03焊接,从而完成多个提手集合板03的自动连续焊接。
35.参照图2和图3,连接组件3滑动安装在机体1上方,连接组件3的滑动方向与安装台2的长度方向相互垂直,运送装置4将提手集合板03运送至容纳槽21内时,连接组件3向靠近安装台2的方向滑动,然后对两个提手集合板03的连接处进行焊接;根据实际生产情况,两个连接组件3可同时向安装台2移动并同时完成焊接,也可间隔一定时间分别向安装台2移动以完成焊接。连接组件3包括支撑架31、伸缩件32以及连接件33,支撑架31包括连接板311、支撑板312和安装板313,连接板311的板面与机体1上表面平行设置,连接板311下方设置有驱动件5,驱动件5能够驱动连接板311滑动,从而带动整个连接组件3滑动。
36.参照图2和图3,本实施例中驱动件5为无杆气缸,无杆气缸的导轨通过螺栓安装在机体1上表面,无杆气缸的导轨垂直于安装台2的长度方向,无杆气缸的滑动部通过螺栓固定在连接板311下板面,启动无杆气缸即可带动连接板311移动。为使得连接板311的滑动更加稳定,在连接板311下方设置有导向块61和两个导向杆62,导向杆62与无杆气缸的导轨平行设置;导向杆62两端固定穿设在有两个矩形板,矩形板通过螺栓安装机体1上表面,从而将导向杆62固定在机体1上;导向块61呈矩形体状,且滑动套设在两个导向杆62上,导向块61通过螺栓安装在连接板311下方,以使得连接板311的滑动更加稳固。
37.参照图2和图3,支撑板312呈矩形板状,且垂直焊接在连接板311上,支撑板312的板面与安装台2靠近支撑板312的侧面平行,支撑板312由连接板311向上延伸,支撑板312与连接板311之间设置有筋板以增加二者的连接强度。安装板313呈矩形板状,且与支撑板312垂直,安装板313的板面与安装台2的上表面垂直;安装板313焊接在支撑板312靠近安装台2的板面上方,且由支撑板312向安装台2的方向延伸,安装板313在竖直方向上的位置高于安装台2,且与安装台2之间存在间隙,以便于安装连接件33。
38.参照图2和图3,安装板313上设置有呈圆柱体状的安装柱34,安装柱34与安装板
313垂直,安装柱34一端转动穿设在安装板313上,另一端由安装板313向下一工序的方向延伸设置;安装板313上侧面螺纹穿设有锁紧螺栓35,锁紧螺栓35与安装柱34的外圆周面抵接以对安装柱34起到限位作用。安装柱34远离安装板313的一端一体设置有安装块36,安装块36呈矩形体状,本实施例中伸缩件32选用气缸,气缸固定安装在安装块36平行于安装柱34轴线的一侧面上,气缸的伸缩杆滑动穿设在安装块36上;本实施例中连接件33选用焊枪头,焊枪头固定安装在气缸的伸缩杆上,通过安装柱34能够调节气缸相对安装台2的倾斜角度,以使得焊枪头更易与两个提手集合板03连接处的位置对应。支撑架31带动焊枪头向安装台2移动至预定位置时,焊枪头位于带体011上方,气缸伸缩杆向靠近连接条02的方向倾斜,当气缸伸缩杆伸出时,焊枪头与两个提手集合板03的连接处的位置对齐,通过焊枪头对两个提手集合板03的连接条02进行高温加热,即可使得两个提手集合板03相互连接。
39.参照图3和图4,为使得两个提手集合板03的连接处位置更加稳定,以便于焊枪头焊接,在安装台2上设置有两个限位件7,两个限位件7分别靠近两个连接组件3设置。限位件7呈四棱柱状,且所呈四棱柱的两个底面为直角梯形,限位件7所呈四棱柱的两个相互平行的侧面与安装台2上表面平行设置,且面积较大的侧面与安装台2上表面贴合;限位件7所呈四棱柱相对安装台2上表面倾斜的侧面为限位面71,限位面71靠近提手集合板03设置,限位面71相对于安装台2上表面的倾斜角度与扣体012相对于安装台2上表面的倾斜角度相匹配,限位面71能够对两个提手集合板03连接处的连接条02起到支撑作用。限位面71上沿限位面71的倾斜方向贯穿开设有让位槽72,让位槽72沿限位面71倾斜方向的横截面呈“凹”字形,以使得两个连接条02的连接位置处于悬空状态,降低两个连接条02融化时粘接在限位面71上的可能性。
40.参照图4,为适应对不同规格的提手集合板03,在限位件7下方设置有滑动组件8,滑动组件8包括螺杆81和滑块82,安装台2上表面沿连接组件3的滑动方向开设有滑槽23,滑槽23沿自身长度方向的两端均不开通,滑槽23的横截面呈“t”字形,滑块82沿滑槽23长度方向的横截面与滑槽23的横截面相匹配,滑块82滑动配合在滑槽23内;螺杆81沿滑槽23内长度方向设置,螺杆81螺纹穿设在滑块82上,且两端转动支撑在滑槽23的侧壁上;当提手01长度不同时,转动螺杆81即可调节限位件7的位置,以使得限位面71能够与连接带贴合。螺杆81靠近安装台2侧面的一端由安装台2上穿出,且固定安装有旋钮83,以便于使用人员转动螺杆81。
41.本技术实施例一种瓦楞纸箱用提手自动连接结构的实施原理为:运送装置4将两个提手集合板03运送至容纳槽21内指定位置,以使得两个提手集合板03连接处的两个连接条02与限位面71贴合,启动驱动件5以控制连接组件3向靠近提手集合板03的方向移动,随后伸缩件32的伸缩杆伸出,以控制连接件33向靠近两个连接条02焊接位置的方向移动,控制连接件33工作,即可自动完成提手集合板03的焊接,该提手自动连接结构能够自动使多个提手集合板03首尾连接,以实现提手01的连续输送,生产效率较高。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。